浅谈铸造构架焊修工艺
2020-09-10 21:53:46刘军朱黎明陈勇
内燃机与配件 2020年6期
刘军 朱黎明 陈勇


摘要:本文介绍了铸造构架的构造特点和质量指标,着重阐述了该构架的裂纹、夹砂、疏松等质量问题的焊补工艺。通过采取合理的焊修工艺措施,保证了浇铸构架的产品质量。
关键词:铸造构架;缺陷焊接修补
1 概述
我公司自2003年开始生产铸造构架(如图1)。由于其结构设计的复杂性造成其铸造难度较大,每一只构架都要进行焊修。在工作中,我们总结出了很多操作技巧,对解决构架的焊修质量问题有很大的帮助。
1.1 产品结构特点
该产品的整体尺寸较大,外形尺寸为5738mm×2540mm×460mm。结构复杂,为大型框型薄壁铸件,且壁厚不均。三横梁及导框等厚大部位厚达140mm,其余壁厚一般在16mm~30mm之间。由于存在大面积薄壁区域,使得流经这些区域时钢液中的杂质不能及时上浮,极易形成夹砂。而在壁厚过渡的地方,凝固收缩受阻等地方,热应力不能有效释放,极容易出现裂纹。
1.2 产品质量要求
该产品要求整体X射线探伤,关键区域的拍片等级要不低于IV級,非关键区域要不低于V级。评级标准为美国NFA04-160。由于该产品为车辆转向架的关键零部件,用户要求整体X射线照相检查,共布片近700余张。随经过生产工艺改进,但在现在的正常生产过程中仍需拍片140张左右。
1.3 铸件材料要求
构架铸件材料的化学成分和力学性能应符合美国标准AAR M-201中B级钢的要求,具体见表1和表2。
2 构架铸件焊修过程常见问题
构架经常性存在的超标铸造缺陷有裂纹、夹砂(渣)、疏松等铸造缺陷。图2中为构架局部开口裂纹。经常需要大面积缺陷清挖、焊补,工作量很大。
3 应对措施
3.1 制定焊修工艺、提高焊补效率
根据产品的结构、材料性能要求以及铸件上的缺陷性质,结合生产实际情况,制定相应焊修工艺方案。并准确地排布缺陷位置、仔细地清除缺陷,对焊补过程一丝不苟。
3.2 焊修方法及焊材选择
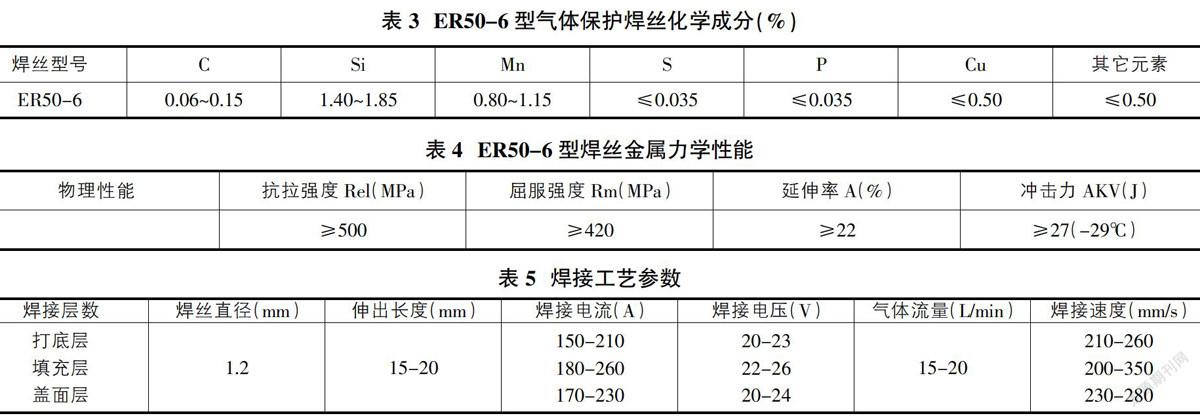
焊接方法采用常见的CO2+富氩混合气体保护焊接法。依据母材的组织成分及力学性能要求,我们选择牌号为ER50-6的焊丝,焊丝粗细为1.2mm。焊丝的微量元素见表3,力学性能见表4。
3.3 确定焊接工艺参数
为确保铸造构架缺陷的焊修质量,并能使焊修部位X射线探伤检查合格,焊接工艺参数的确定显得十分重要。具体焊接参数见表5。
4 简要焊补操作过程
4.1 对片工作
首先,根据X射线拍片的缺陷布片图在铸件上逐一比对、画出。这项工作是要对该产品的结构和它的铸造工艺要有一定的了解,所以该产品在焊前对片工作显得很关键,要具有丰富的实作经验。
4.2 焊前缺陷的处理
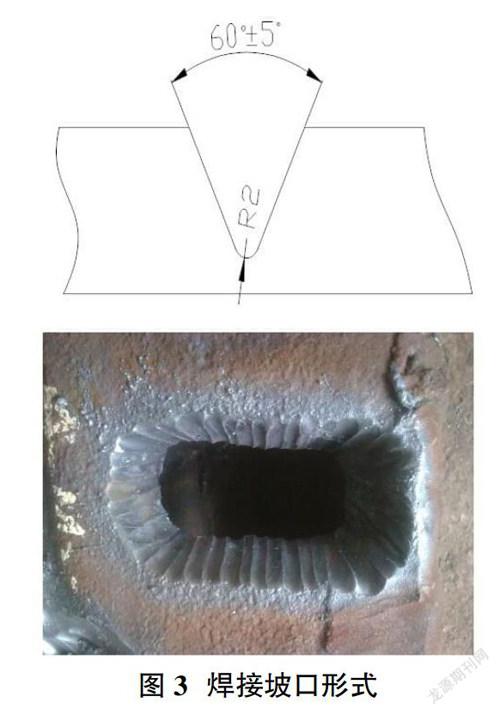
对已经标注出的铸造缺陷位置,无论是裂纹还是夹砂、疏松,均采用氧乙炔气割的方法将缺陷全部清除,并开出相应的U型焊接坡口,坡口角度要大于60度以上,坡口形式如图3。
对加工好的坡口及两边20毫米范围内进行打磨处理,清理表面的油污锈蚀和杂质。凹凸不平处打磨到圆滑过渡。
检查坡口及缺陷是否清除。应用磁粉探伤来确认坡口内缺陷是否已彻底清除。
4.3 焊前预热
为防止焊接时焊接区温度聚升,使局部应力增加而产生裂纹等缺陷,焊前需对周围区域进行预热,创造一个应力的“缓冲区”。一般预热温度在100℃左右。预热操作还可以减少焊接区的吸附水分,防止产生焊接气孔。
4.4 施焊
平焊应使用,同时可根据该产品的工作条件,它不允许焊接电弧的非铸件表面。见图4。
焊到两边缘时,焊丝头要稍作停留回拉,以便焊透,确保融合、熔池饱满,减少焊接缺陷(图5)。多层焊补时应注意焊缝层间温度应控制在300℃以内,以便释放焊接热应力。尽量不连续施焊,以防温度过高,产生焊接热裂纹。焊完每层后用铁锤敲打焊缝及周围热影响区,以减少焊接应力(避免在200°-300°锤敲)。盖面焊时,焊缝两边口处需焊透,融合好,以防咬边。对焊接表面进行外观检查,焊缝一般高于基面1~2mm,焊缝相交处应平缓过渡。
构架的焊接变形容易导致产品关键功能尺寸超出设计要求、后期的机加工余量不足等问题。在前期的试制阶段,由于焊接变形较大,为保证产品关键尺寸,进行大量的矫直工作。故而,在我们补焊时除了要控制好层间温度外,还要控制好热应力区域的分布,避免热应力区域过于集中,导致构架翘曲变形。
4.5 焊补质量检查
焊补区域一般冷却至300℃以下时就可以重新进行X射线拍片检查了。对于拍片发现的缺陷需要重新进行挖片-焊补操作。
5 结语
铸造构架通过制定合理的焊接工艺,使每一次焊修率合格率稳步上升,焊修返片率从原来的60%下降到15%以内,大大降低了生产成本,还节约能源,提高了功效,降低了运输成本。在不断地对该型铸造构架的焊修过程中,提高了我们的焊接技术水平,为公司降低了生产成本,对做好其它产品的焊修工作也有很好的借鉴意义。
参考文献:
[1]钱俊辉,李小彪,谭丁.G型连杆齿形裂纹焊修工艺开发[J].内燃机与配件,2019(03):150-151.
[2]武永寿,梁景恒,韩晓辉,叶结和,郑自芹,于壮壮.高强度耐候钢Q355对接接头多次焊修力学行为研究[J].兵器材料科学与工程,2020,43(01):87-91.
[3]王金花.焊修技术在农机维修中的应用[J].农机使用与维修,2019(09):104.
作者简介:刘军(1979-),男,江苏常州人,技校,技师,主要从事焊接工作。
猜你喜欢
中国银幕(2021年4期)2021-09-10 12:39:37
建材发展导向(2021年7期)2021-07-16 07:07:54
中华养生保健(2020年3期)2020-11-16 00:53:14
养生保健指南(2019年7期)2019-12-16 01:46:35
电子制作(2018年17期)2018-09-28 01:56:54
中华诗词(2018年1期)2018-06-26 08:46:42
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
安徽医药(2014年4期)2014-03-20 13:13:12