
用于加工内孔快速换型的夹具体的设计
2020-08-13 03:38:08自贡硬质合金有限责任公司四川自贡643011
金属加工(冷加工) 2020年8期
■ 自贡硬质合金有限责任公司 (四川自贡 643011) 高 建
对于一些需要配合其他零件使用的套类零件,因其精度要求高,所以需要对其内孔进行精加工。但是当遇到工件型号多的情况时,就需要频繁更换装夹工件用的夹具体,因而在实际生产中造成换型困难、工装成本高的问题。
1. 常规加工内孔的方法
零件在加工过程中,按照机械加工工艺规程的要求,用来对工件或磨具准确地定位和夹紧,在加工过程中也不改变其相对位置的一种工艺装备称为夹具。在实际生产中,对内孔进行精加工时,为提高加工效率,通常会设计一种夹具体装夹工件,以达到重复定位精度高、每件工件装上便可加工的效果。
以广泛应用于深海、沙漠等深井石油作业的潜油泵上的硬质合金轴套为例,其结构如图1所示。为了满足潜油泵在深井石油作业中的使用要求,需要保证内孔尺寸公差0.05mm,几何公差要求径向圆跳动0.05mm、轴向圆跳动0.05mm。
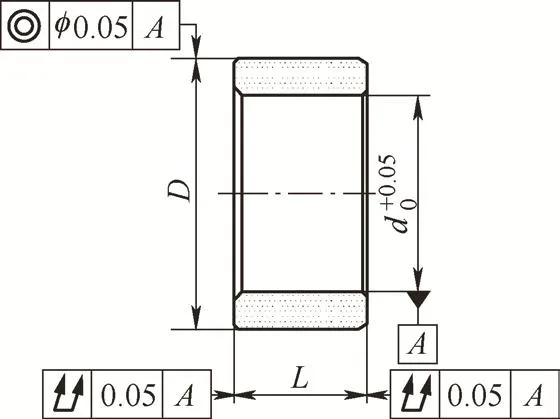
图1 硬质合金轴套
为提高生产效率,这种轴套的批量性加工需要借助夹具体装夹。常规装夹内孔用工装如图2所示。

图2 常规装夹内孔用工装
在实际生产中,图1所示的产品种类较多,由于夹具体是靠产品外圆与夹具孔装配,但遇到产品种类之间外圆大小不一致的情况时,每类品种便需要单独配置专用工装。因此造成了在换型号加工时存在频繁更换工装的情况,而常规设计工装(见图2)无法达到重复使用的效果,导致更换工装花费的成本极大。
2. 内孔加工快速换型工装的设计
针对常规工装换型慢、成本高的短板,设计了一种快速换型工装,在夹具体与工件之间增加了一个过渡套。工件更换型号时,在保持夹具本体不动的情况下,通过更换过渡套达到加工要求。快速换型工装结构如图3所示,图4为该工装的零部件示意图。
本实例中采用的装夹方式为自定心卡盘夹持工装,具体加工方法如下所述。
1)机床自定心卡盘夹持夹具本体,找正夹具本体外圆在0.3mm以内。
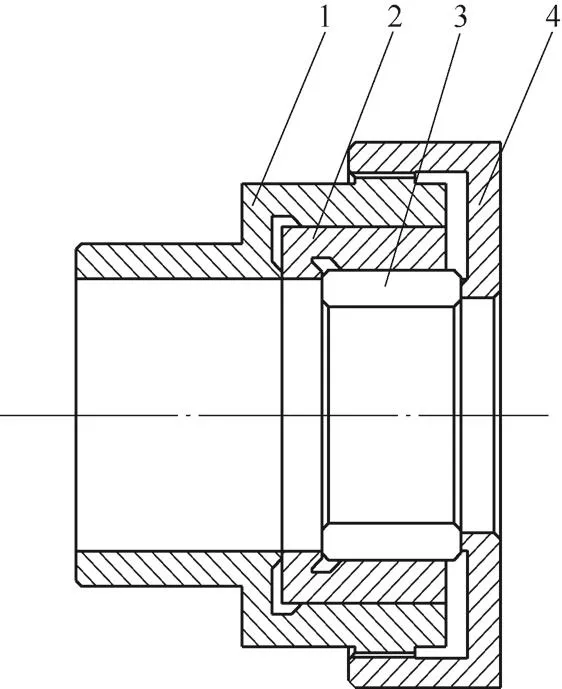
图3 快速换型工装结构
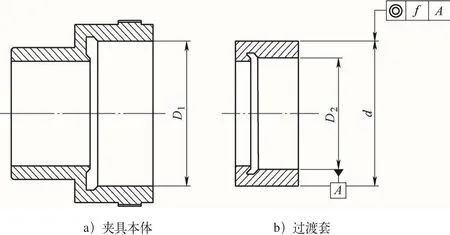
图4 快速换型工装零部件
2)磨削夹具本体的内孔D+0.02+0,控制磨削后内孔圆柱度1—夹具本体 2—过渡套 3—加工工件 4—螺纹端盖0.003mm。磨削过渡套外圆d,控制过渡套外圆圆柱度在0.003mm以内,控制过渡套外圆尺寸d与夹具本体的内孔D1的配合间隙在0.01mm以内。
3)磨削过渡套内孔D2,过渡套内孔尺寸D2与工件外圆的配合间隙在0.03mm以内。
4)将工件装进过渡套中,使用螺纹端盖在工件端面上压紧。
5)完成产品装夹,启动加工程序开始加工。
3. 结语
采用上述加工方式加工产品的内孔,过渡套从夹具本体中取出后,可在下一次加工此型号时重复使用,大大减少了以往磨削工装的时间。同时,加工其他不同外圆尺寸的型号时,只需要更换过渡套便可以满足客户提出的关键尺寸及几何质量的控制要求。
本实例虽然以加工硬质合金轴套为例,对上述套类零件的内孔加工方法进行说明,但是此方法并不局限于加工硬质合金轴套,也可适用于其他材质的内孔加工。
猜你喜欢
时代汽车(2022年22期)2022-11-22 07:23:46
中国水运(2021年2期)2021-03-15 05:43:16
装备制造技术(2020年9期)2021-01-26 00:14:50
制造技术与机床(2019年12期)2020-01-06 03:17:42
时代汽车(2019年6期)2019-07-09 23:33:04
水电与抽水蓄能(2019年1期)2019-03-08 05:17:10
中国科技博览(2018年8期)2018-03-17 10:40:07
现代工业经济和信息化(2016年4期)2016-05-17 05:35:43
机械工程师(2015年10期)2015-02-02 01:14:26
河南科技(2014年16期)2014-02-27 14:13:17
