差动无级变速器箱体单面钻孔机床设计
2020-08-25 07:16:56张秀艳
湖北农机化 2020年10期
张秀艳
(大连科技学院 机械工程学院,辽宁 大连 116052)
0 前言
差动无级变速器箱体单面钻孔机床,课题来源于生产实践。基于被加工零件的无级变速器箱体钻孔的加工特点,为了方便以后钻孔组合机床的维修,整个无级变速器箱体组合机床的大部分通用件和标准件配置,都采用了新的标准。同时还考虑钻孔机床在钻孔时加工的特点,确定其钻削加工的示意图。在对组合机床总体设计之前,需对被加工差动无级变速器箱体零件孔的分布情况及所要达到的要求进行分析,如各部分的尺寸、材料、形状、硬度及加工精度和表面粗糙度等内容,然后还必须深入基层进行实地观察,发现组合机床的优点。
1 零件分析
1.1 生产节拍
在实际工厂生产差动无级变速器箱体零件时,该箱体生产纲领是20000件/年,取备品率3%,废品率为2%,W=Q×N(1+β%)(1+υ%)
Q—年产量20000件/年
N—每台产品中该零件的个数 1件/辆
β%—备品率 3%
υ%一废品率2%
W=20000×(1+3%)(1+2%)=21010件
生产时间为[365-(52×2+3×2+5)]×8×60=120000 min
因此,生产节拍t=生产时间÷生产总数=120000÷21010=5.71min/件。
毛坯重25kg,零件为重型零件,由组合机床加工的生产类型和生产纲领的关系,确定生产类型为大批量生产。
1.2 零件加工要求
差动无级变速器箱体的加工质量不仅影响其装配时的精度及运动时的精度,而且影响到机器的工作精度、使用的寿命。

图1 零件图
2 组合机床总体设计
差动无级变速器箱体加工示意图按展开图形式画出。差动无级变速器箱体工件在图中允许只画该工序的加工部位,距离较近的主轴要尽量画在一起,要检查是否可能相碰,刀具按加工终止的位置画出,结构相同的主轴允许只画一根。
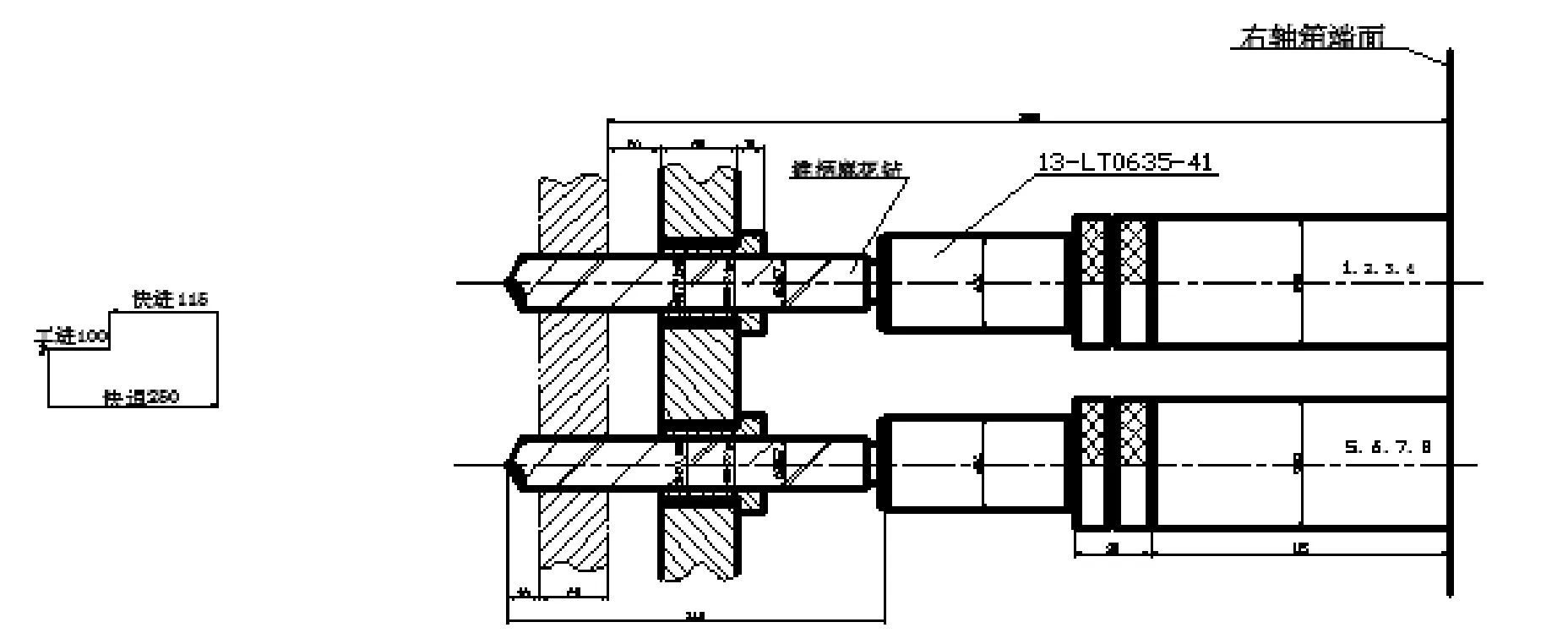
图2 加工示意图
绘制差动无级变速器箱体加工示意图后,根据孔深以及加工要求,选择锥柄麻花钻为此组合机床的切削刀具。为保证加工该零件时的加工精度,夹具上设有对应的钻模板作为钻孔正确位置的导向装置。对于钻头的切入长度一般为5~10mm,根据工件端面的误差情况确定;切出长度为1/3+(3~8),本课题所涉及的16个孔大小相等,均为Φ20的孔,所以计算的钻头的切出长度为13mm。
3 夹紧方案设计
考虑到零件的结构特点和定位方式,可设计出2种符合要求的夹紧点设置方案。方案Ⅰ,夹紧点设置于工件底部大平面的上表面。方案Ⅱ,夹紧点设置于工件顶部φ60外圆柱面上。
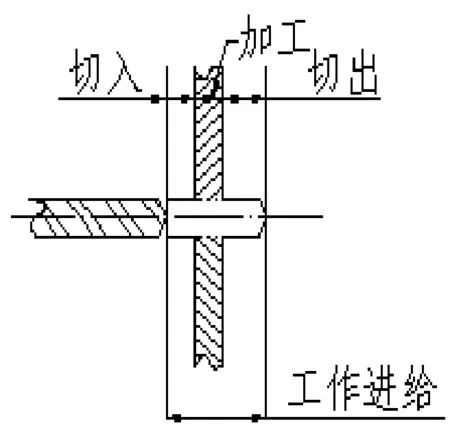
图3 工作进给长度
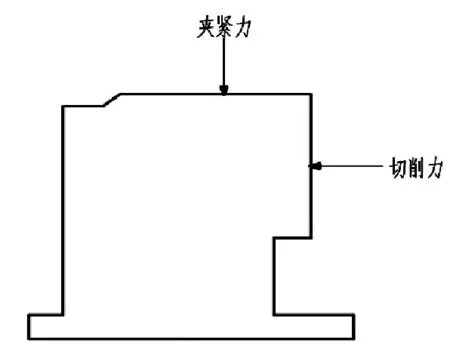
图4 夹紧力方向示意图
方案Ⅰ夹紧点距离加工点距离较远,且不处于支撑面几何中心,进行切削加工时切削力对工件的翻转力矩较大,易出现工件振动、位移乃至偏转等现象。因此,夹紧点的设置采用方案Ⅱ,即夹紧点设置于工件顶部φ60外圆柱面上。
夹紧力位置设计十分重要,在保证夹紧的前提下,进行受力点受力分析,保证工件不易变形,切削力得到利用。
4 结论
差动无级变速器箱体在组合式机床上加工有很大的优越性,对差动无级变速器箱体零件工序进行合理分析,对差动的夹紧机构进行了设计,完成了元件的选择。该差动无级变速器箱体组合机床可以广泛应用在组合机床相同产品中,具有实用性。
猜你喜欢
数学小灵通(1-2年级)(2020年9期)2020-10-27 03:24:18
当代贵州(2019年41期)2019-12-13 09:28:56
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
电子制作(2017年10期)2017-04-18 07:23:16
电子制作(2017年23期)2017-02-02 07:17:24
工业设计(2016年4期)2016-05-04 04:00:29
现代商贸工业(2016年35期)2016-04-09 06:59:58
专用汽车(2016年9期)2016-03-01 04:17:30
中国共青团(2015年7期)2015-12-17 01:24:38
电测与仪表(2015年24期)2015-04-09 12:04:48