胶辊硬度与紫外线光照对细特涤纶混纺纱质量的影响
2020-08-27 08:52辛春月董志勇
纺织器材 2020年4期
王 丽,辛春月,董志勇
(德州恒丰纺织有限公司,山东 德州 253000)
0 引言
随着科学技术的快速发展、社会需求的不断提高,纺织工业正处于不断转型升级的进程中,而新型纱线、差异化品种的开发对纺纱工艺、设备、纺纱器材也提出了新的要求。在纺纱过程中,牵伸胶辊直接作用于纤维、控制纤维状态,对成纱质量起至关重要的作用;因此,研究胶辊性能对差别化纱线质量的影响很有必要。
1 涤纶混纺对胶辊的要求
涤纶的基本组成物质为聚对苯二甲酸乙二醇酯(Polyethylene terephthalate,简称“PET”)。涤纶纤维是世界上产量最大、应用最广泛的合成纤维,占世界合成纤维产量的60%以上[1],具有强韧度高、弹性佳、耐热耐磨等优点,拥有广阔的市场;其织物染色性和吸湿性较差,制成的服装穿着时有闷热感、易产生静电,在应用方面有一定的市场局限性。为此,笔者公司开发涤纶差别化品种,以改善纯涤纶织物的缺陷,提高其综合功能。
细纱工序是纺纱生产的最后一道工序, 在纺纱生产中其质量控制举足轻重,细纱工序的环境温湿度、设备状态、器材和纺纱工艺等均对细纱成纱质量有直接影响,须高度重视,而涤纶混纺纱线对细纱工序各项纺纱因素、尤其是胶辊质量更为敏感。牵伸区是细纱工序的重要组成部分,胶辊作为牵伸“小心脏”[2],其状态好则牵伸顺畅、不缠不绕、不出硬头,成纱条干指标优异。因此,根据企业实际的生产状况,结合纺纱生产要求,选择适纺的胶辊、控制其状态,对涤纶混纺纱线质量、生产效率及企业效益均有重要意义。
2 胶辊的选择
2.1 胶辊硬度
选择胶辊主要以所纺纱线号数、纤维性能和成纱质量稳定性等为依据,参考胶辊硬度、表面处理方式等,特别是胶辊硬度与成纱条干均匀度呈正线性相关性。应避免两种不正确的选择胶辊的倾向:若片面追求纱线质量而选择硬度较低的胶辊,从指标上看纱线质量确有提高,然而往往因胶辊的使用周期短、无法稳定生产,以至造成纱线质量差异较大;若片面追求长的使用周期,而选择硬度较高的胶辊则会出现胶辊周期有保证、成纱质量水平较差的情况[3]。因此,胶辊硬度的选择须综合各因素。
2.2 胶辊的表面处理
胶辊表面处理方法选择的关键是保证其表面有适宜的摩擦因数,对纤维具有合理的牵伸力与控制力,以保证生产顺畅、不缠不绕等。目前,胶辊表面处理方法分为微处理、涂料处理和紫外线光照处理等。胶辊表面微处理或不处理,适合纺制纯棉纱线以及原料适宜且相对稳定、运转环境好的纺纱厂;涂料处理有助于胶辊耐磨性能的提升,以及获得较长的回磨周期,其普适性强、应用广泛[4];紫外线光照处理后的胶辊表面光、滑、爽、燥,抗绕性能提高,使用周期延长,能减少因涂料吸收不匀而引起的锭差问题,但单一的紫外线光照处理尚无法弥补胶辊表面的某些缺点。
为此,笔者对3种不同硬度且经涂料处理后、光照不同时间的胶辊进行成纱质量对比试纺,以探究胶辊硬度和表面处理方式与涤纶混纺纱线成纱质量的相关性。
2.3 不同胶辊硬度的试纺对比
一般纺纯棉品种选择硬度偏低的胶辊,而纺化纤品种时则选硬度偏高的胶辊;中、细号纱线选择硬度偏低的胶辊,粗号纱选择硬度偏高的胶辊。以细特T/R 60/40 11.8 tex品种为例,选用邵尔A硬度分别为66度、68度和73度的胶辊进行纺纱质量对比,结果见表1和表2。
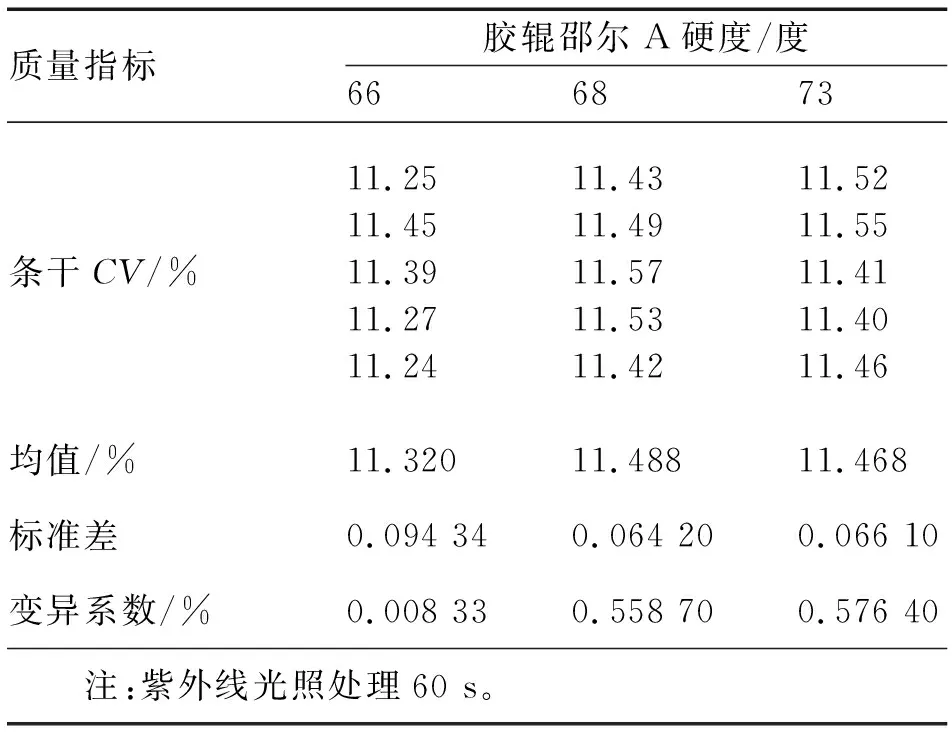
表1 不同硬度胶辊纺细特T/R 60/40 11.8 tex纱的条干CV值
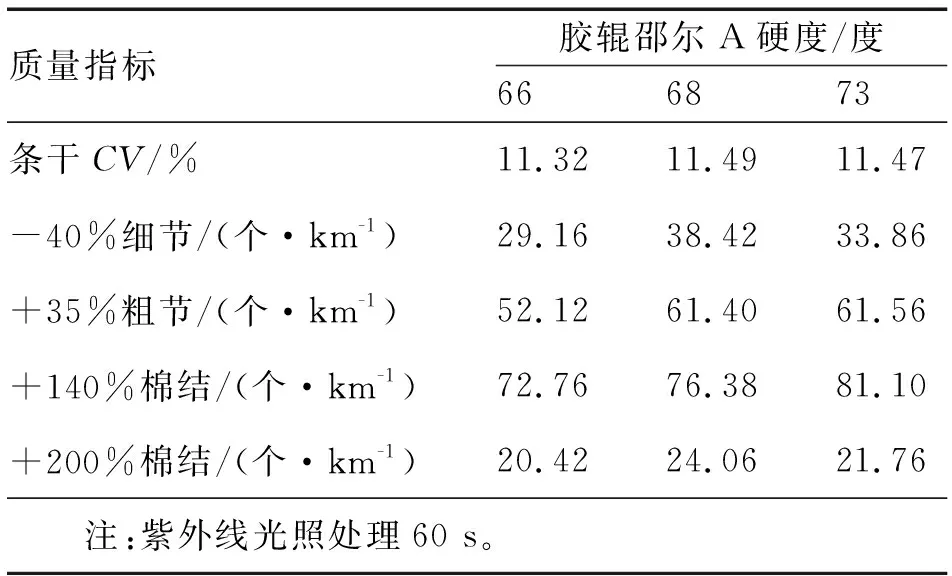
表2 不同硬度胶辊纺细特T/R 60/40 11.8 tex纱成纱质量
通过对比表1和表2数据可知,邵尔A硬度为66度的胶辊所纺纱线成纱指标更好,且从变异系数指标可以看出其使用稳定性更优;因此,胶辊硬度与成纱指标呈正线性相关,以低硬度胶辊纺纱成纱质量指标越好。
2.4 不同紫外线光照时间处理胶辊试纺对比
丁腈胶辊虽耐磨、耐热性良好,但其物质结构存在不可避免的缺陷,绝缘性能较差、弹性低;同时,胶辊表面滑爽程度对细号纱线成纱质量有显著影响。若摩擦因数过大,易使胶辊表面粘带纤维,在牵伸过程中形成疵点;摩擦因数过小,纤维易在牵伸过程中打滑而影响纤维变速,在纱线波谱图上会出现牵伸波,即纱线条干严重不匀[5]。紫外光照处理后的胶辊表面粗糙度更好,有利于发挥涂料的流平性能[6]。为此,笔者对胶辊采用渗透涂料板涂后再进行紫外光照处理,光照时间分别为30 s、60 s及120 s,成纱条干CV值对比见表3。

表3 不同光照时间不同硬度胶辊纺纱条干CV值
由表3数据可知,在不同光照时间下,邵尔A硬度为66度的低硬度胶辊成纱条干CV值随光照时间延长而降低;而邵尔A硬度为68度和73度的胶辊成纱条干CV值基本保持不变。总体表现为低硬度胶辊光照时间越长成纱条干CV值越小、成纱质量指标越好。
不同光照时间、不同硬度胶辊成纱质量见表4。
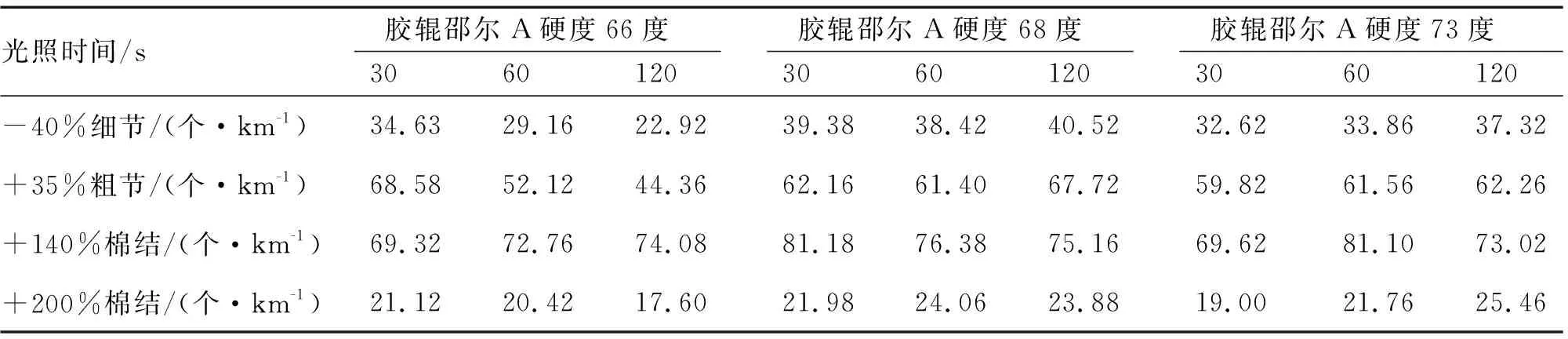
表4 不同光照时间不同硬度胶辊的成纱质量
由表4数据可知,随着胶辊光照时间的延长,邵尔A硬度为66度的胶辊成纱-40%细节和+35%粗节指标降低,而68度和73度的胶辊细节和粗节指标上升;总体表现为低硬度胶辊随光照时间的延长则成纱质量指标越好。
随着胶辊光照时间的延长,邵尔A硬度为66度的胶辊成纱+140%棉结指标上升,而68度的胶辊该指标却明显下降。因此,当胶辊硬度较低时,为控制好棉结指标则其光照时间不宜过长。总体表现为低硬度胶辊的+140%棉结指标相比高硬度胶辊的更好。
随着胶辊光照时间的延长,邵尔A硬度为66度的胶辊成纱+200%棉结指标略微下降,而68度和73度的胶辊该指标均呈现上升趋势。
综合3种不同硬度胶辊采用3种不同光照时间的试纺结果来看,低硬度胶辊随光照时间的延长,棉结指标降低且棉结总体个数更少;邵尔A硬度为66度的胶辊在紫外线光照处理120 s时,除+140%棉结指标偏高外,其余指标均为最优;所以,在纺制涤纶混纺品种时,可选用低硬度、光照处理时间长的胶辊上机,能更好地控制纱线指标。
3 结语
通过对涤纶粘胶混纺品种成纱各项指标的分析可知,当胶辊硬度较低时,随光照时间的延长,整体成纱各项指标均有所改善。因此,为保证细特涤纶混纺细号纱线的质量,建议胶辊硬度偏低掌握;针对因涤纶纤维特性导致纺纱过程中易出现缠、粘胶辊的问题,建议胶辊板涂后再做紫外线光照处理。
随着纺织工业技术与纺织品趋向高档化、多功能化方向的发展,市场对高质量、高性能纱线、织物的需求逐渐增加。涤纶纤维具有良好的综合性能,有较好的市场前景,差别化产品是涤纶纤维未来发展方向,笔者公司将继续在开发差别化品种中进行尝试与探索,尤其是对其工艺、器材专件等进行应用探索,以进一步提高产品附加值,提升企业竞争力和经济效益。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年6期)2021-07-15
纺织器材(2021年1期)2021-04-06
纺织器材(2020年5期)2020-12-21
纺织器材(2020年1期)2020-12-19
纺织服装周刊(2019年43期)2019-12-20