
厚壁347H 不锈钢对接焊缝超声波检测
2020-08-30 10:44:14李晓亮朱生萍魏剑平王军杰马小兵
化工机械 2020年4期
李晓亮 朱生萍 魏剑平 王军杰 马小兵
(新疆兰石重装能源工程有限公司)
347H 不锈钢具有较高的高温强度和塑性,它凭借优良的抗氧化耐腐蚀性能(优于双相钢和碳钢+镍基堆焊层) 和加工焊接性能在压力容器制造中被广泛使用,且成本低廉。 347H 不锈钢的抗氧化耐腐蚀性能与其母材的晶粒尺寸密切相关:若347H 不锈钢对接焊缝的晶粒尺寸较大,在超声波检测过程中,粗大的晶粒和不同晶粒的各向异性会导致超声波的严重散射和波形转换,使声束产生畸变、声速发生变化,造成对接接头超声波检测出现大量的草状杂波并覆盖缺陷波,使缺陷无法被检出。 而对于厚壁焊接接头,上述因素对超声波检测的影响更加突出。 为此,笔者针对347H 不锈钢厚壁对接接头超声波检测方法进行探索。
1 概况
新疆兰石重装能源工程有限公司承制了一批流化床反应器(图1),规格为3200mm×66mm×23285mm,材料为347H 不锈钢。
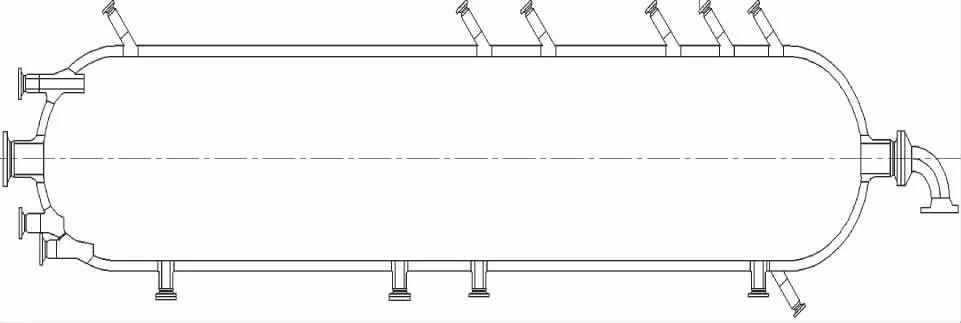
图1 流化床反应器示意图
347H 不锈钢主要用于制造压力管道等压力元件,一般使用厚度都比较薄,其对接接头的无损检测方法通常选择射线检测。 采用347H 不锈钢作为主体材料制造压力容器在国内尚属首次,66mm 的壁厚也是目前最大的壁厚。 设计文件要求对该产品的A、B 类焊接接头采用100%RT+100%UT+100%PT 检测。 目前,347H 不锈钢对接接头超声波检测参照NB/T 47013—2015《承压设备无损检测》[1]附录I(资料性附录)——《奥氏体不锈钢对接接头超声检测方法和质量分级》中的相关要求执行。
2 347H 不锈钢对接焊缝超声波检测方法
2.1 材料成分分析
347H 不锈钢化学成分见表1。

表1 347H 不锈钢化学成分 %
2.2 焊缝金相组织
347H 不锈钢对接焊缝金相显微组织如图2所示,可以看出,焊缝及热影响区附近的平均晶粒度符合E112 试验方法的要求,测定的347H 不锈钢对接焊缝具有ASTM N07 号或更粗的平均晶粒度。
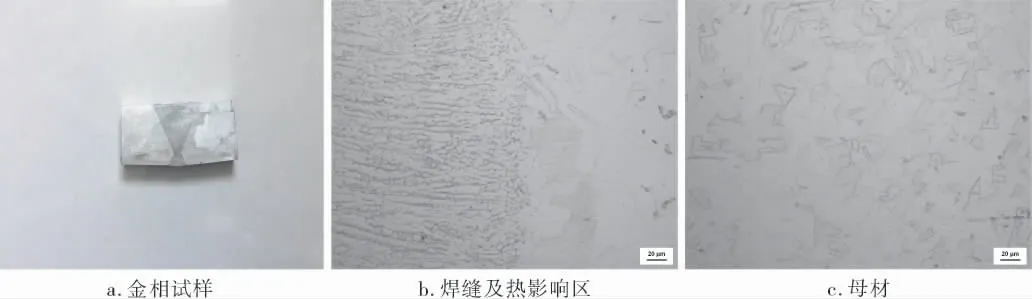
图2 347H 不锈钢对接焊缝金相显微组织
2.3 探头及仪器的选择
2.3.1 探头
对于频率为1.8MHz 的双晶纵波斜探头,不锈钢中的声速按5 690m/s 计算,得到理论波长为3 000μm。 当焊缝的晶粒直径接近超声波波长的1/10 时,就会有明显的声散射,当晶粒直径达到半个波长时,声散射剧增,无法进行超声波检测[2]。347H 不锈钢对接焊缝具有ASTM N07 号晶粒度, 焊缝的晶粒直径在超声波波长的1/10~1/2之间, 而采用低频率探头可以解决杂波多的问题,因此将探头频率控制在1.8~4.0MHz 之间。
双晶探头由两个晶片组合在一起,一个晶片发射超声波,另一个晶片接收超声波,两个晶片相互倾斜,在接收和发射声束相交的菱形区域内形成了一个菱形声束汇聚区,只有菱形区域内的缺陷,其反射波才能被探头接收[3]。相比于单晶探头来说,双晶探头的菱形声束汇聚区内的声能较集中,可提高缺陷检测的灵敏度,从而提高信噪比。 双晶纵波斜探头具备纵波探头和直探头的特点,也兼具斜探头的特点,因此其波束穿透能力强;采用两个晶片分别发射和接收声束,检测通道畅通,在检测过程中产生盲区较小,检测灵敏度较高。因此,在347H 不锈钢对接焊缝超声波检测过程中优先选用低频双晶纵波斜探头。
对于双晶纵波斜探头来说,在超声波检测过程中,在波速一定的条件下,频率与波长成反比,探头频率越高,波能衰减越大,穿透能力越弱[4]。由于只有在菱形声束汇聚区域内的缺陷才能被双晶纵波斜探头检出,因此改变探头波束入射角度, 就可以改变菱形声束汇聚区的位置和形状,当入射角增大时,菱形声束汇聚区就向试件的上表面移动,菱形区深度范围变小。 在实际检测过程中,应根据待检部件的厚度,选择探头的波束入射角度, 获得相应深度的菱形声束汇聚区,对整体焊缝不同深度进行分层检测,以得到较高的检测灵敏度。
对于347H 不锈钢焊接焊缝, 在超声波检测过程中,对于某一深度为H 的缺陷,检测设定的水平距离为b, 缺陷反射波与探头扫查面的夹角为θ, 则H=b/tanθ, 即随着探头波束入射角的增大,菱形声束汇聚区上移,对焊缝上面缺陷的检测灵敏度升高。 在现场探索检测的过程中,选用不同的波束入射角探头对不同深度的缺陷进行检测,得到不同波束入射角探头对不同深度缺陷的检测结果(图3)。 对检测数据进行整理对比分析,确定不同波束入射角探头对应的检测深度范围。最后对上述部位缺陷进行射线检测(图4),将射线检测结果与超声波检测结果进行对比验证。
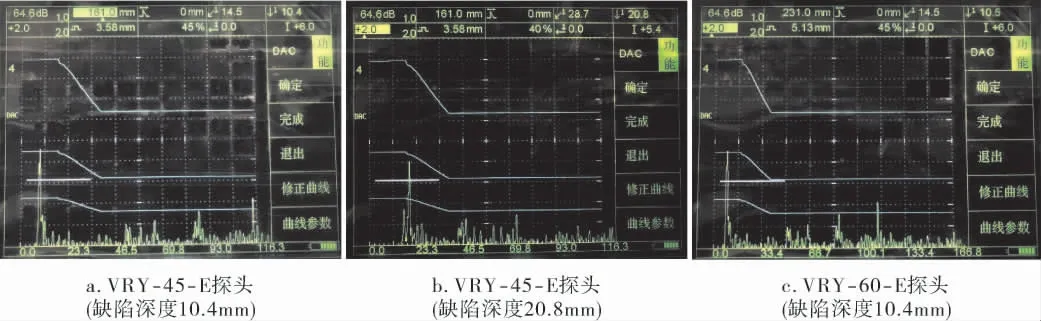
图3 347H不锈钢对接焊缝超声波检测结果

图4 347H 不锈钢对接焊缝射线检测结果
双晶纵波斜探头的性能与其材料和制造工艺有关。 在347H 不锈钢对接焊缝检测过程中,选用不同波束入射角的双晶/单晶纵波斜探头对不同深度的缺陷进行检测,得到的检测灵敏度见表2。
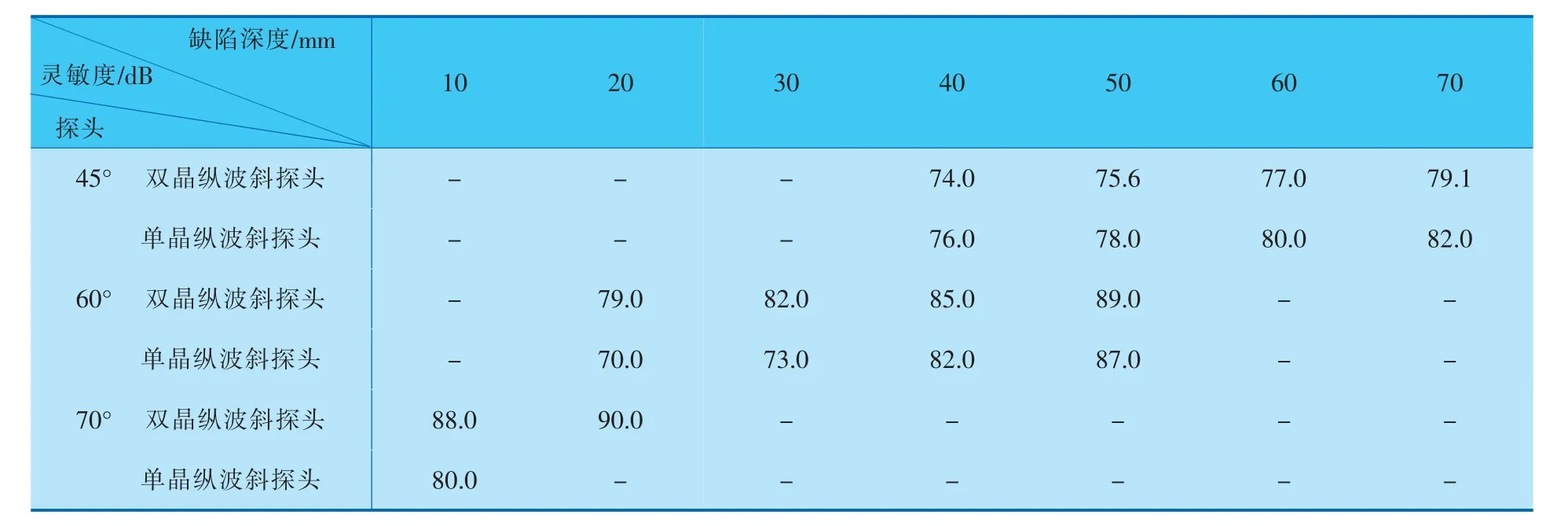
表2 不同波束入射角的双晶/单晶纵波斜探头的灵敏度对比
通过分析表2 中所列的检测灵敏度数据,并结合新疆兰石重装能源工程有限公司超声波检测工艺标准附录J——《奥氏体不锈钢对接接头超声波检测工艺》中的相关内容,推荐347H 不锈钢对接焊缝超声波检测的探头选择标准见表3。

表3 347H 不锈钢对接焊缝超声波检测的探头选择标准
2.3.2 超声波检测仪
目前,市场上的超声波检测仪的性能都能满足对接焊缝的检测要求,因此超声波检测设备的选择应与探头、线缆的选择相匹配,以获得最佳的灵敏度、分辨力和信噪比。
3 试块制作要求
试块制作时,对其材料、形状、尺寸和表面状态有专门的要求和规定,其中标准试块用于设备和探头检测性能的调试和校准。
对于347H 不锈钢对接焊缝超声波检测,制作了与347H 不锈钢同材质的CSK-IA 试块,消除了因材料差异而产生的设备调试和校准误差。
在缺陷评估定量过程中, 制作了与347H 不锈钢对接焊缝相同材料、相同厚度和相同焊接工艺的对比试块。 由于检测过程中不得存在不小于φ2mm 的缺陷, 所以347H 不锈钢对接焊缝对比试块设置了一个φ2mm 的长横孔。
4 结束语
347H 钢属于奥氏体不锈钢, 但其材料性能与其他奥氏体不锈钢存在差异。 针对347H 不锈钢对接焊缝自身的特点, 对347H 不锈钢对接焊缝超声波检测进行了探讨和研究。 首先,采用分层检测的方法,对于不同深度的缺陷,合理选择探头的波束入射角,提高缺陷检出率和检测灵敏度;其次,对于粗晶材料对接焊缝,选用低频探头可以减少检测过程中产生的杂波,避免杂波覆盖缺陷波从而产生缺陷漏检的现象;再次,双晶纵波斜探头性能稳定,兼具斜探头和纵波探头的特点,波束穿透能力强,波能衰减小,检测灵敏度高,其声束发射和接收通道独立设置,不会出现通道堵塞的现象,检测盲区小。
经过对347H 不锈钢对接焊缝超声波检测方法的探讨和研究,使流化床反应器产品对接焊缝的缺陷检出率得到了充分提高,焊缝射线检测一次性合格率从87%提高到95%以上,从侧面印证了347H 不锈钢对接焊缝超声波检测取得了良好的效果。 为今后对347H 不锈钢对接焊缝的超声波检测提供了数据和经验支持,使同类材料产品的制造质量得到了有效保证。
猜你喜欢
湖州师范学院学报(2023年8期)2023-10-17 12:42:36
装备维修技术(2021年47期)2021-07-12 20:05:17
无损检测(2021年6期)2021-07-01 10:11:08
装备维修技术(2021年46期)2021-03-07 00:07:01
综合智慧能源(2018年11期)2018-12-18 11:47:16
弹箭与制导学报(2018年3期)2018-08-28 03:06:42
石油地球物理勘探(2017年2期)2017-11-23 06:01:47
石油地球物理勘探(2017年2期)2017-11-23 06:01:17
浙江大学学报(工学版)(2015年6期)2015-03-01 01:18:34
物理通报(2011年12期)2011-01-25 03:41:44
