
脱锌对镀锌板力学性能的影响
2020-08-21 08:24熊立波陈慈辉张宏岭
理化检验(物理分册) 2020年8期
康 勃,向 前,熊立波,陈慈辉,张宏岭
(武汉钢铁有限公司 质检中心,武汉 430080)
镀锌板是在普通钢基板表面镀上一层金属锌,镀锌是应用最广泛的金属防腐方法,可有效提高钢板的防腐性能,以延长钢板的服役寿命。镀锌板广泛应用于建筑、汽车、家电等行业[1-2]。
锌层虽然可以防止钢板表面遭受腐蚀,延长其使用寿命,但对钢板力学性能的影响需要进一步研究。JIS G 3302—2012《热浸镀锌薄钢板及钢带》中提出,进行拉伸试验时应当选择钢板去除锌层后的实测厚度来进行强度的计算。同时,由于钢板力学性能与冲压成型性能息息相关,是衡量钢板能否加工成最终零件形状的重要因素,脱锌可能也会对材料成型性能产生较大影响。
为此,笔者选取几种不同类型、不同用途钢种、基板厚度和锌层质量不同的镀锌板,进行脱锌前后的力学性能对比,分析脱锌对力学性能的影响,为生产实际中判断材料的成型性能和冲压件的合理化选材提供支撑。
1 试验材料与试验方法
1.1 试验材料
首先探讨不同类别镀锌板脱锌对力学性能的影响,选取电镀纯锌板、热镀纯锌板、热镀锌无间隙原子钢板、热镀锌双相钢板、热镀锌低合金高强度钢板分别进行脱锌前后力学性能的比较,试样具体信息见表1。
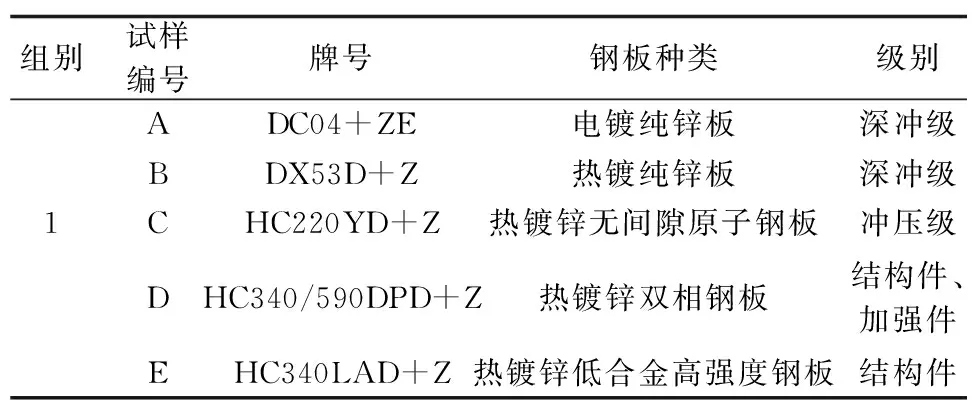
表1 不同类别镀锌板试样信息Tab.1 Sample information of different types of galvanized sheet
同时,以热镀纯锌钢板为例,选取不同规格厚度、不同锌层质量的试样,进一步探讨脱锌对力学性能的影响,试样具体信息见表2。

表2 不同规格厚度镀锌板试样信息Tab.2 Sample information of different specifications and thicknesses of galvanized sheet
1.2 试验方法
按照GB/T 2975—2018《钢及钢产品 力学性能试验取样位置及试样制备》要求,在钢板板宽1/4处同时冲取2块钢板,对冲压后的钢板利用数控铣床精加工成满足标准要求的拉伸试样,试样宽20 mm,标距80 mm,1块进行镀锌板力学性能试验,另1块去除锌层后测试基板的力学性能。
采用化学法去除锌层,将3.5 g六次甲基四胺(C6H12N4)溶解于500 mL浓盐酸(质量浓度为1.19 g·mL-1)中,用去离子水稀释至1 000 mL,配置成脱锌液。室温下,将试样浸入到脱锌液中浸泡至镀层完全溶解,采用流水及乙醇进行清洗,将钢板表面水分清除后涂油备用。
试验采用MTS公司生产的ATS5105 100 kN型全自动拉伸试验机,该试验机通过国家钢铁材料测试中心计量评定,力值传感器、横向和纵向引伸计均为0.5级。按照GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》、GB/T 5027—2016《金属材料 薄板和薄带 塑性应变化(r值)的测定》、GB/T 5028—2008《金属材料 薄板和薄带 拉伸应变硬化指数(n值)的测定》的要求分别测定试样的屈服强度、抗拉强度、断后伸长率、n值和r值,其中,对于呈现不连续屈服的钢板选取下屈服强度ReL作为试样的屈服强度,对于呈现连续屈服的试样选取规定塑性延伸强度Rp0.2作为试样的屈服强度。采用全自动拉伸试验机对钢板的实际宽度、厚度进行测量,减少了脱锌前后采用同一横截面面积计算带来的误差,更能反映钢板真实强度;n值和r值由纵向、横向引伸计全程跟踪测量,减少了人工测量带来的计算误差[3-4]。
2 试验结果与分析
镀锌板脱锌前后的力学性能试验结果如表3所示。可以看出,不论是电镀纯锌板、热镀纯锌板,还是热镀锌无间隙原子钢板、热镀锌双相钢板、热镀锌低合金高强度钢板,脱锌前后力学性能都略有不同。脱锌后试样的屈服强度和抗拉强度呈减小趋势,下降幅度不超过1.5%,表明脱锌对强度的影响有限。脱锌前后屈服强度和抗拉强度的变化较小,断后伸长率的变化也较小,断后伸长率增加小于1.0%,脱锌对断后伸长率的影响不显著。脱锌前后n值、r值的变化率较大,表明脱锌对n值、r值的影响显著,其中对r值的影响最大。

表3 镀锌板脱锌前后的力学性能Tab.3 Mechanical properties of galvanized sheet before and after dezincification
针对变化趋势略大的n值、r值指标,选取同一镀锌量水平、不同厚度的热镀锌板进一步研究脱锌后n值、r值的变化情况,试验结果见表4和图1。可见脱锌后n值、r值的变化率与基板厚度有关,均随着基板厚度的增加而减小,但n值的变化幅度小于r值的变化幅度。
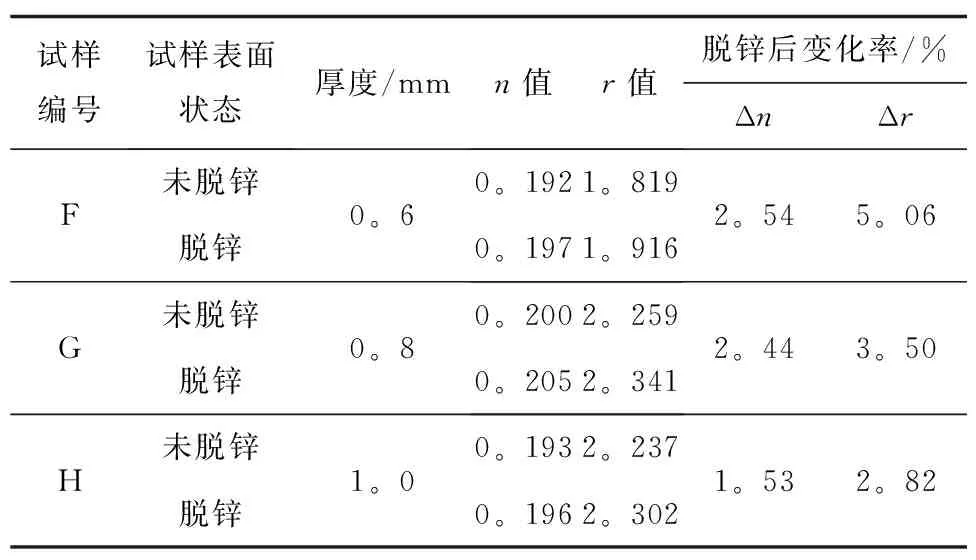
表4 不同厚度镀锌板脱锌后n值和r值的变化Tab.4 Change of n value and r value after dezincification of galvanized sheet with different thickness
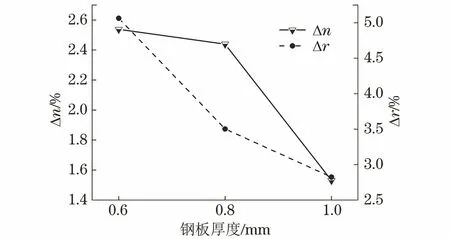
图1 不同厚度镀锌板脱锌后n值和r值的变化曲线Fig.1 Change curves of n value and r value after dezincification of galvanized sheet with different thickness
此外,选取同一规格厚度、不同镀锌量水平的热镀锌板进一步研究脱锌前后n值、r值的变化情况,试验结果见表5和图2。可见脱锌后n值、r值的变化率与镀锌板的锌层质量有关,随着锌层质量的增大而增加,但n值的变化幅度会小于r值的变化幅度。

表5 不同镀锌量镀锌板脱锌后n值和r值的变化Tab.5 Change of n value and r value after dezincification of galvanized sheet with different galvanized coating mass

图2 不同镀锌量镀锌板脱锌后n值和r值的变化曲线Fig.2 Change curves of n value and r value after dezincification of galvanized sheet with different galvanized coating mass
均匀塑性变形阶段服从体积不变原理,即在拉伸过程中沿试样长度方向、宽度方向、厚度方向的应变和为零。当试样承受纵向拉伸时,试样的宽度、厚度方向会发生相应的变形,由于基板与其表面附着的锌层存在一定的作用力,从而限制了基板在拉伸过程中长度方向和宽度方向的应变量,使试样在厚度方向的应变增加,从而造成了镀锌板r值和断后伸长率的减小。另外,锌层与其基板间结合力的存在也可能是造成试样强度细微变化的原因。当单向拉伸应变达到5%时,锌层表面就已经产生了横向裂纹;当应变为10%时,部分区域的横向裂纹已十分密集;当应变达到15%时,裂纹已经遍布试样的大部分区域[5]。所以锌层表面产生的横向裂纹是导致r值下降的主要原因。试验中的r值均在应变15%时取得。
r值是钢板变形时沿宽度方向和厚度方向真应变的比值,是钢板成型性能的一个重要指标,直接关系到后续冲压工艺的设计实施。r值的变化主要是由镀层和基板的变形不协调引起的。由于基板的厚度远大于镀层厚度,在厚度方向上起主导作用,当镀层延展性不足时厚度应变将增加以补偿宽度方向应变的降低,这将导致宽度-厚度应变比的降低即r值降低。随着拉伸过程的进行,试样承载面积的减小也造成了n值的下降。
在同等变形量下,镀层较厚的试样较镀层薄的试样其表面开裂程度相对严重[6]。唐荻等[5]指出镀锌板的r值总比基板的r值小,比锌层的r值大。由于热镀锌钢板的表面热镀了一层锌层,在基板与锌层之间会形成薄且较脆的Fe2Al2Zn合金过渡层,增加了基板材料的变形阻力,使r值降低。
3 结论
(1) 对于镀锌板来说,脱锌会使基板r值、n值、断后伸长率升高,屈服强度和抗拉强度略微降低,脱锌层对r值的影响略大一些。
(2) 脱锌后r值、n值的变化与基板厚度和镀锌板的锌层质量相关。脱锌后r值、n值的变化率随着基板厚度的增加而减小,随着锌层质量的增加而增加;n值的变化幅度小于r值的变化幅度。r值是形变敏感参数,是钢板成型性能的一个重要指标。
(3) 钢板在实际冲压成型的过程中并非只进行单轴拉伸变形,而是受到各个方向的作用力而变形,锌层裂纹不会集中在单一方向而是呈现无规则的网状,这使得锌层阻碍基板变形的能力大幅下降,最终并未对镀锌板的实际成型性能产生影响。
猜你喜欢
发光学报(2022年7期)2022-08-05
红岩春秋(2022年1期)2022-04-12
科学导报(2019年55期)2019-09-28
意林(绘英语)(2018年2期)2018-11-29
中国塑料(2016年7期)2016-04-16
小天使·二年级语数英综合(2015年11期)2015-11-11
中国洗涤用品工业(2014年9期)2014-12-01
中国钢铁业(2014年4期)2014-08-22
中国钢铁业(2013年5期)2013-11-04
中国钢铁业(2013年4期)2013-03-23
