
基于NURBS曲线插补方法的数控加工品质探究
2020-09-10 07:22:44郑伶俐
内燃机与配件 2020年5期
关键词:数控
郑伶俐


摘要:数控加工是机械制造行业非常重要的加工方式,适合加工一些形状不规则、精度要求高的工件,特别是曲面形状的零部件,传统的数控加工方式主要采用直线圆弧插补的方式进行,但是这种方式存在程序复杂、增降速频繁、表面粗糙等问题,为此,提出了采用NURBS曲线插补方法进行曲面零件的加工,并通过实践验证有效证明了NURBS曲线插补方法能够有效的提高零件加工精度与表面质量。
关键词:NURBS;曲线插补;数控
0 引言
随着现代社会经济的不断发展,我国的汽车、轮船以及航天等领域获得了飞速发展,出现了越来越多形状不规则、十分复杂的曲面型零件,对曲面加工尺寸精度以及表面处理标准要求更加苛刻,目前要加工曲面形状的机械部件主要采用插补的方式,能够实现较快的加工速度以及良好的加工精度。在很早的时候数控机械主要是将圆弧曲线等效为若干个微小的线段,通过这种方式完成插补加工,但是这种方式存在一定的问题,突出表现为程序十分复杂、机器增降速过多、限制进给速度与加工品质一般等[1]。NURBS曲线是一个自由型参数曲线,利用NURBS插补技术对曲线加工零件数控程序进行改善,选择科学的拟合精度参数,提高车床进给速度,通过NURBS曲线插补方法能够获得很好的加工精度,降低数控加工程序的复杂性,并很好保证了设备的运行平稳,实现了零部件加工速度与精度的共同提升。
1 NURBS曲线插补定义及程序设计
1.1 NURBS曲线插补定义
NURBS中文名称为非均匀有理B样条。一个p阶NURBS曲线的定义为[2]:
上述公式中,Pi表示为控制点;ωi表示为权值;Ni,p(u)表示为p阶B样条基函数,其节点向量可以表示为[3]:
1.2 NURBS曲线插补程序设计
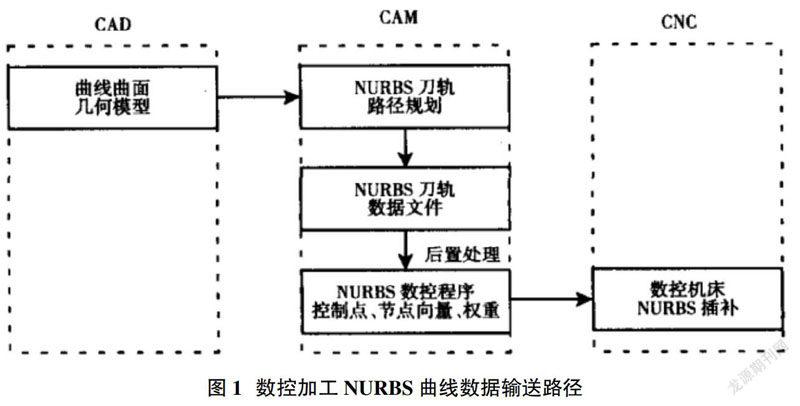
在数控加工中使用NURBS曲线插补方法时,必须要同时和计算机辅助软件CAD/CAM共同应用,通过计算机辅助软件辅助NURBS完成加工零件模型的创建以及程序的生成,另外还要保证NURBS曲线插补处理的数控程序能够与数控设备CNC系统相兼容[4]。现阶段不同类型的数控设备系统所能够識别的NURBS程序格式也不一样,所以为了确保NURBS曲线插补技术能够顺利的应用到数控加工制造中,必须要建立稳定、有效的程序传输通道,保证数控程序能够顺利的从CAD系统,经过CAM系统,最终到达CNC系统,如图1所示为数控加工NURBS曲线数据输送路径。
2 基于NURBS曲线插补方法的数控加工品质分析
在进行曲线型零件加工时,通常是将零件曲线部分划分成无数个微小的线段或者采用拟合曲线方法进行加工,但是存在加工精度不高、程序复杂以及加工不稳定等问题,而NURBS曲线插补技术在传统的插补技术基础上进行了优化与升级,提高了曲线拟合计算的精度,改善了数控加工零部件的尺寸精度与表面质量,也能够更好的加工曲面形状复杂,并保证优异的加工精度[5]。为了进一步验证NURBS曲线插补加工对数控加工品质的影响,本文采用了实践验证的方式探索了NURBS曲线插补与直线圆弧插补两种加工方法,分别进行椭圆曲线以及花瓣曲线的数控切削加工,最后对两个产品的加工品质进行判定[6]。在使用NURBS曲线插补方法进行曲线零部件数控加工时,需要事先准备好加工的配件,保证加工过程的真实性,如表1所示为NURBS曲线插补加工试验参数。
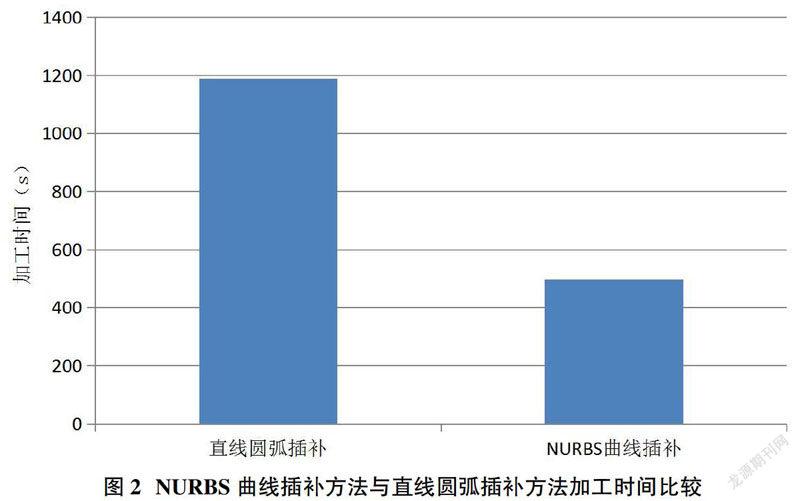
采用NURBS曲线插补方法与直线圆弧插补方法进行曲面零件的加工,前者完成花瓣曲面的加工用时8min17s,而后者加工时间为19min49s,由此可以看出加工相同的花瓣曲面NURBS曲线插补方法比直线圆弧插补方法节省了58.2%的时间,如图2所示。
对比NURBS曲线插补方法与直线圆弧插补方法加工完成的工件质量,从中可以看出采用NURBS曲线插补方法得到的零件加工精准性好,与三维建模的图形相似度较高,而采用直线圆弧插补方法加工的零件尺寸偏差较大且加工表面粗糙度较差。产生这种现象的原因主要是由于在利用传统直线圆弧插补方式进行曲面零件加工时,通常是将曲面线条划分为许许多多微小的线段或者若干个小圆弧段,从而产生一定的拟合偏差,在高速机床设备加工过程中需要往复的增减速度,无法很好的保证机床运转速度的连续性,导致机床加工中产生较大的振动,最终导致直线圆弧插补方法加工的圆弧曲面表面粗糙度较差。采用NURBS曲线插补方法进行零件曲面加工时,由于自身拥有优异的曲面拟合性能以及高阶连续加工特征,从而保证曲面加工的精度和表面粗糙度,保障了机车设备运行过程中的平稳性,实现机床高速运转情况下还能够保证较高的加工精度[7]。
3 结语
综上所述,提高数控加工品质对于促进我国机械制造行业进一步发展具有重要的作用,利用NURBS曲线插补方法能够有效的解决程序发展、速度增减频繁、车床设备运行不稳定等问题,实现曲面零件加工速度与品质的共同提升。
参考文献:
[1]金正哲,邬义杰,张雷,刘孝亮.基于模糊推理的NURBS曲线直接插补进给速度确定方法[J].浙江大学学报(工学版),2012,46(06):1048-1053.
[2]余道洋,韩江,夏链.三次NURBS样条曲线插补加工螺旋转子建模与加工研究[J].制造技术与机床,2011(03):91-94.
[3]董久虎,谌永祥,李双跃,曾岳飞.基于NURBS插补的汽轮机叶片背弧面数控加工模拟与误差分析[J].机床与液压,2013,41(01):51-53,57.
[4]张万军,涂晶洁,张育斌,张景轩,张景怡,张景妍.高档数控机床NURBS曲线Newton-Rapson迭代的插补算法[J].机床与液压,2017,45(09):126-130.
[5]杨萍,杨明泰,张阳阳.高速数控加工中NURBS曲线拟合及插补技术的研究[J].中国机械工程,2015,26(12):1630-1634.
[6]刘强,刘焕,周胜凯,李传军,袁松梅.无速度波动的NURBS曲线二次插补算法原理及其实现[J].计算机集成制造系统,2015,21(10):2659-2667.
[7]潘海鸿,杨微,陈琳,谭华卿,孙红涛.全程S曲线加减速控制的自适应分段NURBS曲线插补算法[J].中国机械工程,2010,21(02):190-195.
猜你喜欢
中国新技术新产品(2017年1期)2017-01-20 17:21:38
考试周刊(2016年101期)2017-01-07 08:51:21
农业与技术(2016年19期)2016-12-12 03:41:16
职业(2016年11期)2016-11-23 20:18:32
企业技术开发·下旬刊(2016年9期)2016-11-23 03:52:52
科技视界(2016年18期)2016-11-03 23:27:51
科技视界(2016年24期)2016-10-11 08:43:47
考试周刊(2016年74期)2016-10-08 15:10:23
科技视界(2016年17期)2016-07-15 21:30:04
企业导报(2016年12期)2016-06-17 16:45:56
