
提高大米抛光机抛光光洁度降低碎米率的方法研究
2020-09-02 13:27:20胡治湘罗红武刘耀华朱建武
粮食与饲料工业 2020年3期
颜 俊,胡治湘,罗红武,刘耀华,朱建武
(湖南郴州粮油机械有限公司,湖南 郴州 423000)
随着大米加工工艺越来越完善,大米加工过程一般有清理、砻谷、谷糙分离、碾米、抛光、白米分级、色选等一系列工序。目前,抛光的方法主要是膜化法[1],即利用抛光机的机械作用力产生的热及加进去的水,将大米表面的淀粉粒通过预糊化作用转变成包裹米粒的胶质化淀粉膜。抛光是大米加工中至关重要一个环节,同时也是产生碎米较多的工序。通常采用喷雾着水、强拉风的方法和“多机轻抛、强拉风低温抛光”的工艺来解决光洁度低、碎米率高的问题;但增多抛光机数量的同时也增加了生产线的能耗,所以一般的生产线采用三、四道抛光。然而,在生产线上经常出现抛光光洁度高时碎米率高,降低碎米率时抛光光洁度又过低的情况,严重的影响到大米加工企业的经济效益。因此,如何解决抛光光洁度和碎米率矛盾的问题值得深入研究。笔者根据多年研究和设计抛光机的经验,对抛光机抛光光洁度和碎米率矛盾的问题进行探讨。
1 抛光的原理
碾米机研削碾白所得的米粒表面粗糙,在凹陷处积聚了无数细微的胚乳淀粉和糠层的屑末,称为糠粉。喷雾着水抛光能够较彻底地碾除糠粉,在擦离碾白压力和伴生的较高的摩擦温度下使淀粉细末半糊化形成较光滑的表面[2]。光洁度是指米粒的粒面光滑洁净的程度,是观感质量。经过碾白的大米由进料斗进入抛光室,水通过进水管与一定压力的“气”均匀混成雾状,通过主轴通风槽,靠外置强拉风机将水雾均匀吸附到白米表面,着水后的白米沿着抛光辊表面前进,按一定线速旋转的抛光辊擦离白米表层,并使米与米、米与米筛之间相互碰撞、碾削、摩擦翻滚及轴向输送,使其达到抛光的效果。同时通过强拉吸风作用迫使糠粉及部分水雾脱离抛光机,不使大米因抛光着水后水分增加,抛光后的大米有一定的光洁度。
2 光洁度和碎米率的关系
抛光机的抛光效果由碰撞、抛光压力、翻滚及轴向输送四个因素所决定,要想达到最佳光洁度效果就需在设计和使用过程中考虑这四个因素。抛光过程中碎米产生的主要原因是米粒在抛光室内所受的压力大于米粒本身的韧性,从而造成米粒断裂,形成碎米。抛光机的抛光光洁度和压力成一定的正比例关系,压力越大,抛光光洁度越高;但当压力增大时也会使米粒断裂的几率增大,从而增加碎米率,故可看出抛光机的抛光光洁度和碎米率也成一定的正比例关系。然而,抛光光洁度并非由抛光压力一个因素所控制,要想打破抛光光洁度和碎米率正比例关系,就应在控制最佳压力的同时,增强抛光室中碰撞、翻滚及轴向输送三个要素对米粒的作用,从而使抛光机能在达到最佳抛光光洁度的同时尽量降低碎米率。
3 提高抛光光洁度、减少碎米率的方法和措施
3.1 设计方面
抛光机是国内最常见的碾米设备,结构比较简单,其技术参数基本上已固定,各种抛光机的区别主要在于抛光室内部的零部件技术参数的不同。要想在设计上解决抛光机抛光光洁度和碎米率的矛盾关系可以从以下5个方面进行改变。
3.1.1抛光辊的参数或形式设计
抛光辊是碾白室中米粒产生碰撞、翻滚、摩擦的动力来源,抛光辊的设计影响到抛光机的产量、出米率、碎米率和能耗等技术指标。抛光辊的设计参数主要有螺旋筋长度和螺旋升角、与筛板的最小间隙、结构形式。螺旋筋长度和螺旋升角在一定范围内会严重影响米粒的碰撞、翻滚及轴向输送等作用,当螺旋筋长度减短,抛光螺旋升角增大时,抛光辊对米粒的碰撞、翻滚作用会增强,其对米粒的轴向输送会减弱。所以,为了获得合适的大米光洁度和较低的碎米率,抛光辊的螺旋升角一般取5°~7°;抛光辊的导程一般取(3 800~5 400)mm。在设计中也会适当的增加螺旋筋长度,因为增加螺旋筋长度会增加砂辊的轴向输送作用,提高大米的输出能力,减少碰撞时间,降低碎米率;减小抛光螺旋升角可使米粒在抛光室内的时间增长,能更加充分的翻滚和摩擦,从而增加抛光光洁度。抛光辊与筛板的间隙过小,会影响大米的流动量,翻滚不充分,抛光光洁度降低;过大,碰撞激烈,会增加碎米率。经过多年的摸索,我们认为,抛光辊与筛板的间隙控制在(10~14)mm时较为适宜。抛光辊结构形式,目前有两种,一是凸筋形式(图1),一是球体(1/4圆球体、1/4椭圆球体)规则排列形式(图2)。

图2 抛光辊(球体)
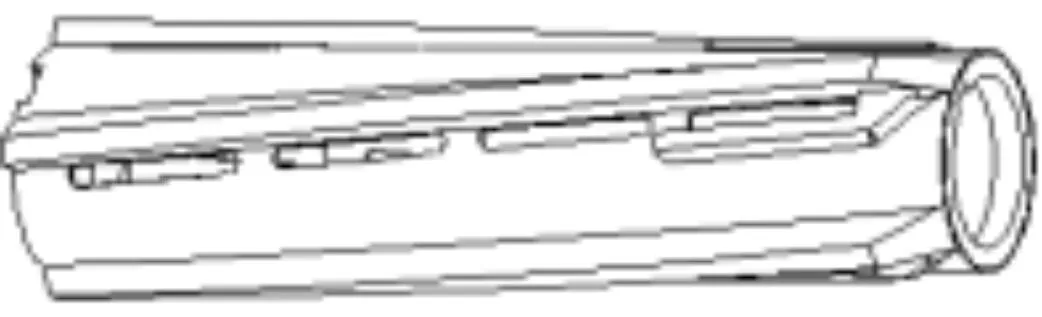
图1 抛光辊(凸筋)
凸筋形式,有2~6筋均布焊于抛光辊筒,筋条越多,抛光越均匀,但抛光室空间较小,这样产量会低,抛光压力会小,翻滚及轴向输送等作用会减弱,抛光光洁度会差些,碎米率也会低些。目前,从设计角度一般采用3筋和4筋抛光辊,这样在提高抛光光洁度和降低碎米率矛盾之间找到平衡点。球体规则排列形式的抛光辊,抛光辊上椭圆球的数量多,增加了大米的翻滚次数,增强了抛光效果,提高了大米表面的光亮度。球面与筋条抛光辊相比,加大了抛光面积,球交错均匀分布,使得局部过高的压力通过球面本身和交错的间隙得以缓解,减少了硬碰硬的碰撞,从而减少了碎米的产生,增碎率为1%左右。当抛光机在市场上遇到抛光光洁度不够或者碎米率过高时可以根据客户的特殊需求改变抛光辊设计参数,制作满足客户需求的特制抛光辊,使抛光机能达到最佳效果[3]。
3.1.2米筛
米筛主要用于分离抛光室内的米糠和增强米粒的碰撞、切削、摩擦,米筛的筛孔的尺寸、形状设计会影响到米糠的排除效果、碎米率和抛光光洁度。当筛孔尺寸过小时,米糠难以排除,小碎米易卡筛片造成堵塞,从而造成碎米;当筛孔尺寸过大时,虽有利于米糠的排出,但米粒也会容易嵌入筛孔中,造成米粒断裂,从而增加碎米,所以选择合适的筛孔尺寸相当重要。
同时为了方便米糠排除,筛孔会设计成內小外大的形式,增强米糠的通过性,减少米糠堵筛孔现象。米筛的形状一般设计为直孔(图3)、顺向(图4)、逆向(图5)三种形式,顺向孔即筛孔的轴向与抛光辊旋转的方向成锐角,顺向筛片能适当降低筛片对米粒碰撞、切削、摩擦作用,当抛光机内压过高时可以采用这种筛板,以达到降低内压、减少碎米率的效果。

图5 逆向

图3 直孔 图4 顺向
逆向孔即筛孔的轴向与抛光辊旋转的方向成钝角,逆向筛片能适当增加筛片对米粒碰撞、切削、摩擦作用,当抛光机抛光光洁度不够时可以采用这种筛板。同时,可以在筛片内侧增加凸点,凸点分规则凸点和乱凸点,乱凸点增强筛片对米粒碰撞、切削、摩擦作用比规则凸点增强筛片更激烈;一般选择规则凸点,以提高抛光光洁度[5]。
3.1.3抛光压力
抛光压力是由米粒的速度和碰撞力在抛光室内建立起来的。抛光压力大,碰撞运动剧烈,碎米率高;抛光压力小,碰撞运动就缓和,抛光碎米率低,所以,抛光时应使用较小的抛光压力;但抛光压力过小,会影响抛光光洁度。根据多年的经验,抛光压力一般设计为39.2~68.6 kPa。影响碾白压力的因素较多,可以通过以下四种方式调整:一是通过抛光室出口的压力门外部加压砣来调整和控制,目前的工艺是“多机轻抛”,抛光机外部加压,从第一台到最后一台,压力逐步增加;二是通过调节抛光辊参数,比如抛光压力过低时用3筋辊或者将辊筒做成带锥度的,抛光压力逐步均匀增大,抛光压力过高时用球体抛光辊;三是调整米筛(原理同上);四是调整风压,采用强拉吸风,增加米粒翻动的机会,提高抛光光洁度,促进米粒与糠粉之间的分离,降低抛光后白米的湿度和温度,起到凉米的作用,但吸风量过大,会使出米受阻、抛光压力升高,反而增加碎米。所以要根据具体机型选择合适的吸风量,才能有效地降低增碎,有利于抛光作用的发挥,风压一般控制在2~3.5 kPa。
3.1.4转速
抛光辊转速的快慢直接影响到米粒的运动速度和受压大小[2],一般抛光机的线速度已确定,有固定的传动比,但也可以根据实际情况改变电机轮的大小或增加变频器改变抛光机的转速。适当降低抛光辊转速可以减小米粒的冲击力,减少碎米。虽然降低转速会减少抛光辊对米粒的碰撞、碾削、摩擦作用,降低抛光机光洁度,但由于采用“多机轻抛”工艺,能有效的保证抛光机光洁度,故可以适当降低最后1~2道抛光机转速来降低碾米环节的综合碎米率[5]。目前,抛光辊的线速度一般控制在6~7 m/s,其综合效果较好。
3.1.5着水量
抛光时对抛光室内大米按一定比例进行均匀地喷雾着水,使大米表面润湿,有利于米粒表面糠粉分离,同时,在抛光压力和抛光过程中摩擦产生的温度作用下使大米表面淀粉糊化形成胶质层,从而达到提高大米光亮的目的。但着水量过大会引起米粒非正常流动,造成抛光机内压力过大,增碎加剧,甚至导致“闷车”,因此,在抛光机的使用中,首先应控制着水量,一般控制在0.5%左右。“多机轻抛”工艺时,从第一台到最后一台抛光机,着水量一般是逐步减少的。
3.2 制造方面
抛光机由于结构简单,其制造精度经常被企业忽视,但要想保证较好的抛光精度和较低的碎米率,就需增强抛光室内的制作和装配精度。抛光室内的任意突出或尖锐的部位都会增加碎米,像抛光辊的筋角及抛光辊与其他零件结合处的过渡关系、筛托架的装配间隙、压筛条的尖锐角、筛片装配的重叠等都会影响到抛光光洁度和碎米率,所以抛光机制造企业应该在生产上增强制作精度,减少造成增加碎米的因素。
3.3 操作方面
影响到抛光光洁度和碎米率的主要因素是外加压力、风压和着水量。外加压力通过压砣控制排料压力门来实现,当外加压力过大时,物料难以排出碾白室,造成碾白室的压力增大,出现过抛现象,同时也会增加碎米率;当外加压力过小时,物料迅速排出抛光室,抛光室压力不够,出现光洁度低的现象,所以应适当控制外加压力。抛光机外部加压,一般是从第一台到最后一台,压力逐步增加,以确保达到抛光光洁度的同时尽量降低碎米率。
排糠风网中风力不仅用来排出米糠,同时也能翻转米粒、降低米温,所以控制风压也是调节抛光光洁度和降低碎米率的措施。当风压过大时,虽然能有效的排出米糠和降低米温,同时也会增加抛光室内压和增加米粒与筛片的碰撞、摩擦作用,使抛光光洁度过高,增加碎米率;当风压过低时,会由于内压不够,抛光光洁度不够,所以应调节适当的风压来确保最佳抛光效果。风压一般控制在2~3.5 kPa。
着水量的影响原理同上述,操作时一定要注意着水量的把控。采用“多机轻抛”工艺时,从第一台到最后一台抛光机,着水量一般是逐步减少的。
4 小结
抛光机作为生产线上普通而重要的设备直接影响到大米生产的质量和经济性,值得所有碾米设备制造厂商和大米加工企业重视。确保抛光机的抛光光洁度和碎米率达到均衡,可为大米加工企业带来良好的经济效益。
猜你喜欢
机电信息(2023年12期)2023-06-21 02:31:57
粮食加工(2022年5期)2022-12-28 22:34:59
一重技术(2021年5期)2022-01-18 05:41:52
酿酒科技(2019年2期)2019-03-05 06:46:38
制造技术与机床(2018年12期)2018-12-23 02:40:58
制造技术与机床(2018年10期)2018-10-13 06:36:40
中成药(2018年8期)2018-08-29 01:28:14
科技视界(2018年8期)2018-06-08 10:03:40
汽车维修与保养(2017年6期)2017-09-11 12:39:19
世界热带农业信息(2014年7期)2014-09-03 18:00:19
