
水平型无油润滑压缩机振动异常的问题分析及处理
2020-08-26 03:50:28陈平和映山胡关华张永杰
工程技术与管理 2020年8期
陈平 和映山 胡关华 张永杰
云南云天化股份有限公司,中国·云南 昭通 657800
论文从“活塞杆跑偏”这个方面对压缩机振动大、工况不稳定的现象进行重点分析,并针对该问题提出一些有效解决的方法。
十字头;滑道;间隙;活塞杆跑偏
1 引言
中国沈阳气体压缩机股份有限公司应用德国Borsig公司和瑞士Areco公司的技术,采用AP1618及相关标准,结合企业的研究成果设计制造的水平型无油润滑压缩机。
作为一种往复运动机械,它也有自身难以克服的一些缺点,如震动大、易损易耗件多、运转不平稳等。2018年11月出现压缩机振动异常、噪音严重及工况很不稳定等问题,经过大修后投入使用,运行稳定。针对该问题论文从“活塞杆跑偏”这方面进行了重点分析[1]。
2 塞杆跑偏的定义和种类
所谓“活塞杆跑偏”,实际上就是指活塞式压缩机的活塞组件,在气缸中的运行偏离了十字头滑道中心线,其大小通常在一个行程内进行测量。这是衡量活塞杆与气缸和十字头平衡对中关系的一个重要指标,也是影响活塞式压缩机正常运行的关键因素[2]。
活塞杆跑偏有两种,即水平跑偏和垂直跑偏。前者反映的是十字头与气缸在水平方向对中情况,后者表示的是十字头与气缸在垂直方向的找平情况。理想状况下,水平跑偏量应该为零(水平跑偏量由十字头滑道加工精度控制);而垂直跑偏由于受诸多客观因素的影响不可能达到跑偏量为零的状态。因此真正影响设备正常运行的因素是垂直跑偏。
3 活塞杆跑偏对压缩机正常运行的影响
由于活塞式压缩机是一种往复运动机械,其结构复杂、受力情况要求苛刻,因此有较高的技术要求。理想的对中和找平显然是不可能的,即活塞杆的跑偏是不可能避免的。实践证明,超出许可范围的活塞杆跑偏,必然会对压缩机的正常运行带来影响。如图1所示为压缩机缸体破损实物图。

图1 压缩机缸体破损实物图
超出许可范围的活塞杆跑偏会对压缩机的正常运行带来影响是因为活塞杆受到一个附加弯曲应力的影响,将会改变它的受力和运行的状况。轻则使磨损加剧,震动变大,活塞环、填料函等易损易耗的寿命缩短;重则造成严重事故,使活塞杆,十字头等零件报废,甚至危及人身安全,因此相关部门必须对它予以高度的重视。
4 活塞杆跑偏产生的原因
水平跑偏通常是由于制造和装配质量差引起的,绝对的零跑偏显然是不可能的,工程上只要在一个许可的范围内,一般不会引起多大的问题。API618标准和实际检测数据如表1所示。

表1 API618标准和实际检测数据
垂直跑偏产生的原因有多种。其中,活塞与十字头自重的原因可导致活塞与气缸的间隙和十字头与滑道的间隙不相同。在理想对中情况下(即气缸中心线与滑道中心线重合),活塞受自重及装配的影响,在垂直方向与气缸之间必然存在间隙,即造成活塞中心偏离气缸中心线。同理,十字头和滑道的间隙,造成十字头偏离了滑道中心线,而这个偏离的数值是不同的,必然造成活塞与十字头不在同一条中心线上,使活塞杆发生了垂直跑偏。API标准和大修前的检测情况如表2所示。
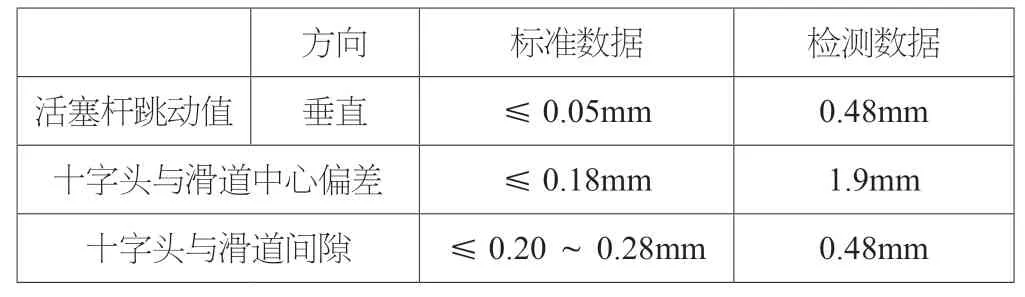
表2 API标准和大修前的检测数据
检修前的检测情况如图2所示。
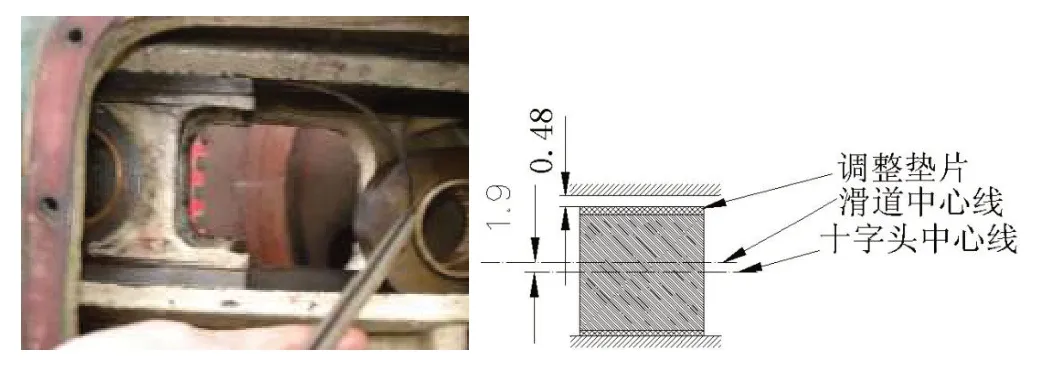
图2 检修前检测情况
由上述图表可以清楚的看出,十字头中心线与轨道中心线存在严重偏差,十字头的工况必然导致压缩机工况超差。
5 活塞杆跑偏的校正
5.1 校正的途径
水平跑偏的校正比较简单,只需要对发生问题的气缸、活塞组件、十字头、十字头滑道、垫片等进行校正即可。值得注意的是,应检查活塞杆与十字头连接对端面的垂直度,这是一个非常重要的因素。垂直跑偏的校正首先必须弄清楚它是正还是负的,即是向上还是向下倾斜的,然后才能通过调整高度差的办法进行校正,高度差受气缸间隙与十字头间隙的影响,但是调整气缸间隙是很困难的,因此最好是调整十字头间隙。具体的方法就是调整十字头上下垫片,以使其中心线尽量与活塞中心线一致。当然,前提是必须保证气缸与十字头滑道的对中。其中,垫片的调整如图3所示。

图3 垫片的调整
5.2 十字头校正的具体要求
十字头与滑道的配合要求要符合以下几点。
(1)十字头放入滑道后,用角尺及塞尺测量十字头在滑道前后两端与上、下滑道的垂直度应符合规定要求,十字头与上、下滑道在全程的配合间隙均应符合规定值。无规定时,可按滑道直径(或十字头外径)的0.7‰~0.8‰选取或根据公差等级h8/h9取值[3]。
(2)刮研上、下滑板背面与十字头体的接触面,应均匀接触达50%以上。需刮研时,应经常用塞尺测量滑板与滑道的间隙,确保不会刮偏。
(3)十字头工作滑板与滑道应均匀接触,其接触面积不应小于滑板总面积的80%;非工作滑板的均匀接触面积不应小于60%。
(4)滑板与十字头体的配合为h7/js6级。装配时,应用木板垫着敲打紧扣合,如图4所示。

图4 装配图
(5)用滑板垫片调整十字头的中心或间隙时,增、减的垫片厚度要一致;可拆十字头滑板固定螺栓拧紧时,应加防松装置。
(6)十字头中心线比滑道中心线允许低0.05~0.10mm,左右倾斜误差不允许超过0.01mm/200mm。对下滑道受力的十字头,应将其轴线调至高于滑道轴线0.03mm的位置,预留补偿运行过程中的磨损量;对上滑道受力的十字头,应将其轴线调至低于滑道轴线,其值为十字头与滑道的间隙加0.03mm;整体十字头,在出厂时已按其轴线向上或向下偏移数值进行了加工,故在安装时应将轴线向上偏移的十字头安装到下滑道受力侧,反之则安装到上滑道受力侧。
6 处理方法及效果
改变十字头上下滑履的垫片厚度,来调节十字头与一级汽缸同心度偏差由原来的1.9mm调整为0.15mm。其中,检修后检修情况如图5所示。

图5 检修后检修情况
经过一年以来的运行,证实此次的改进是行之有效的,为设备的稳定运行提供了保障。
7 结语
保持十字头和滑道间隙的合理是保证活塞杆不偏跑的重要因素,是保障往复式压缩机正常稳定工作的前提。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11 01:59:46
电站辅机(2021年2期)2021-08-19 00:33:16
流体机械(2017年9期)2017-02-06 05:13:58
——目镜套筒
上海计量测试(2016年1期)2016-08-03 11:30:56
中外医疗(2015年5期)2016-01-04 03:57:53
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
橡胶工业(2015年8期)2015-07-29 09:22:46
锻压装备与制造技术(2015年2期)2015-06-26 09:00:24
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:54:00
中国新技术新产品(2014年21期)2014-03-28 02:28:37
