飞机铝合金蒙皮激光除漆及其热影响研究
2020-08-07 03:38杨文锋张殊伦
激光与红外 2020年7期
杨文锋,李 佐,刘 畅,张殊伦
(中国民用航空飞行学院航空工程学院,四川 广汉 618307)
1 引 言
激光除漆(Laser paint stripping)是指将具有高能量密度的激光束照射到待除去的涂层部分,利用油漆与基体材料间热应力效应和烧蚀效应移除基材表面漆层的激光应用技术[1],其特点是高效,清洁,可实时控制和反馈。运用激光技术针对飞机表面涂层的清除工作,最早可以追溯到20世纪90年代,德国科学家 Schweizer[2]采用2 kW的 TEA CO2激光器对飞机表面进行除漆,使用三个激光器,可以在3天内完全去除1700 m2的飞机漆层(100 μm厚),而不会损坏金属基板。激光除漆技术经过近30年的发展,已经完成了飞机整机除漆的飞跃。
国外在采用激光技术对飞机蒙皮表面除漆的研究应用较为领先,荷兰的LR System公司生产采用20 kW二氧化碳激光器(LCR)能够输出在30 m距离范围内激光光束来去除微米尺度下的油漆。美国犹他州希尔空军基地(Hill AFB)的 Ogden空军修理厂通过两台配备IPG光纤激光器的机器人激光涂层去除系统(ARLCRS),成功地完成了F-16战斗机的整机除漆。国外基础研究方面,2016年,Gillian[3]等人通过实验和数值研究了飞机蒙皮复合材料层合板在激光除漆下的热损伤,分析了激光作用下材料的损伤机理。2017年,Han[4]等人在烧蚀形貌的基础上,结合实验和数值模拟,研究了波长为1064 nm多脉冲激光对铝合金基板的脱漆参数。国内基础研究方面,2005年,中国科学院电子研究所的郑光[5]对TEA CO2激光器应用于飞机金属蒙皮除漆进行了较为系统的研究,结果表明TEA CO2激光除漆不会给飞机带来安全隐患。2008年,国防科学技术大学穆景阳[6]等人研究了长脉冲激光辐照下对复合材料的热烧蚀规律。2012年,同济大学贺鹏飞[7]等人运用有限元软件ANSYS对复合材料温度场,热应力进行数值模拟,研究了激光参数对复合材料烧蚀的影响。2017年,陕西飞机工业有限公司胡久[8]等人通过对比激光除漆与溶剂除漆对飞机蒙皮零件的性能影响,验证了激光除漆生产应用的可行性。2018年,中国工程物理研究院蒋一岚[9]等人利用高重复频率 CO2激光器对飞机蒙皮上的 90 μm 厚的双层复合油漆层进行去除研究,表明激光除漆完全不会损伤基底。国内的工作主要探讨激光除漆效果及除漆后基体材料的损伤程度,而激光除漆过程中产生的热影响,热损伤等问题却研究甚少,同时未针对民机蒙皮除漆的行业现状和需求,即效果-效率-成本-技术验证-一体化解决方案-设备这一总体技术路线来开展。
论文采用纳秒级光纤脉冲激光进行激光除漆后的热影响研究。光纤激光可实现远距离柔性传输,而短脉冲可有效降低单脉冲能量,从而充分利用激光平均功率,提升除漆效率。采用红外热像仪(非接触式)结合温度无纸记录仪(接触式)监测除漆时漆层和基体的反应温度,通过扫描电子显微镜对除漆后基体微观形貌进行表征,涂层测厚仪测量除漆前后金属基体表面氧化层的变化,研究铝合金漆层激光除漆时的热影响,获得激光除漆时铝合金温度分布及除漆效果和氧化层变化的定量描述,分析了激光除漆时的作用机理,为研究飞机铝合金蒙皮激光除漆时的热影响提供了重要参考。
2 除漆机理分析
激光除漆过程中激光作用于漆层符合激光烧蚀,光-力学机理[10],较高的激光能量密度使面漆层温度急速升高,在脉冲激光辐照下,热量在面漆层积聚,表面温度迅速上升,达到油漆的熔点、沸点,导致漆层瞬间气化且该过程中产生大量白色刺鼻烟雾。
对于高斯型光束,光束中心升高温度Ts可以近似按以下公式计算[11]:
(1)
式中,F为平均激光功率密度;K为热传导率;α是热扩散率;R为材料对激光的反射率;(1-R)为材料表面对激光的吸收率;t为脉宽;α的典型值是10-2cm2/s,油漆为绝热材料,热导率低。假设油漆层表面对激光的吸收率为1,K=0.5 W·m-1·K-1,通过公式(1)计算分别计算3组试验,Ts1≈616.81 ℃,Ts2≈1233.62 ℃,Ts3≈1850.43 ℃,该温度已足够使漆层气化。
2024-T3铝合金对1064 nm红外光纤激光的吸收率在20 %左右[12],由于脉冲激光作用时间极短,当油漆层被激光去除之后,后续激光辐照在基体表面并不会引起基体的温度升高很多,除此之外,2024-T3铝合金本身的热导率很高,达到了193 W·m-1·K-1[13],所以激光作用结束之后,金属基体能迅速散温冷却至室温。
此外,激光烧蚀过程中产生的高压可按以下公式计算[14]:
Pa=bI0.7λ-0.3τ-0.15
(2)
式中,Pa为冲击压强,b为材料系数(例如铜为3.9,碳氢键材料为6.5);I为激光功率密度;λ为激光波长;τ为脉宽。假设铝合金系数取5,由该公式可以知道激光烧蚀过程中冲击压力随激光能量的变化规律。当脉宽为200 ns时,对于激光能量密度为12.22 J/cm2的激光束,其激光功率密度约为1.222×103kW/cm2,产生的冲击压力约为2.83 GPa(2.83×109Pa)。图1由MATLAB软件生成,可以看出,冲击波的最大压力在激光束的中心,沿径向减小。在激光束半径内,压力可达几个GPa。在高压冲击波冲击下,烧蚀漆层的混合物完全可以被去除。
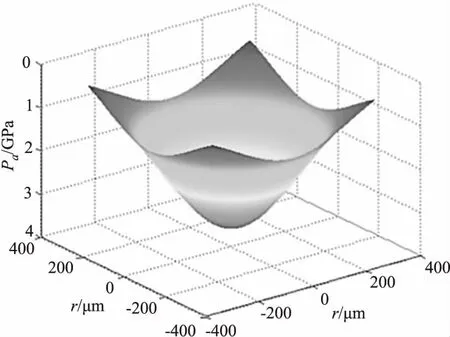
图1 高斯光束的空间压力分布
3 材料与方法
3.1 材料与喷漆
2024 T-3铝合金板,表面阳极化处理,尺寸为15 cm×15 cm×1 mm,上海宝夕铝业集团; EPOXY 300环氧磷酸锌双组份防锈底漆; PolaneT聚氨酯红色面漆,美国宣伟涂料(中国)有限公司。
采用静电喷枪高压空气喷涂,喷枪型号为Xp60,美国固瑞克公司,保证最小压强15 MPa以上均匀喷涂至2024 T-3铝合金上,喷漆区域大小为9 cm×9 cm×50 μm(如图2(b)所示)。其中底漆厚度20 μm,面漆厚度30 μm。
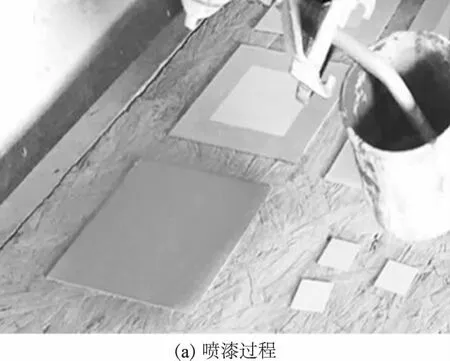
图2 2024-T3铝合金表面喷漆
3.2 激光除漆工艺及参数
图3为激光除漆工艺示意图。采用1064 nm红外光纤激光器,最大平均功率P为120 W。通过机械臂联结,输出光斑直径d为50 μm的高斯圆光斑。激光频率F为100 kHz,脉宽τ为200 ns,扫描速度v为1000 mm/s,扫描间距s为30 μm。通过调整不同激光功率,形成不同的激光能量密度对铝合金样品漆层进行去除。
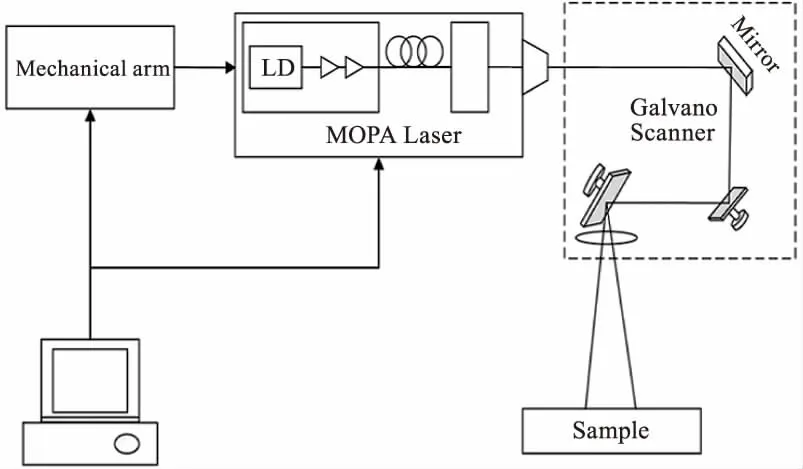
图3 激光除漆工艺示意图
为了量化激光能量分布,将激光能量密度定义为单脉冲能量在光斑面积上的能量分布[15],即:
(3)
式中,ED为激光能量密度,单位为J/cm2;P为激光功率;F为激光频率;d为光斑直径。表1为试验具体参数。
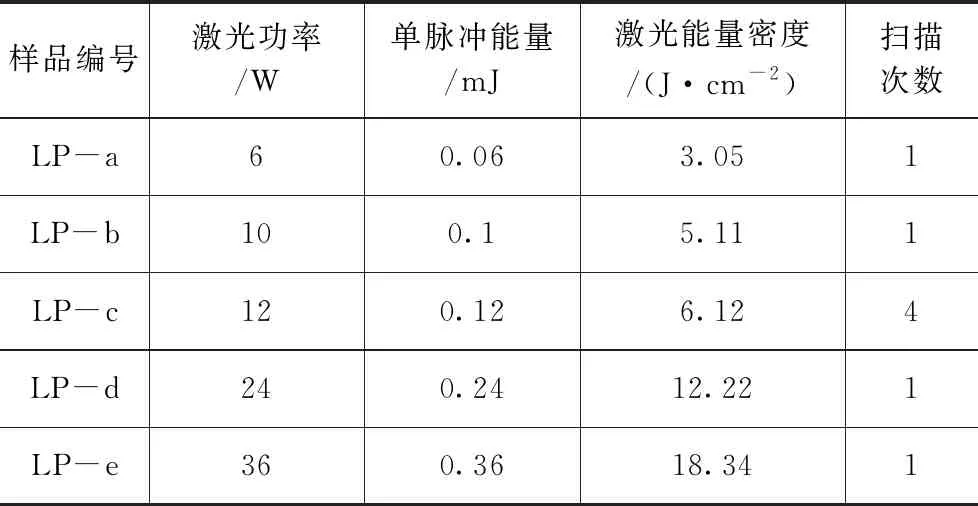
表1 各组试验的具体参数
3.3 测试与分析方法
采用扫描电子显微镜(SEM)对不同除漆样品的表面微观形貌进行表征,以分析不同除漆程度时表面形貌的变化差异,有助于分析除漆效果。SEM设备为SS-60-ST型台式扫描电镜,测试加速电压5 kV,测试环境为真空。
采用红外热像仪(非接触式)记录不同激光能量密度除漆时的基体反应温度,分析漆层激光除漆时的热影响。红外热像仪型号为Ti401-Pro,温度量程为-20 ℃至1500 ℃;温度精度为±2 ℃或2 %;美国FLUKE公司。
采用便携式涂层测厚仪对除漆后漆层及金属表面氧化层厚度变化进行测量,以分析除漆效果及金属损伤程度。测厚仪型号为Positector 6000;美国DeFelsko公司。图4为热电偶粘贴示意图和金属氧化层测量位置示意图。
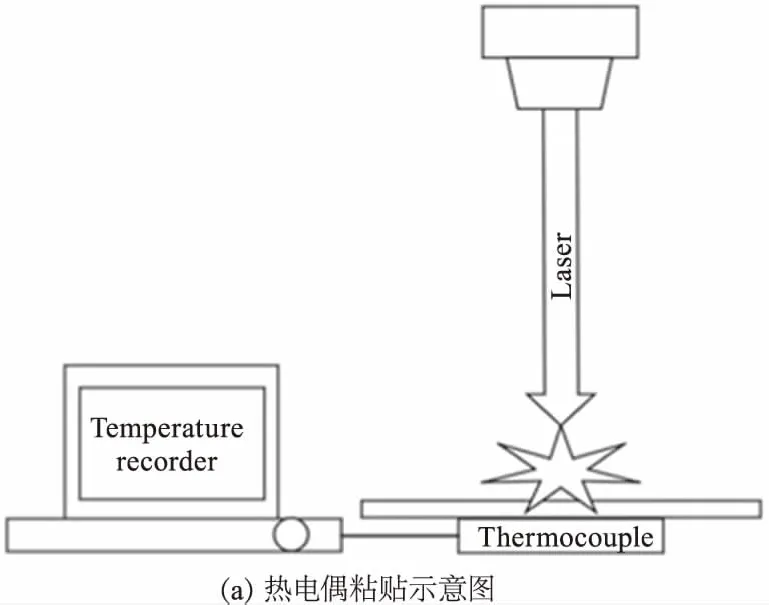
图4 热电偶粘贴示意图和金属氧化层测量位置示意图
采用热电偶-温度无纸记录仪(接触式)记录激光除漆时金属基体温度,有助于分析激光除漆时的金属传热温度。热电偶粘贴于待除漆区域背面中心处,温度无纸记录仪型号为SIN-R9600G,杭州联测自动化技术有限公司。
4 结果与讨论
4.1 SEM测试
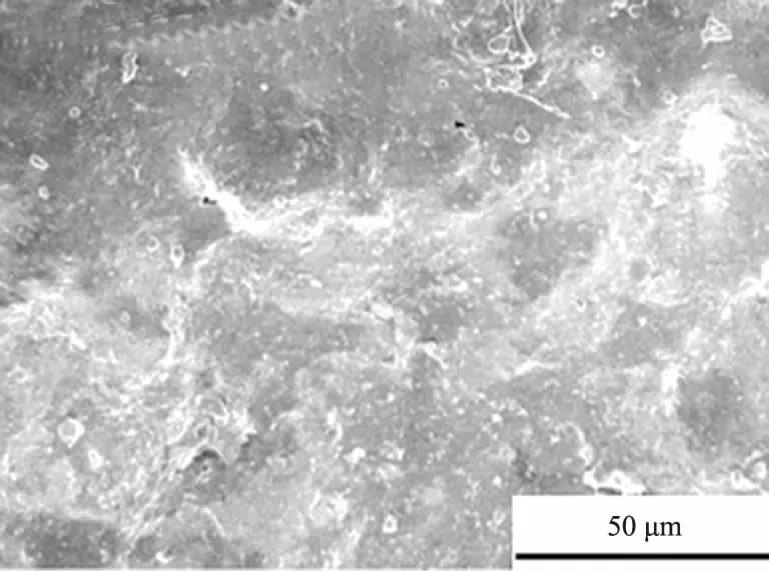
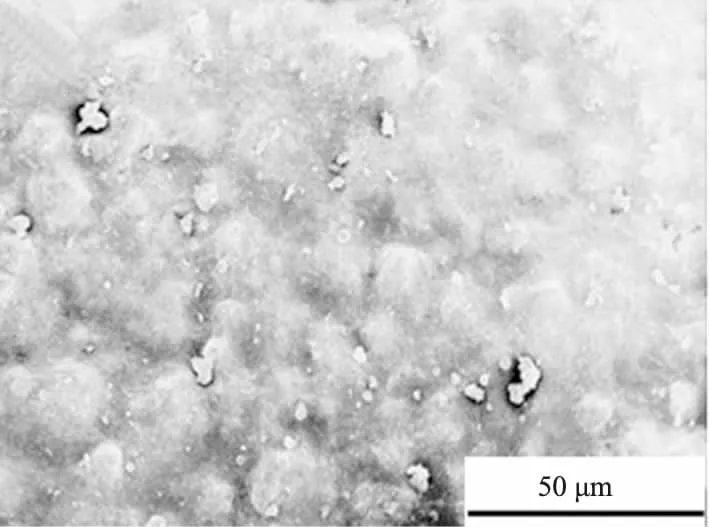
图5为2024-T3铝合金涂层激光除漆后的SEM照片,(a)、(b)、(c)、(d)、(e)分别为不同激光能量密度处理后的除漆结果,图中序号对应表1中序号。试验结果表明,除漆效果受到激光能量密度,激光功率因素的影响。
(a)ED=3.05 J/cm2
激光能量密度为3.05 J/cm2时,对比原始面漆层,漆层开始出现剥离,同时部分底漆可见,在除漆过程中开始出现白色烟雾,没有明火。
激光能量密度为5.11 J/cm2时,面漆层清除较为彻底,氧化层表面条状纹理显露,但是底漆残留较多,附着于氧化层表面,试验过程中白色烟雾明显增加。
激光能量密度为6.12 J/cm2时,由于激光功率和能量密度的增加,第一次扫描后面漆部分清除,底漆显露,由于热积累效应,样品表面温度不断升高,直到第4次扫描后便将灰色底漆完全清除,对比原始漆层图片,漆层去除较为彻底,表面无块状灰色底漆残留。对比原始氧化层,除漆后表面平整度较好,金属基底损伤不明显,同时试验过程中不产生明火,说明除漆效果较好。
激光能量密度为12.22 J/cm2时,除漆过程中产生大量刺鼻白色烟雾,除漆后样品表面出现碳化的黑色粉末物质,该物质质地松软,且易于擦去,擦去后露出金属基体,氧化层表面损伤严重,条状纹理已被刻蚀。
激光能量密度为18.34 J/cm2时,可以明显看到,光束直径d=50 μm,扫描间距s=30 μm,符合设置的工艺参数。漆层清除彻底,但基体阳极氧化层明显发白(如图5(e)),基体表面氧化层已被破坏,且基底已损伤,除漆过程中能观察到明火,除漆后激光扫描路径痕迹明显。
由图6可知,当激光能量密度达到6.12 J/cm2时,漆层清除较为彻底,漆层厚度只剩下0.9 μm,已完全达到除漆的要求,继续增大激光能量密度,漆层完全被清除,但铝合金表面氧化层及基体受到不同程度的损伤。
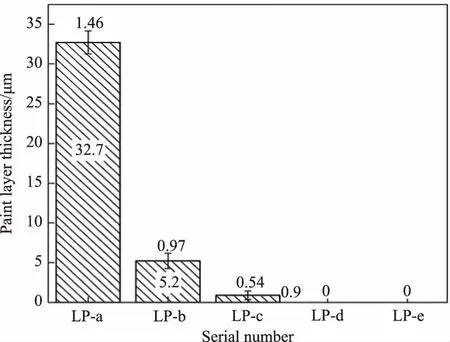
图6 不同激光能量密度处理之后的漆层厚度变化
起初激光束不能直接透过面漆层和底漆层辐照至铝合金表面,随着激光能量密度逐渐增大,漆层逐层脱落,厚度不断减薄。所以,通过选择合适的激光除漆参数,能够将表面油漆层完全去除且不损伤基体。图7(a)、(b)为原始面漆层及未涂漆样品表面。
(a)原始面漆层
4.2 红外热成像分析
选择可以完全去除漆层的激光参数进行红外热成像分析,图8为红外热成像测试结果,(a)、(b)、(c)分别是激光能量密度为6.12 J/cm2、12.22 J/cm2、18.34 J/cm2的红外热成像分析。
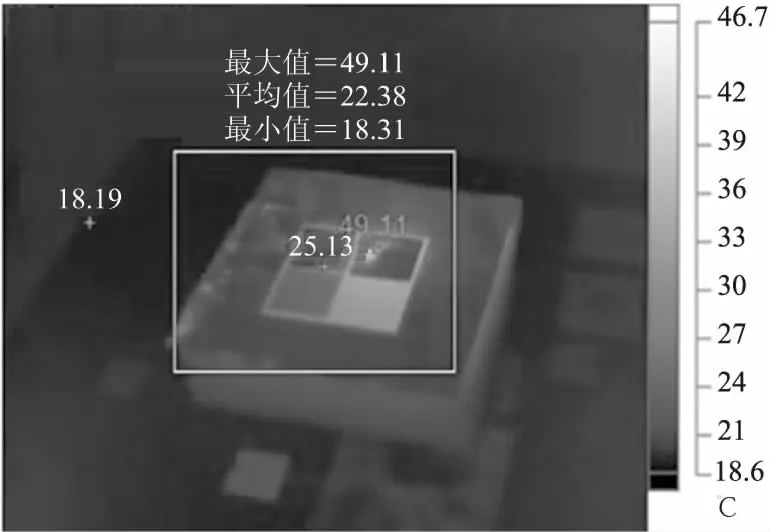
(a)ED=6.12 J/cm2
红外热成像结果表明,在整个激光除漆过程中,铝合金基体表面温度升温最大不超过68.54 ℃,在激光能量密度增加的过程中,除漆区域平均温度有略微增加,在除漆过程中漆层边缘温度高于平均温度。不同激光能量密度处理后基体温度变化如表2所示。
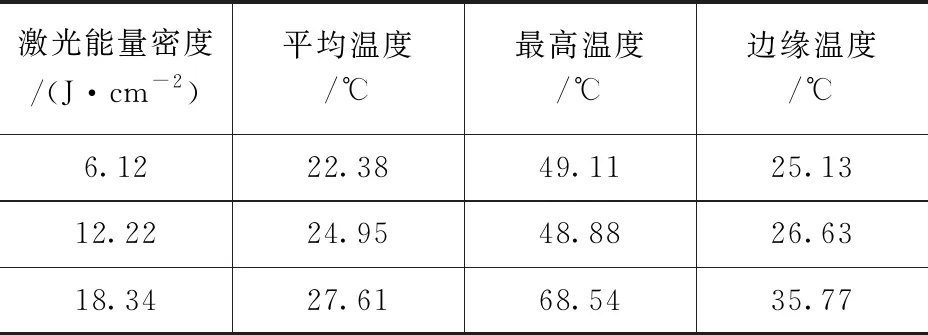
表2 不同激光能量密度处理后基体温度变化
4.3 温度无纸记录及氧化层测定
本次接触式温度测试采用温度无纸记录仪,热电偶粘贴于除漆区域背面中心处。图9为热电偶温度变化曲线。激光除漆时间共为180 s,在180 s时达到最高温度,最高温度分别为42.2 ℃、37.2 ℃、32.4 ℃。
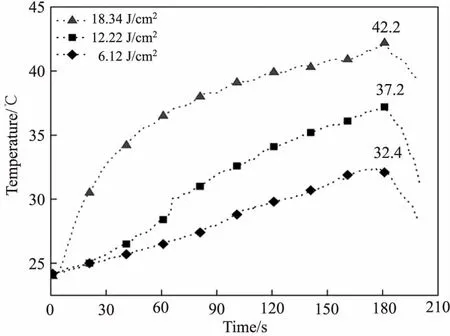
图9 不同激光能量密度除漆后金属基底温度变化
在激光除漆后,选择激光能量密度为6.12 J/cm2的样本进行氧化层厚度测定,分别测量样本边界4点及中部位置的氧化层厚度,对比除漆前氧化层测定结果,发现氧化层厚度较原始样本有略微降低。测定结果如图10所示。

图10 ED=6.12 J/cm2除漆前后氧化层不同测量点测定结果
5 结 论
(1)采用扫描电子显微镜,对除漆后基体微观形貌进行表征,说明采用激光能量密度为6.12 J/cm2的光纤激光对2024-T3铝合金待除漆样本进行清除,可以去除漆层的同时不造成基体损伤。
(2)采用合适的激光参数,同时采用红外热成像和热电偶完成除漆时漆层及基体的温度监控,激光除漆过程中产生最高温度为49.11 ℃,热积累温度未产生热损伤。
(3)采用涂层测厚仪对样本漆层及氧化层厚度进行表征。除漆后铝合金氧化层厚度较未除漆样本有略微降低。
(4)试验结果符合激光烧蚀、光-力学作用机理,激光除漆未造成铝合金基体温度过高,激光除漆工艺可行。
猜你喜欢
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
机械工程材料(2022年2期)2022-03-02
汽车维护与修理(2021年24期)2021-12-23
建材发展导向(2021年9期)2021-07-16
舰船科学技术(2021年12期)2021-03-29
科学咨询(2020年37期)2020-01-06
中国材料进展(2019年5期)2019-07-20
汽车维护与修理(2018年8期)2018-08-07
汽车维护与修理(2015年6期)2015-02-28