
LNG储罐9%Ni钢立缝全自动焊技术
2020-09-10 22:23:49韦宝成杨尚玉郭鹰
电焊机 2020年6期
韦宝成 杨尚玉 郭鹰
摘要:对比分析了目前大型LNG储罐内罐9%Ni钢立缝对接焊的几种方法,介绍了DPS-3G全自动焊中TIP-TIG和钟摆焊接技术的优异性,研究认为采用DPS-3G全自动交流氩弧焊接技术,能彻底解决9%Ni钢窄坡口焊的侧壁未熔合的行业难题,同时-196 ℃低温冲击韧性优异,焊接接头性能质量可靠,无损检测一次合格率高,实现了高效率焊接,大幅缩短施工周期,节约施工成本。
关键词:LNG储罐;9%Ni钢;全自动焊;立焊缝;钟摆焊
0 前言
随着我国经济的快速发展,对清洁能源的需求日趋迫切,液化天然气(Liquefied Natural Gas,简称LNG)的需求量逐年递增,构建大型LNG储罐已成为国家能源战略的重要组成部分。LNG储罐内罐主要采用9%Ni钢制造,该钢种焊接要求较高[1-2],目前9%Ni钢的主要焊接方法有焊条电弧焊(SMAW)、钨极惰性气体保护焊(GTAW)、熔化极惰性气体保护电弧焊(GMAW)和埋弧焊(SAW)[3]。国内所有已建及在建的LNG工程,内罐壁板现场安装环缝已经实现了埋弧自动焊,而立缝自动化焊接研究还处于起步阶段。文中主要针对LNG储罐内罐9%Ni钢立缝全自动焊接技术进行了讨论。
1 9%Ni钢立缝对接焊方法比较与选择
1.1 9%Ni钢立缝对接焊方法要求
天然气在-162 ℃低温下才会液化,因此对于制造LNG低温储罐内罐的9%Ni钢性能要求很高,特别是-196 ℃低温冲击韧性。同时,储罐立缝承压约为环缝承压的2倍以上。因此,立縫焊接更为重要,质量要求更高。9%Ni钢立缝对接焊时存在以下要求:
(1)焊接接头质量要求高。LNG储罐内罐直接接触液态天然气,金属材料在低温下会发生脆性断裂问题。这就要求LNG储罐内罐的对接焊接接头具有优异的低温冲击韧性。同时,要求焊缝金属与母材具有相当的热膨胀系数,且焊缝与母材过渡圆滑,表面无气孔、裂纹、咬边等缺陷存在。
(2)一次合格率要求高。LNG储罐内罐用9%Ni钢板要求-196 ℃低温韧性优良,为了避免多次返修造成钢板性能的降低,要求每个缺陷区域最多只能返修一次,X射线检测拍片的一次合格率必须达到98%以上。LNG储罐内罐用9%Ni钢板都属于定制钢板,生产周期长,一旦出现焊缝返修不合格,整张钢板报废,将严重影响施工周期。
(3)焊接线能量的控制。9%Ni钢焊接时选用的焊材Ni含量高达50%以上,焊接线能量较大时焊缝处会出现稀释、裂纹等问题[4]。焊接线能量和层间温度的改变会导致焊接热循环的峰值温度相应改变,从而影响热影响区(HAZ)的金相组织。文献[5]指出,逆转变奥氏体有利于改善9%Ni钢焊接HAZ的低温韧性。如果峰值温度过高,会使逆转变奥氏体数量大大减少,并产生粗大的贝氏体,从而降低低温冲击韧性[5]。因此,9%Ni钢焊接时应尽量采用小线能量、多层焊,并严格控制层间温度。
(4)焊接方法操作简便,人为因素影响小。受现场工况条件、焊接接头质量及一次合格率要求,所采用的焊接方法应降低现场焊接操作对焊工技能的依赖程度,减少人为因素的影响,保证焊接质量的稳定性和可靠性。
(5)全位置焊接能力强。立焊时,熔池金属和熔滴因受重力作用具有下坠趋势,容易产生焊瘤,不利于侧壁熔合。因此,应选用全位置焊接能力强,立焊成型好、能实现单面焊双面成形的焊接技术和工艺。
1.2 焊接方法选择
为获得成形美观、焊接线能量小、力学性能良好的焊接接头,从焊接设备、控制、焊接工艺制定等多方面入手进行分析。
(1)焊条电弧焊(SMAW)。它是一种非常普遍、易使用的焊接方法。其不足之处在于电弧长度取决于焊工,焊接时易出现电弧不稳现象,容易出现气孔、夹渣、咬边等焊接缺陷。目前国内外9%Ni钢立缝普遍采用SMAW焊接工艺,该工艺对焊工依赖性高,焊接质量存在风险的可能性较高。SMAW无法实现自动化焊接。
(2)熔化极气体保护焊(GMAW)。它是一种高电流密度焊接方法,可获得较高的焊接速度和熔敷率,焊接过程易于实现自动化。但电弧不稳定、飞溅大等原因造成熔池的冶金过程不稳定,导致形成的焊缝性能和质量都较差,一般重要结构的焊接都不采用GMAW焊。国内翁大龙等[6]采用φ(Ar)90%+φ(He)10%的混合气体对9%Ni钢立缝的GMAW焊接工艺进行试验研究,熔合线附近-196 ℃低温冲击功较低,低于70 J。目前,GMAW焊主要用于LNG储罐外罐的焊接及内罐部分零件焊接。
(3)药芯焊丝电弧焊(FCAW)。它是一种气渣联合保护的焊接方法,焊缝成形较好,熔敷效率高,焊接过程易于实现自动化。但是,其电弧稳定性较差,且焊丝制造复杂,成本高。目前大型LNG储罐内罐9%Ni钢FCAW的焊接工艺应用来自国外,国内未见相关报道。国内苏衍福等人采用FCAW对9%Ni钢进行了立缝半自动焊接工艺进行试验研究,焊后表面存在微小的气孔、裂纹,需要打磨处理[7]。文献[8]提出,用于大型LNG储罐内罐9%Ni钢立缝的FCAW焊接工艺,以及简易的自动焊辅助工作仓,已应用于大型LNG低温储罐的安装制造,但未见进一步报道。
(4)埋弧焊(SAW)。它是一种电弧在焊剂层下燃烧进行焊接的方法,焊接效率高、焊缝质量高、劳动条件好、易实现自动化。SAW焊接线能量一般较大。由于焊接中必须使用焊剂,一般只适用于水平位置或倾斜度不大的焊缝。目前国内外LNG储罐内罐环缝的焊接主要采用SAW。
(5)钨极惰性气体保护焊(GTAW)。其优点是:电弧可见、焊接质量高且易控制、焊接线能量小、热量集中、电弧挺度高,全位置焊接能力强、焊接接头成形美观,易于实现自动化。但传统的GTAW焊金属熔敷效率低、生产率低,难以满足大型LNG储罐建设的要求。
(6)TIP-TIG焊。TIP-TIG焊是一种振动送丝和热丝的TIG焊技术,其焊接线能量小、焊接接头质量高,生产效率高,熔敷效率甚至比脉冲MIG焊高20%[9]。2017年,国内某LNG接收站首次采用TIP-TIG半自动焊工艺完成了低温管道的焊接施工,合格率高达99.71%。路书永[3]采用TIP-TIG半自动焊进行了9%Ni钢板立缝焊接工艺实验研究,证明了该焊接工艺的优越性和可行性。2019年,宁波某大型LNG储罐项目针对9%Ni钢立焊缝首次采用TIP-TIG焊接工艺,实现了9%Ni钢立缝的TIG半自动焊接。李连波等人[10]通过开发简易的装置进行9%Ni钢全自动TIP-TIG立焊焊接工艺开发,证明了TIP-TIG用于9%Ni钢立缝全自动焊的可行性,但仍存在侧壁未熔、装备简陋等诸多问题,距实现9%Ni钢立缝全自动焊接仍有大量工作要做。郑立娟等人[11]研究了9%Ni钢的SMAW、SAW和GTAW焊接工艺与机理,认为壁板的立焊位置最好采用SMAW或GTAW方法。闫强强等人[12]对窄间隙TIG旋转电弧的9%Ni钢自动立焊技术进行了试验研究,获得的适用电流范围窄,表面成形一般,且并未做过采用ER NiCrMo-3焊丝焊接接头的力学性能试验,特别是-196 ℃低温冲击韧性试验,此方法有待进一步考证。
通过上述对比分析发现,TIG焊在所有电弧焊中电弧最稳定,焊接线能量小,焊接质量高,全位置焊接能力强,焊接接头成形美观,可单面焊双面成形,易于实现自动化;除此之外,TIP-TIG焊焊效率高,特别适合9%Ni立缝全自动焊接。为此,国内西安某公司在TIP-TIG焊接方法基础上,结合窄坡口氩弧钟摆焊接技术,研制出适用于大型LNG储罐内罐立焊的DPS-3G全自动焊接系统,并在3.5 m×6 m×10 mm的9%Ni钢板上进行了验证性试验。
2 9%Ni钢立缝DPS-3G全自动焊焊接技术
2.1 焊接材料选择
为了保证9%Ni钢焊接接头的综合性能,特别是-196 ℃低温韧性;同时焊材热膨胀系数与母材匹配,避免产生较大的应力[13],9%Ni钢焊接应选用低碳、高镍(含镍量高达50%以上)的焊材。大型LNG储罐内罐用9%Ni钢环缝焊接主要选用ER NiCrMo-3和ER NiCrMo-4这两种焊丝,并且这两种焊材来源广泛。9%Ni钢立缝全自动焊用焊材拟采用直径φ1.0 mm的AWS A5.14 ERNiCrMo-4焊丝。保护气体(包括背保护气体)为纯度99.99%氩气。
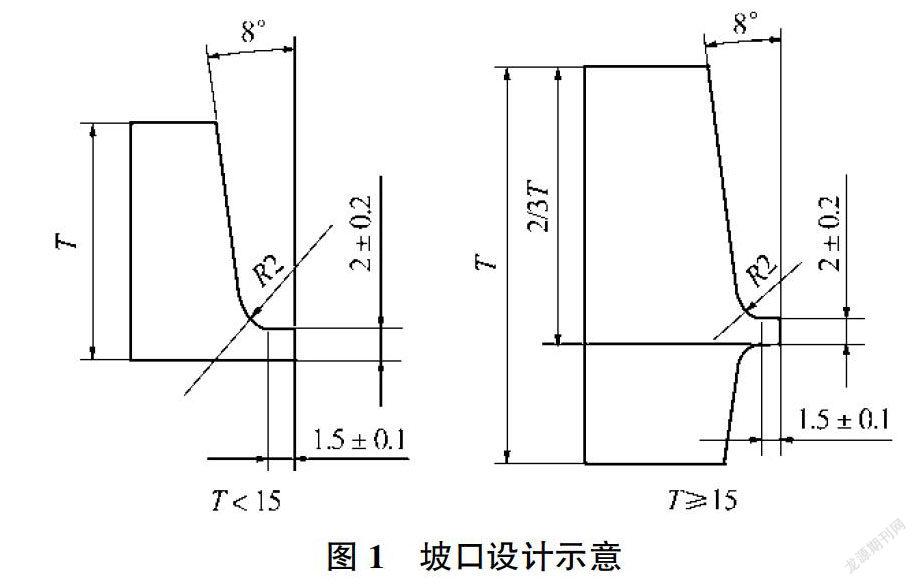
2.2 坡口加工
9%Ni钢立缝全自动焊坡口设计有两种:板厚小于15 mm的为单边U型坡口,厚度大于等于15 mm的为双边U型坡口,具体尺寸如图1所示。坡口加工采用成形刀,可保证圆弧角R2,坡口角度8°,钝边长度1.5 mm。LNG储罐内罐用9%Ni钢板坡口加工可在钢厂完成,坡口加工设备为普通的GMMA-60L铣边机,设备简单,加工精度高,钝边厚度加工精度可达2.0±0.2 mm。
2.3 组对安装
组对前,将坡口两侧25 mm范围内打磨光亮,露出金属光泽,并用酒精清理干净油污。为了组对方便,LNG储罐内罐9%Ni钢立缝自动化焊接工艺采用零间隙组对方式。同时,为了适应现场工况,经试验验证:全自动焊打底可适应的最大间隙为3.0 mm,射线和性能检测均合格。
2.4 焊前准备
大型LNG储罐内罐安装是在封闭的环境中作业,因此不会受天气因素影响。焊前无需预热,当空气湿度较大时,焊接区应用火焰适当加热,除去钢板表面的冷凝水。焊前应对设备进行全面检查:水、电、气路是否畅通,设备运行是否正常。
2.5 DPS-3G全自动焊接工艺特点
根据相关试验研究,大型LNG储罐内罐9%Ni钢立缝全自动焊采用小线能量、多层焊技术。其焊接工艺特点如下:
(1)全位置焊接能力强,成型好。TIP-TIG焊是一种先进的TIG焊接技术,具有优异的全位置焊接能力。在立焊位置,打底根焊,可实现良好的单面焊双面成形,基本可免除清根和打磨工序;填充、盖面焊,可实现优良理想的表面成形,基本免除层间修理打磨和盖面修理打磨工序。从而免去了清根和大量的打磨工作,大幅减少因清根和打磨质量问题造成的焊接质量缺陷及污染;同时,大幅提高施工功效。现场施工作业统计表明,焊条电弧焊的清根和打磨的工时消耗约为其焊接工时消耗的约75%。
(2)U型窄坡口。该坡口设计为零间隙组对,能有效减少填充量,提高焊接效率,也方便组对。与传统SMAW相比,U型窄坡口设计可节约30%以上焊材,大幅降低施工成本。
(3)钟摆焊技术。LNG储罐内罐9%Ni钢立缝DPS-3G全自动焊焊接系统特有的钟摆焊技术能使焊枪的摆动角度达到±30°,可增大钨针与坡口侧壁之间夹角,有利于熔池金属在坡口侧壁实现良好铺展,实现侧壁的充分熔合,解决了窄坡口氩弧焊侧壁未熔的行业难题,大幅提高焊接质量和效率。
(4)坡口组对适应性强。DPS-3G全自动焊接工艺可适应的组对间隙为0~3 mm,错边量0~2 mm;相比其他自动焊,对坡口加工精度和安装组对的适应性更强。目前,施工现场钢板预制和坡口加工精度与安装组对精度基本满足DPS-3G自动焊工艺对安装组对的要求。
(5)多层单道焊。多层单道焊的焊接线能量小,工艺简单、可靠、稳定,层间成型优良。此外,多层焊时后道焊缝对前道焊缝有充分的正火/回火作用,能细化晶粒;前道焊缝的余热对后道焊缝起一定的预热作用,能降低焊接應力。
(6)高质量、高效率。采用LNG储罐内罐9%Ni钢立缝DPS-3G全自动焊接工艺获得的焊接接头性能优异,特别是-196 ℃低温冲击功,达到规范要求值的2倍以上。对于板厚22.5 mm、长1 m的9%Ni钢板全自动焊接试件,估算全自动焊接完成3.5 m长立缝焊接用时4.8 h,而实际工程中焊条电弧焊完成一道长3.5 m立焊缝需要20 h。LNG储罐内罐9%Ni钢立缝全自动焊接工艺大大缩短了施焊时间,同时降低了人工成本。
(7)抗磁偏吹效果好。选用交流软方波电源,有效减弱连续自动焊造成的电弧磁偏吹,具有良好的焊接工艺性,降低了产生焊接缺陷的风险。
(8)优异的焊接保护。焊枪采用复合气罩双路气体保护,增大了保护区域面积,对焊接区域实现优良的保护,能获得具有亮白色金属光泽的焊缝。保护效果优异,焊接接头成形好、质量高。
此外,LNG储罐内罐9%Ni钢立缝DPS-3G全自动焊接工艺还具有:采用立向上焊工艺,增加熔深,有利于减少未熔合;自动化程度高,操作方便等特点。
3 结论
通过对比分析目前大型LNG储罐内罐用9%Ni钢焊接方法可知,采用DPS-3G全自动焊接工艺进行9%Ni钢立缝焊接,不仅降低了人为因素对焊接接头质量的影响,获得了质量稳定可靠、成形美观的焊接接头,同时还能提高效率降低成本。目前,国内大型LNG储罐内罐用9%Ni钢立缝全自动焊接技术还处于发展初期,业内期望有一种成熟可靠的自动焊接技术从根本上提高立缝的焊接质量水平和焊接效率,减少对焊工的依赖,降低焊工劳动强度,为此,还需继续进行大量研究工作。
参考文献:
[1] 殷劲松,马小红,陈叔平. 大型LNG 储罐关键技术[J]. 煤气与热力,2011,31(7):13-17.
[2] 尹长华,靳海成,崔相国. LNG储罐用9%Ni钢的焊接[J].焊管,2009,32(9):31-37.
[3] 路书永. 9%Ni钢的动态全自动送丝和热丝TIG半自动焊工艺研究[J]. 金属加工(热加工),2013(20):46-49.
[4] 严春妍. LNG储罐用9%Ni钢及其焊接性[J]. 焊接学报,2008,29(3):49-52.
[5] 张念涛. LNG储罐焊接工艺及其性能研究[D]. 天津:天津大学,2008.
[6] 翁大龙,张胜男,唐元生,等. LNG大型储罐9%Ni钢罐壁立缝GMAW-P机动焊工艺研究及应用探讨[J]. 材料与焊接,2018,39(5):63-66.
[7] 苏衍福,任胜汉,刘伯胜,等. LNG低温储罐用9%Ni钢不同焊接工艺对比研究[J]. 金属加工(热加工),2017(18):56-58.
[8] 陆欢军. 9Ni钢低温储罐药芯焊丝自动立焊工艺研究[J].化工装备技术,2017,38(1):41-43.
[9] 王海君. TT自动焊工艺在某LNG接收站低温管道焊接施工中的应用探讨[J]. 中国新技术新产品,2017(4):21-22.
[10] 李连波,鲁欣豫,任胜汉,等. 9%Ni钢全自动TT立焊焊接工艺开发[J]. 电焊机,2017,47(10):116-118.
[11] 郑立娟. 大型LNG储罐用9Ni钢焊接工艺和机理的研究[D]. 黑龙江:哈尔滨工业大学,2010.
[12] 閆强强. 基于窄间隙TIG旋转电弧的9%Ni钢自动立焊技术研究[D]. 山东:山东大学,2018.
[13] 李建伟. 大型LNG储罐9%Ni钢焊接质量控制[J]. 焊管,2018,41(2):57-64.
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
快乐语文(2021年15期)2021-06-15 10:19:38
童话世界(2020年13期)2020-06-15 11:54:32
制造技术与机床(2019年9期)2019-09-10 07:36:42
故事大王(2019年4期)2019-05-14 16:38:48
城市轨道交通(2019年2期)2019-04-04 08:55:54
电子制作(2017年22期)2017-02-02 07:10:15
大型铸锻件(2015年4期)2016-01-12 06:35:27
