
榨菜自动包装真空度在线检测方法研究
2020-08-14 07:18李冬
中国调味品 2020年8期
李 冬
(无锡工艺职业技术学院,江苏 宜兴 214206)
塑料袋真空包装是食品行业中广泛存在的一种包装方式,其中榨菜包装内真空度与食品的保质期之间关系紧密[1]。在塑料袋真空包装过程中各个生产环节均存在使包装袋出现破损,导致包装内无法形成真空,或使包装袋内真空度下降的情况[2]。榨菜包装内真空度与包装内压有关,对于真空度的检测可通过内压测定的方法来判定,常见的内压测定法主要有基于内外表面压力测定的压差法、以电涡流传感技术为基础的电涡流测压法以及声学测压法[3,4]。压差法是通过利用真空表来直接进行榨菜包装内真空度检测的方法,属于一种破坏性检测方法。
榨菜塑料包装是一种非金属材料,无法采用电涡流的方法进行检测,因此对于塑料袋真空包装的检测需采用声学的方法进行。榨菜包装的自然振动频率与榨菜包装内的压力大小相关,可通过声学技术的方法来检测榨菜包装的真空度[5]。
采用声学方法进行真空度检测时,对榨菜包装外表面施加外力,使外表面发生振动,产生声音,通过对振动产生的声音信号进行声音频谱峰值分析处理,根据声音频谱峰值的振动频率来判断榨菜包装内的真空度。
本文通过采用一种声学阵列检测的方法,来进行榨菜包装真空度检测,通过采用阵列布置的麦克风采集混合声音信号,进行稀疏矩阵分解,剥离出不含噪音的振动声音信号,采用声音频谱峰值来进行真空度检测[6]。
1 榨菜包装方式
榨菜生产完成后,为了延长榨菜的质保,保证榨菜的新鲜程度,榨菜包装需采用一种无菌包装的方式,即在无菌环境下进行榨菜杀菌处理,并进行密封包装。在包装过程中,大气中的氧气促进细菌及微生物的繁殖,因此需对榨菜包装中的氧气进行控制,或使榨菜包装袋内达到真空状态。
常见的榨菜包装方式主要有罐装抽真空包装、袋装抽真空包装、罐装充气体包装、袋装充气体包装。充气体包装是在包装时对包装罐或袋内充入惰性气体;抽真空包装是在包装时对包装罐或袋内的气体物质进行抽取,降低包装腔体内的氧气含量,两种包装方式的目的均是为了抑制包装腔体内的细菌繁殖生长。其中以抽真空袋装的方式最为普遍,几种榨菜常见包装方式对比见表1。
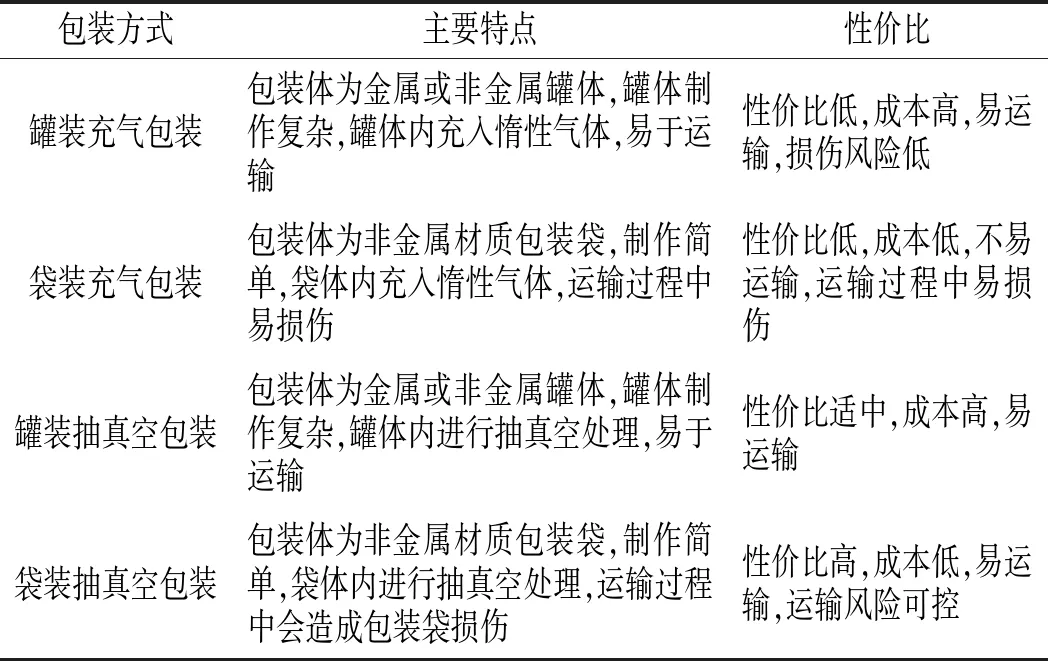
表1 榨菜包装方式对比Table 1 Comparison of packaging methods of mustard tuber
2 榨菜包装真空度检测
2.1 真空度检测原理
2.2 真空度检测方案
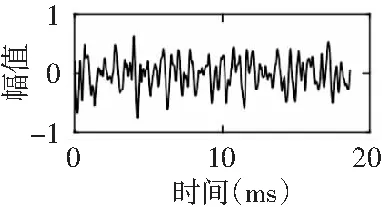
在进行榨菜包装袋真空度检测时,由于包装袋振动原因,在其表面可采集到声音信号,并对该信号进行傅里叶变换,得出声音信号的振动频谱,根据声音信号振动频谱峰值振动频率来判断包装袋内的真空度[7,8]。榨菜包装袋在静音环境内进行声学真空度检测时的声音信号和傅里叶变换后的频谱图见图1。
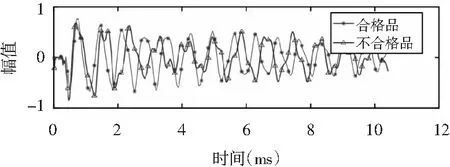
(a)声音信号
由图1可知,通过声音信号和声音频谱的峰值可明显进行包装袋真空度辨识。但是由于生产环境复杂,噪音随处存在,部分噪音的振动频段与包装袋自身的振动频段非常接近。导致采用声音频谱峰值进行真空度检测时出现误判现象,混有噪音的声音信号及傅里叶变换频谱图见图2。
(a)声音信号
3 榨菜包装真空度检测方案优化
由于无法避免噪音,因此直接进行声音分析来辨识真空度时,存在误判现象。一种采用麦克风阵列来进行榨菜包装袋真空度在线检测系统示意图见图3。

图3 真空度在线检测系统示意图Fig.3 The schematic diagram of on-line detection system of vacuum degree
光电传感器检测传输带上有待检测榨菜包装袋时,控制系统发出电磁信号指令,电磁探头向包装袋施加电磁外力,使榨菜包装袋产生振动,发出声音。麦克风矩阵采集声音信号,并将声音信号传输至控制系统。控制系统中的数据分析模块对声音信号进行剥离,获取不含噪音的声音信号,进行傅里叶变换,根据声音频谱峰值来进行榨菜包装袋真空度辨识[9]。
4 检测数据算法分析
利用声学法进行真空度在线检测时,采用一种稀疏型半非负矩阵分解的方法进行声音剥离。对于真空度在线检测系统中的声音混合模型可以表示为:
X=FG=[f1,f2,…,fx][x1(t),x2(t),…,xm(t)]。
式中:xm(t)表示第m路声音信号,t=1,2,…,N表示声音信号长度,fk表示第k个声音信号源。在榨菜真空度在线检测系统当中m=4且k≤m。G为声音混合矩阵,且G≥0,声音信号为时变信号,因此声音混合模型X为半非负矩阵分解数学模型,进行声音信号剥离时,可采用半非负矩阵求解的方法来获取不含噪音的声音信号。
榨菜包装袋振动声音是一种频率较集中的声音信号,可进行稀疏处理。为改善声音信号剥离的效果,可通过对半非负矩阵分解施加稀疏约束的方法。因此可得:
X=FSG=[f1,f2,…,fk]S[x1(t),x2(t),…,xm(t)]。
采用迭代优化的方法对稀疏半非负矩阵进行求解,可得:

对矩阵F,G进行迭代更新,当θ=0.5,迭代次数为100次或者Г(F,G)<10-4时,迭代停止。
5 包装真空度检测试验
在进行榨菜包装真空度检测试验时,对于真空度辨识的方式见表2。

表2 真空度辨识方式Table 2 The identification method of vacuum degree
5.1 无噪音环境下检测试验
随机抽取榨菜包装袋,在隔音环境下进行检测,采用4路麦克风阵列进行声音信号采集,并对声音信号进行傅里叶变换,得到声音信号频谱图。合格品检测时,4路麦克风阵列声音信号及频谱图见图4。通过无噪音试验检测,可判定榨菜包装真空度合格时,对应的声音频谱峰值频率为 1450~1700 Hz。

(a)1#声音信号
5.2 噪音环境下检测试验
采用循环播放音乐的方式模拟噪音环境,进行噪音环境下的榨菜包装袋真空度检测。随机抽取榨菜包装袋进行真空度检测,对麦克风采集到的声音信号进行傅里叶变换,得到声音信号频谱图。噪音环境下检测时,4路麦克风阵列声音信号及频谱图见图5。

(a)1#声音信号
由图5可知,噪音干扰后,声音频谱峰值的频率均不在合格品对应的声音频谱峰值频率范围内,由此可以判定在噪音环境中进行试验检测时,直接对含有噪音的声音信号进行频谱峰值分析,会造成真空度检测误判。因此,在噪音环境中进行真空度检测时,首先需对含有噪音的声音信号进行剥离,然后通过声音频谱峰值分析。对含有噪音的声音信号进行稀疏型半非负矩阵分解处理,剥离噪音,得到的不含噪音声音信号及频谱图见图6。
(a)1#去噪声音信号
由图6可知,4#麦克风所采集到的声音信号经过去噪音处理后,进行声音频谱峰值分析,其频率范围在真空度合格范围内。根据表2规定的真空度合格辨识方式,当麦克风阵列中,有1路检测合格时,判定榨菜包装真空度检测合格。
6 结论
采用声学方法进行真空度检测时,当榨菜包装袋振动频率与噪音频段接近并发生干扰时,采用声音频谱峰值进行真空度识别时会出现误判现象,此时采用稀疏型半非负矩阵分解的方法进行声音剥离,去除声音信号中的噪音,并进行声音频谱峰值分析,可对真空度的辨识做出准确判断。
猜你喜欢
环球人文地理(2022年8期)2022-09-21
销售与市场(营销版)(2021年12期)2021-11-22
花火·绘阅读(2021年1期)2021-09-10
意林·作文素材(2019年20期)2019-11-24
学苑创造·C版(2019年4期)2019-05-09
汽车电器(2019年4期)2019-05-07
中国奶牛(2019年1期)2019-02-15
三联生活周刊(2018年32期)2018-08-21
学苑创造·C版(2016年12期)2017-01-17
科学与财富(2016年29期)2016-12-27
