
高硬度旋压机轮轴的螺纹铣削加工
2020-08-13 03:38湖北三江航天江北机械工程有限公司湖北孝感432000周荣军毛华章刘伟峰刘志清
金属加工(冷加工) 2020年8期
■ 湖北三江航天江北机械工程有限公司 (湖北孝感 432000) 周荣军 毛华章 刘伟峰 刘志清
随着航空航天、石油化工及冶金等工业的蓬勃发展,淬硬钢得到广泛应用。由于淬硬钢的硬度高,加工时所需切削力大,切削脆性大,使刀具产生崩刃,破损严重。我公司某型旋压机轮轴轴肩处均布6处M20螺钉,由于该轴本身材料硬度高,加工螺纹孔位置狭小,给加工带来了难题。本文从装夹方案、刀具选用、切削参数以及铣削加工程序等方面对高硬度材料螺纹铣削加工进行阐述。
1. 零件分析
我公司某型旋压机轮轴采用42CrMo材料,热处理调质硬度250~280HBW,轮轴表面采用高频淬火,硬度55~60HRC,淬火厚度为2.0~2.5mm,在使用过程中该轴肩处均布6处M20螺钉。由于长期受剪切力而断裂,需在该轴肩处错位重新加工6个M20-7H螺纹孔。由于该轴身经过淬火后硬度高且加工螺纹孔位置狭小,在加工时要选用合适的刀柄以避免发生干涉。该产品的主要加工难点是在淬硬钢材料上进行钻削、铣削和螺纹铣削,结合淬硬钢的特点正确选用刀具,给定合理的铣削速度和进给量。
2. 铣削高硬度钢螺纹铣刀的选用原则
(1)螺纹铣刀的分析 在铣削过程中,刀具切削部分在很大切削力和很高的切削温度下工作,有时还要受到强烈的冲击力,因此刀具材料必须具备高硬度和耐磨性、高强度和韧性及高耐热性。
1)高硬度和耐磨性。刀具要从工件上切除多余的金属,其硬度必须大于工件材料的硬度。一般常温硬度应超过60HRC。硬质合金的硬度可达89~95HRC。耐磨性与硬度有密切关系,硬度越高,均匀分布的细化碳化物越多,则耐磨性越好。
2)高强度和韧性。在切削过程中,刀具承受很大的压力,同时还受到冲击,产生振动,为了不产生崩刃或折断,刀具材料必须具有足够的强度和韧性。
3)高耐热性。耐热性是指在高温下刀具材料保持上述性能的能力,可用红硬性表示。高温下硬度越高则红硬性越好,硬质合金的红硬性达到约900℃。
结合以上刀具的特点,在加工60HRC以上的高硬度钢时,优先选用整体硬质合金铣刀。
硬质合金中高熔点、高硬度碳化物含量高,因此硬质合金常温硬度很高,达到78~82HRC,热熔性好,可达800~1 000℃,切削速度比高速钢提高4~7倍。硬质合金缺点是脆性大,抗弯强度和冲击韧度不强。抗弯强度只有高速钢的1/3~1/2,冲击韧度只有高速钢的1/35~1/4。硬质合金主要有钨钴类、钨钛钴类、钨钛钽(铌)钴类、碳化钛基类及超细晶粒硬质合金等。
(2)螺纹铣刀的种类及加工原理 在螺纹铣削加工中,三轴联动数控机床和螺纹铣削刀具是必备的要素,螺纹铣削刀具主要分为两种:一种是单齿型螺纹铣刀;另外一种是密齿型螺纹铣刀(见图1),单齿型螺纹铣刀与螺纹车刀类似,在加工时刀具沿径向旋转一周,同时轴向下降一个螺距即可完成一个螺距的螺纹铣加工,该类刀具相较于密齿型螺纹铣刀,由于单刃铣,铣削力小,同一种刀片可以铣削不同螺距的螺纹,但是效率较低。
密齿型螺纹铣刀类似于螺纹丝锥,但是刀具上无螺纹升程。加工时沿螺旋线加工一周即可完成整个螺纹,加工切削平稳,加工效率高,铣削力较大,制造成本高。
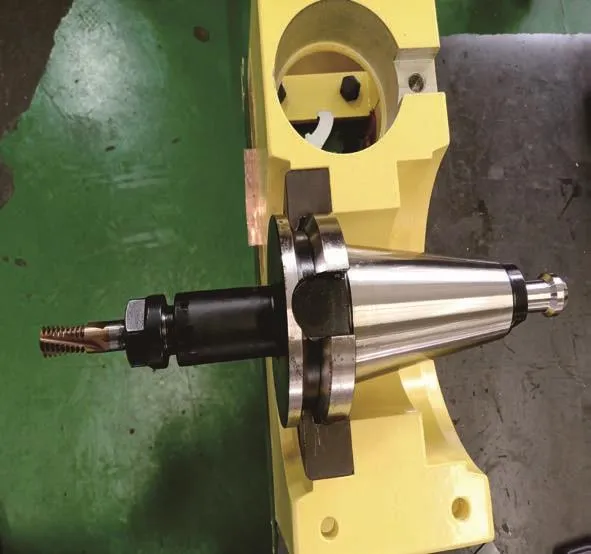
图1 密齿型螺纹铣刀
3. 旋压机轮轴螺纹孔的加工方法
(1)旋压机轮轴材料特性分析 旋压机轮轴材料经过表面淬火后硬度达到60HRC,轴肩处6个M20-7H螺纹孔均匀分布。淬火钢的硬度达到50~60HRC时,其强度可达2 100~2 600MPa,按照被加工材料加工性分级规定,淬火钢的硬度和强度均为9a级,其硬度高、强度高且塑性低,抗拉强度达到了2 500MPa,要从高硬度和高强度的工件上切除材料,其单位切削力可达4 500MPa,在铣削时切削刃易崩碎,磨损严重。
(2)工艺方案的确定 由于该旋压机轮轴长度达到1 200mm,加工位置位于轴肩处,所以采用卧式镗铣床加工。采用海天精工(HTM-160H/D)数控卧式镗铣加工中心,FANUC-18i系统,主轴功率37.5kW,行程2 500mm×2 000mm×1 500mm,主轴最高转速2 500r/min,最高进给速度6 000mm/min。主轴刀柄选择BT50-ER20-125型号(轴颈到螺纹孔的位置只有单边25mm),待加工轴采用V形铁定位,压板压紧的方式如图2所示。

图2 压板压紧方式
(3)加工内容 ①钻底孔至φ10.6mm,深度28mm。采用φ10.6mm硬质合金钻头(瓦尔特),转速n=800r/min,进给量f=0.05mm/r。②扩孔至φ17.6mm,深度25mm。采用φ10mm硬质合金铣刀(韩国YG,型号GFC89100),转速n=800r/min,f=0.02mm/r,铣削方式为层切、顺铣。③铣6个M20-7H均布螺纹,深度24mm。采用φ14mm螺纹铣刀(辉瑞整体硬质合金螺纹铣刀,铣刀型号D14×2.5-70),转速n=1 600r/min,f=0.04mm/r,铣削方式为自上而下,分层逆铣。
(4)螺纹铣刀的选择 按照以下几个步骤进行选择。
1)采用整体式硬质合金螺纹铣刀,该刀具上无螺纹升程,加工中的螺旋升程靠机床运动实现,刀具刚性好,特别是带螺旋槽的整体式硬质合金圆柱螺纹铣刀,在加工高硬度材料时可有效降低切削负荷,提高加工效率。
2)采用圆弧切入切出法,刀具切入、切出平衡,不留任何痕迹、不产生振动。全齿加工非常硬的材料时,当切入接近全牙型时,由于刀具与工件的接触面积大,极易产生振动。要注意的是,为避免切入接近全牙时的振动,进给量应尽量降低到螺旋插补进给量的1/3。刀具切入时采用圆弧轨迹,通常为1/2或者1/4圆弧进行切入切出,同时Z轴方向也相应行进1/2或者1/4,以保证螺纹形状。
3)采用梳齿整体硬质合金铣刀在铣削大螺距螺纹时,为避免因铣削力过大而造成铣刀崩刃或者产品发生共振,在路线上采用单齿型螺纹铣刀的铣削方式,第一排切削刃铣削,后面的切削刃还可以去除残余余量,达到修光效果,加工完成后零件如图3所示。
(5)螺纹铣削程序 应用的数控系统为FANUC-18i,程序如下。

图3 加工完成后的零件
O0061;程序名
N10 G90G0G80G69G40G54G49;系统初始化,选定G54工件坐标系
N15 M3S1600;主轴正转,转速1 600r/min
N20 Z150 M08;刀具移动至初始高度,切削液开
N25 #20=30;平面旋转初始角度
N30 WHILE[#20LT360]DO1;如果#20<360,循环继续执行下面程序
N35 G68X0Y0R#20;平面坐标系旋转
N40 GOX90Y0;刀具移动到孔位坐标点
N45 Z5;刀具移动到工件表面上方
N50 #1=10;螺纹大径的半径值
N55 #2=6.96;刀具半径值
N60 #3=2.5;螺距
N65 #6=[#1-#2];螺纹大径半径值与刀具半径值的差
N70 #4=#6/2;螺纹大径半径值与刀具半径值的差的一半
N75 #10=0;Z轴切入初始坐标
N80 G1G90Z#3F200;刀具移动至起始点上一个螺距的位置
N85 G1G91Y-#6F100;Y轴相对移动螺纹大径半径值与刀具半径的差
N90 WHILE[#10LE25]DO2;如果#10≤25执行下面的程序段
N95 G90G02J#6Z-#10F240;铣削一个螺距
N100 #10=#10+#3;当前Z值增加一个螺距值
N105 END2;循环程序结束,返回起始段N90
N110 G02G91X-#4Y#4R#4Z-[#3/4]F50;1/4螺距切出
N115 G1X#4Y#4;移动到孔位中心点
N120 G0G90Z200;退至安全高度
N125 #20=#20+60;旋转角度增加60°
N130 END1;循环程序结束,返回起始段N30
N135 G0Z300M09;退至起始高度,切削液关
N140 M05M30;主轴停止,程序结束
%;
4. 结语
通过对高硬度钢的特点及加工难点的分析,针对典型零件在特定加工设备上采用正确的定位方法以保证零件在加工过程中的牢固性,在螺纹铣削加工时选用正确的硬质合金刀具材料、刀具结构,选用梳齿型螺纹铣刀,在加工时执行单齿螺纹轨迹,同时选用合适的切削参数,保证在螺纹铣削时产品的刚性、刀具的有效切削时间,加工后螺纹可以满足工艺要求。
猜你喜欢
科技创新与应用(2022年32期)2022-11-15
机械管理开发(2022年5期)2022-07-07
内江科技(2022年3期)2022-03-30
中小企业管理与科技(2019年34期)2019-12-23
制造技术与机床(2019年6期)2019-06-25
中学科技(2018年9期)2018-12-19
浙江大学学报(工学版)(2016年9期)2016-06-05
中国卫生标准管理(2015年4期)2016-01-14
装备制造技术(2015年11期)2015-11-30
制造技术与机床(2015年10期)2015-04-09
