
某型缸盖气门和座圈改进
2020-09-10 10:24:16段彩莲
内燃机与配件 2020年7期
段彩莲


摘要:文章首先对某型缸盖气门的常见故障进行了介绍,然后进行了失效分析,最后给出了针对性的改进方案,提高了气门和座圈的耐腐蚀性、耐磨性。
关键词:缸盖气门;座圈;改进方案
0 引言
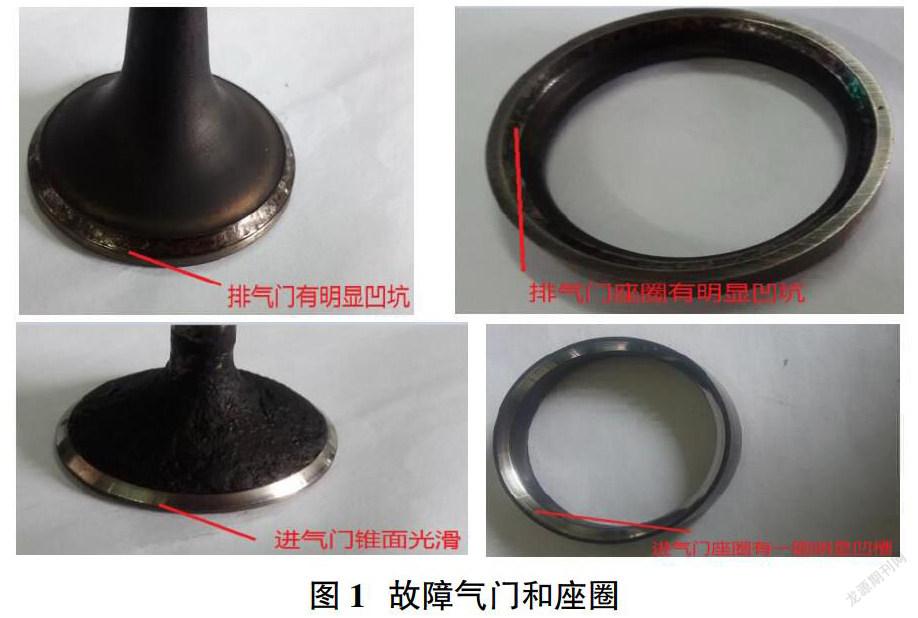
据市场反馈某型柴油机在使用约1200h,发现气门故障。拆解后如图1,需要进行改进。
1 气门的常见故障
发动机气门工作在高温、高腐蚀性、冲击和交变载荷下,气门的设计、结构、形状、材料、加工工艺等都会影响其使用期限,与气门相关的气门座圈、气门导管、气门弹簧、凸轮轴、气缸盖、冷却状态等也会影响气门。常见的气门损坏方式如下:
1.1 排气门烧蚀
烧蚀现象在气门颈部、锥面、头部端面均可见到,以锥面的影响最大。烧蚀之处为麻点,继而被高温燃气冲刷成沟槽,气门的密封性完全被破坏,发动机无法正常运转。
引起排气门烧蚀的原因通常有材料抗高温腐蚀性不够;积碳破坏气门与座圈间热传导,造成锥面局部温度升高,气门材料烧蚀等。
1.2 气门断裂
断裂主要发生在锁夹槽及颈部与杆部交接处附近,最常见的损坏形式是疲劳损坏。
气门断裂的主要原因有:颈部锻造裂纹未消除;发动机排温过高;气门座扭曲变形或与导管同心度差使气门产生弯曲应力;气门强度过低;锁夹槽过渡圆角太小等。
1.3 气门头部裂纹和碎落
造成气门头部碎落的因素很多,通常是属于冲击损坏和疲劳损坏。
主要原因有气门锻造时有小裂纹、气门座圈变形等。
1.4 气门锥面磨损过快
主要是由于气门材料选择不当或气门材料与座圈材料、硬度匹配不合适;以及气门与座圈产生相对滑移,造成气门磨损;此外,机油滲漏,积碳过多也会引起气门锥面异常磨损。
2 失效分析
该柴油机应用于近海捕捞渔船,发动机基本参数如表1。
气门杆部材料4Cr10Si2Mo,头部材料23-8N,热处理后头部硬度≥HRC28。与之配合的粉末冶金座圈,材料PB50WD,硬度HRC40~55。
2.1 材料检测
对失效件进行材料检测,发现进、排气门座圈同为PB50材料,进气门座圈检测没有Co,不符合要求,硬度符合图纸要求。座圈密度比图纸要求低。
2.2 电镜分析
使用电子显微镜,对气门、座圈进行扫描分析。
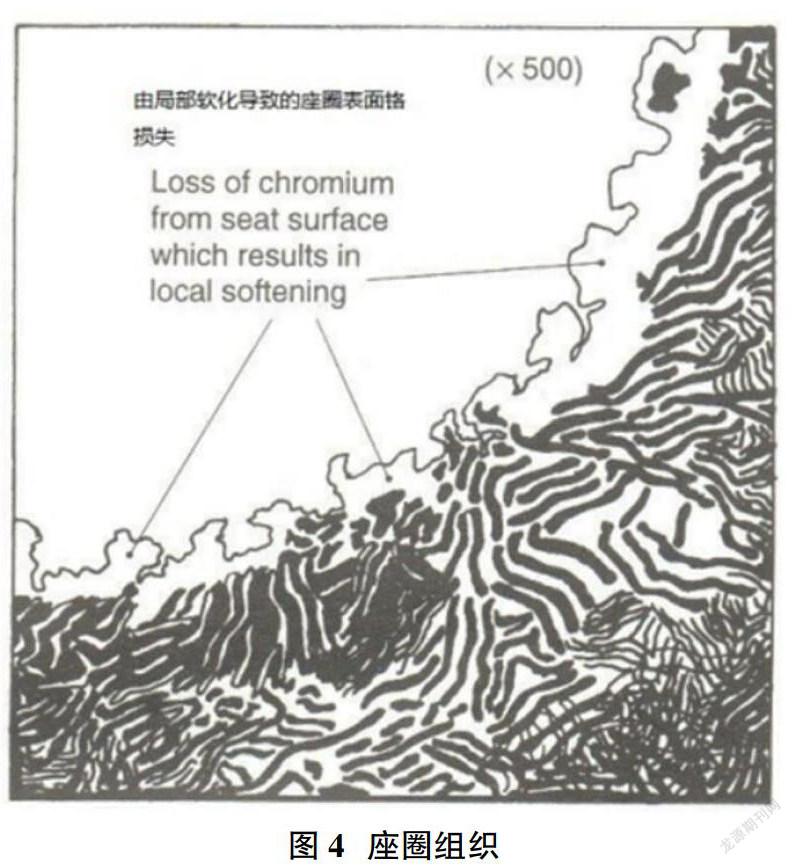
从样件座圈磨损的电子扫描图片中可以看到由于氧化、腐蚀等原因容易造成座圈中耐磨粒子剥落,造成座圈加速磨损形成凹槽或凹坑。(图3、图4)
2.3 失效分析
通过综合分析确定:
①气门的失效首先是由于气门座圈不耐磨引起。
②通过成分检测,该PB50材料主要采用的是以Cr-Mo合金作为耐磨粒子添加在普通基体材料中,通过高温烧结弥散形成烧结合金钢,该材料中Cr很容易在300~400℃与氧发生反生成氧化物,尤其是进气门侧含氧量高的情况下,且该氧化物是疏松的。在气门落座时,气门与气门座圈发生金属接触,在落座力作用下产生滑移,再加上气门本身的旋转,故进气门座圈产生明显的一圈凹槽,造成气门与座圈密封性能降低,同时由于燃烧不充分,产生大量积炭,又加剧了磨损。
③温度较高的排气门,气门与座圈之间发生干涩冲击配合,在高温的情况下,积炭中的固体颗粒在排气门发生粘结磨损,该发动机在近海捕鱼作业,空气盐分酸性腐蚀性更强,发动机增压使排气的气流压力大,在高温、高速、酸性腐蚀性气流的冲刷容下易造成耐磨粒子剥落形成磨粒磨损,由于PB50材料整体热硬度不高,排气门座圈很容易产生凹坑。凹坑出现的情况下,气门与座圈配合紧密度降低,造成热传导性能下降,气门热量不能及时传导出处,形成气门热应力变形。
3 改进方案
①排气门材料改为21-4NWNb,气门采用整体氮化处理,提高耐高温、耐腐蚀性。
②耐磨性能与耐腐蚀性能更好的ST25,同时具备良好的热硬度。
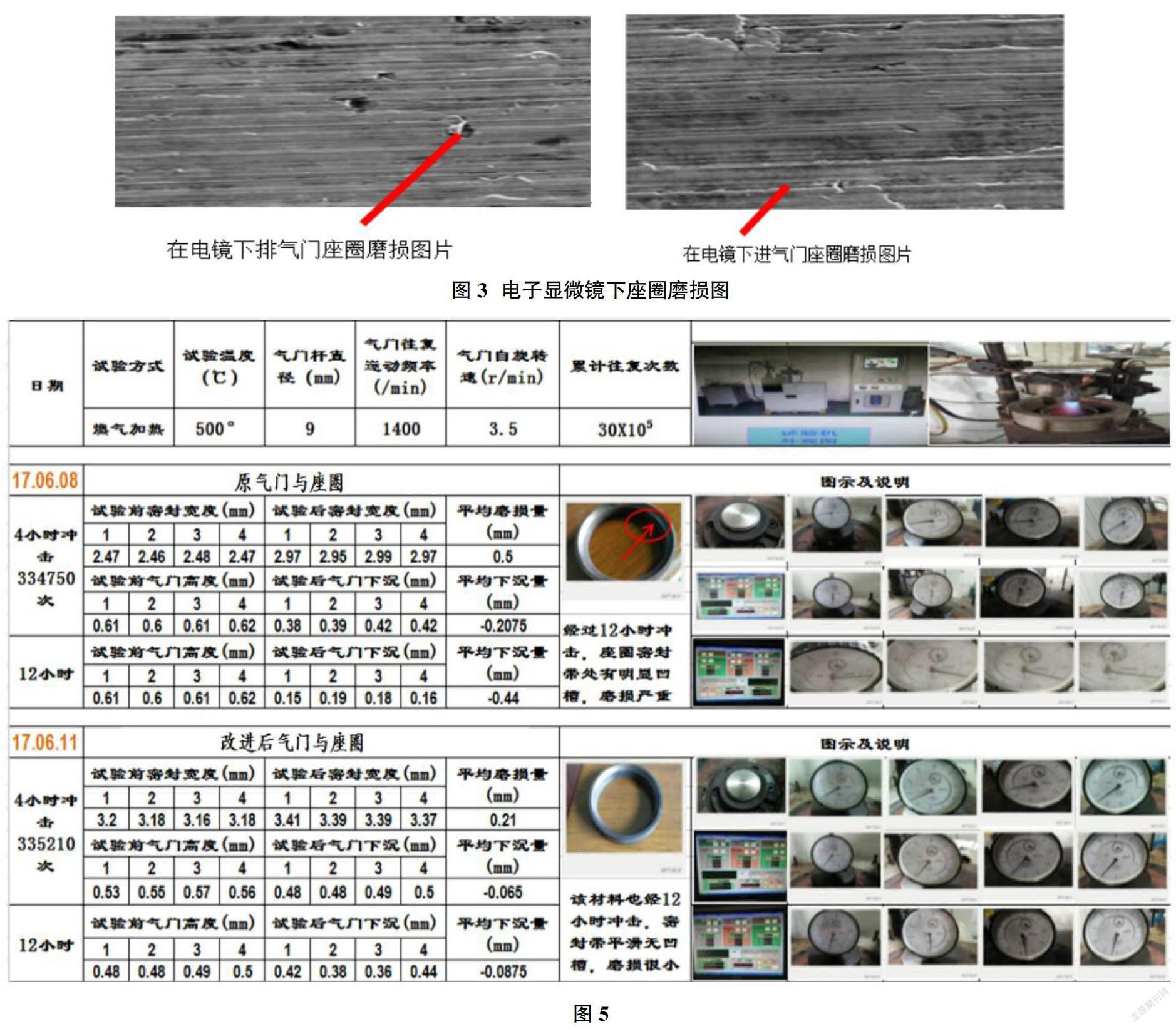
对气门与座圈进行模拟试验,先进行4h台架冲击试验,检测气门下沉量,再进行12h台架冲击试验,检测气门下沉量。试验表明改进后的磨损量明显减少。(图5)
4 结语
通过对故障件进行分析和针对性改进,提高气门和座圈的耐腐蚀性、耐磨性,改进后的缸盖气门座圈和气门,应用在渔船上,现已运行超过2000h无故障。
参考文献:
[1]史绍熙主编.柴油机设计手册[M].中国农业机械出版社 1984年1月北京第一版,统一书号15216-139.
[2]朱仙鼎主编.中国内燃机工程师手册[M].上海科学技术出版社,2000.8.ISBN 7-5323-5459-8.
猜你喜欢
内燃机与动力装置(2023年6期)2024-01-12 13:35:56
内燃机与动力装置(2021年4期)2021-08-03 07:58:18
陶瓷(2020年12期)2021-01-21 13:11:06
柴油机设计与制造(2016年4期)2017-01-15 13:36:07
企业文化·下旬刊(2016年11期)2017-01-14 06:07:58
企业技术开发·中旬刊(2016年10期)2016-11-12 14:56:25
现代交际(2016年12期)2016-07-09 03:13:01
科技视界(2016年11期)2016-05-23 08:31:38
工业设计(2016年6期)2016-04-17 06:42:53
中国高新技术企业(2015年3期)2015-03-26 18:40:34
