
超宽平面闸门的安装技术
2020-08-07 06:30:40刘冬梅
建材与装饰 2020年22期
刘冬梅
(广东省源天工程有限公司,广东广州 511340)
1 项目概况
宝安区沙井河片区排涝工程河口水闸中孔工作闸门单孔宽度为32m,为超宽平面闸门,由固定卷扬式启闭机对闸门进行启闭。
中孔工作闸门为实腹式平面滑动闸门,主材为Q235B。闸门采用主横梁式,布置两根实腹式变截面主梁。垂直方向设置十二道实腹式纵梁及两道边梁,水平方向除顶、底次梁外,还设置了三根水平次梁。闸门止水布置在面板,双向止水,侧止水采用双P型橡胶止水,底止水采用条形橡胶止水。闸门为双吊点,吊耳座布置在边梁上部。
中孔工作闸门门叶宽34m,高7.6m,厚3.5m,重226t。属于超宽平面闸门。受起吊和运输条件限制,同时也为了保证闸门的整体性,该闸门将采用整体组装制造分块运输的方案。结合吊装设备的起吊能力及公路运输要求,将闸门按横向及纵向分块,分为6 节,分节后单块闸门最大外形尺寸宽12.5m,高4.4m,重约42t。
2 安装工艺技术
中孔工作门叶在生产平台分好块后,用50t 平面车逐节运往工地,现场用80t 汽车吊卸车并堆放在闸室底部或附近。
根据设备的重量、回转半径、起吊高度,结合现场场地实际情况,考虑采用一台80t 的的汽车吊对河口水闸中孔工作闸门进行吊装。对门叶进行吊装过程中,因吊臂长度较长,当门叶吊至空中的时候,门叶会不受控制而左右摆动,因此,在起吊前在闸门两边的主梁位置各栓一根麻绳,起吊前便由人牵在手中,当门体在空中摆动的时候根据摆动方向施力控制,吊装现场布置如图1所示。
2.1 闸门安装工艺
2.1.1 埋件安装
埋件安装流程:安装底坎→安装主轨→安装反轨→埋件复测→二期混凝土浇筑→复测。
(1)底坎安装
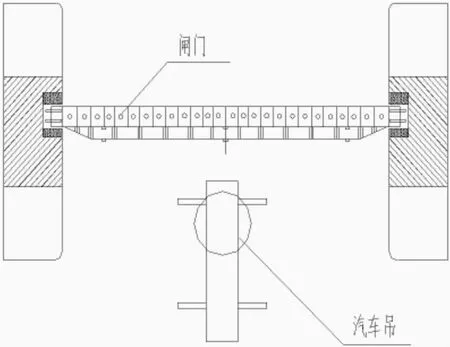
图1 吊装现场布置
首先根据底坎的结构将预埋插筋焊成支架,支架高程比底坎构件底面低10~50mm,保证底坎有调整的空间,然后进行底坎的吊装。利用门槽两侧提前放样的点,用水平钢丝线来找正底坎的高程及水平,同时用水准仪配合检查底坎的高程。底坎中心是根据闸孔纵横向中心线来控制调整的,中心偏差小于±5mm,倾斜小于1mm,底坎两头相对高差小于3mm。底坎是其他门槽构件的安装基础,为防止二期混凝土浇筑振捣时走样,安装好之后必须支撑加固牢靠。
(2)主(反)轨安装
主(反)轨安装前,根据已经安装好的底坎的中心位置确定出主(反)轨的位置,然后将主(反)轨吊入门槽,底部落在底坎上,注意对准定在底坎上的中心位置。上端焊上两个调整螺栓,松钩后,在主(反)轨前面左右及侧面挂上重力线锤,从下端开始调整,逐步向上进行,每隔0.5m 测量一次。若轨道表面有不平整的地方,可用千斤顶调整。符合要求后,进行焊接加固。最后用砂轮机将接头错牙打磨平滑。
2.1.2 门体安装程序
门体外形及配合尺寸复测检查→门槽清理、检查→单节运输、吊装、焊接→焊接变形处理→安装焊缝防腐→水封安装及与水封座板面密封情况检查、处理,其他配件安装→启闭试验→验收。
2.1.3 门叶拼装
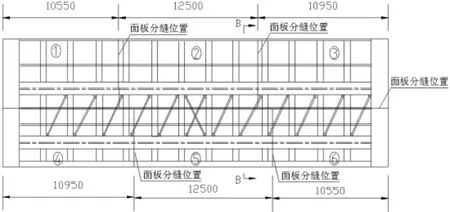
门叶运输至现场后,按起吊设备条件,确定吊装顺序和拼装方位。选择合适的吊装位置摆设汽车吊,进行门叶的拼装,拼装拟采用在门槽内直接拼装。首先将④分块门叶平缓吊入门槽内,利用千斤顶、手拉葫芦等工具调整就位,通过面板、边梁位置挂三组铅锤,根据预先设在门叶上的控制点,调整门叶垂直度,使其倾斜和扭曲值均达到要求。调整就位完毕后在面板处用20#工字钢(长1.5m,4 根)进行加固支撑,每分节门叶共设四个支撑点,上下游各设两个支撑点。接着按顺序分别将⑤、⑥分块门叶平缓吊放入门槽内,调整就位及加固支撑方法与④分块门叶相同。
④、⑤及⑥分块门叶加固完毕后,吊装①分块门叶落在第④分块门叶上,利用限位挡块进行①分节门叶的定位,通过面板、边梁位置挂三组铅锤,根据预先设在门叶上的控制点,调整门叶垂直度,使其倾斜和扭曲值均达到要求,各项尺寸检查合格进行门叶分缝焊接定位。其他顶上两块②及③分块门叶吊装方法与编号①分块门叶相同。门叶吊装完成后,进行门体吊装质量检查。门叶吊装的重点是注意防变形及安放位置准确,如图2所示。
2.1.4 附件安装
包括侧轮、水封、滑块的安装。侧轮、滑块的安装可在门叶吊装前安装好,水封待门叶整体拼装焊接完毕后,利用调试好的固定卷扬机启闭至全开位置时安装侧水封,底水封的安装在启门至离底坎1m 高度时进行,按照相关规定启闭机不能长时间的起吊闸门滞留在半空中,因此在安装底水封时设置临时支撑,加固牢靠,等装完底水封后再拆除。
2.2 闸门焊接
闸门现场焊缝的焊接质量是保证闸门安装质量的至关重要的一项关键工序,而焊接的关键就是防止焊接变形。在门体吊装到位后,先调整门叶组装后的尺寸偏差,可利用千斤顶及其他钢支撑。经验收合格后,先采用点焊的方式将组合焊缝点焊牢固,然后进行主梁腹板和纵梁腹板的焊接,再进行主梁、纵梁腹板与面板的焊接及剩余其他焊缝的焊接。焊接时采用的施焊顺序是从门叶中部向四周施焊,这样能使焊接应力自由向外消除。焊接过程中,根据焊接工艺评定及焊接工艺指导先设置好焊接电流、电压、焊接速度等工艺参数,施焊时采取对称、倒退、分段跳焊等焊接方法,焊工统一步调,对称施焊,保持焊接方向的一致。焊接的过程中要注重过程检查,发现问题要及时采取相应措施进行处理。
焊接完成后,对闸门安装质量进行尺寸测量、焊缝外观检查及焊缝探伤,并做好数据记录。验收合格后,对闸门焊缝进行防腐。
2.3 闸门防腐
门叶安装后的主要防腐位置为门叶的安装焊缝,焊缝打磨平滑后,用电动磨光刷对焊缝两侧未防腐或在焊接时被烧坏的防腐涂层位置进行打磨清垢完毕后,安装图纸要求现场进行防腐。检查闸门是否还有其他位置的涂层在安装、运输过程中被划伤或刮破,采用上述工艺进行补漆处理。
2.4 检查验收
闸门安装完毕,将闸门起吊离底坎大约100mm,然后对闸门各个方向的倾斜度进行测量,如倾斜度当超出规范规定,则采用配重块进行调整,除此之外,还要会同监理对闸门进行如下试验:
(1)无水情况下全行程启闭试验。在闸室没有水的情况下启闭机对闸门进行启闭,在启闭过程中主要检查滑道运行有无卡阻现象,闸门两个吊点的同步程度是否达到设计要求。在闸门完全关闭的情况下,检查水封橡皮有无损伤,是否漏光。为防损坏水封橡皮,在本项试验的整个过程中,必须采用清水对水封橡皮与不锈钢水封座板的接触面进行冲淋润滑。
(2)静水情况下的全行程启闭试验。在无水试验合格后进行本项试验。除将水封装置的漏光检查改成止水严密性检查外,其余试验及检查内容与无水试验相同。
(3)动水启闭试验。按规范及设计要求,应进行动水条件下的启闭试验。动水试验是模拟闸门日常工作环境下的试验,是衡量闸门安装是否成功的最重要的一个试验,在进行动水试验前,要根据现场条件及图纸要求,编制试验大纲报送监理人批准后才能实施。要注意的是,动水试验水头应尽可能与设计水头保持一致,试验及检查内容与静水试验基本一致。
经检查,上述试验数据均符合设计要求。
闸门在做启闭试验前,我们对闸门进行一次全面检查。必须清除门叶纵梁间和闸门顶部及门槽内所有杂物,并检查吊杆的连接情况。启闭过程中,检查闸门的升降有无卡阻,全开全关位置的停止、左右吊点的同步、门叶启闭位置的显示等是否准确。
3 结束语
平面闸门的安装是比较常规的施工工艺,但超宽平面闸门的安装是存在一定难度的,要综合考虑现场的情况,制定出合适的分块方案及吊装方案,在施工的过程中可能还要根据现场的情况随时调整方案。另外,焊接对闸门的安装质量也起着至关重要的作用。
猜你喜欢
商品与质量(2021年39期)2021-12-05 06:02:28
水电与新能源(2020年1期)2020-04-18 01:09:36
山东农业工程学院学报(2020年12期)2020-03-19 01:58:44
山东冶金(2017年5期)2017-12-21 09:02:14
化工管理(2016年31期)2016-12-15 06:54:28
水电站机电技术(2016年10期)2016-11-17 05:18:09
湖州师范学院学报(2016年2期)2016-08-21 13:50:52
山西大同大学学报(自然科学版)(2016年6期)2016-01-30 08:29:19
地理与地理信息科学(2015年4期)2015-10-13 08:29:16
中国水能及电气化(2015年4期)2015-01-26 19:10:03
