管道空视图焊点自动创建及预制口和安装口的智能判断
2020-08-05 06:36梁亚栋刘三军刘国栋
化肥设计 2020年3期
梁亚栋,李 凯,刘三军,刘国栋
(中国五环工程有限公司,湖北 武汉 430223)
在PDMS三维管道设计完成后,可以抽出管道空视图(见图1)及管道材料信息空视图(见图2)中的焊缝,没有区分哪些焊缝可以提前预制,哪些焊缝用于后期安装。材料列表只给出了预制的材料和安装材料信息,没有更进一步地区分哪些材料可以在工厂预制,哪些材料需要现场安装。当前,很多化工类项目都采用EPC总承包管理模式,按照项目的关键线路计划,管道的施工安装对项目的按期完工具有重要影响。因此,如果能够根据工程进度的需要,合理安排管道材料按期到达现场,并在施工图上自动标注出预制口和安装口,开展管道预制工作,将会有效保证管道安装工作的按期完成。
目前,对于某公司完成的空视图,施工单位需要结合每张图,根据以往项目的经验,对空视图上的焊点进行判断,采用手工统计的方式,既费时又费力。本文主要结合某公司完成的EPC项目管道焊接施工数据,通过数据分析,总结出相关的规则,自主开发出基于PDMS三维设计平台的一款软件。该软件能批量判断管道空视图上的焊点哪些为预制口、安装口,进而通过这些数据衍生,为空视图上的管道材料分类,区分哪些为可以提前预制的材料,哪些为后期安装的材料,与材料管理软件系统进行有效结合,实现管道材料的精细化管理,为项目管道施工提供信息化数据支撑。
1 对某项目焊接记录数据的分析
结合某项目焊接记录数据,组织设计人员和施工技术人员对施工焊接记录数据进行分析(见表1、表2),结合现场管道施工焊接的经验,初步总结得出空视图焊缝划分预制口和安装口的原则,交给软件开发人员。

表1 施工数据记录表(部分1)

表2 施工数据记录表(部分2)
软件开发人员结合计算机编程的可行性对划分原则进行具体分析,与施工技术人员进行反复沟通和修正,形成符合计算机编程可行性的最终原则,如下描述:
“管道在装置交界处的第一个焊口为安装口,以便于分界处的管道对口;预制的管道不能过长(<12m)(不锈钢管供货长度按6m考虑,碳钢合金钢管按8m或是9m考虑),以便于运输;穿越两层楼面的直管段应预留安装口”等共计15条规则。
根据规则,整理出程序逻辑图(见图3),进而开发成软件。将规则按照其执行过程分为竖向规则和环向规则,先用竖向规则确定单个管件的焊缝型式,再用环形规则对整个管系进行分析,修正个别焊缝型式,以适应管系要求。
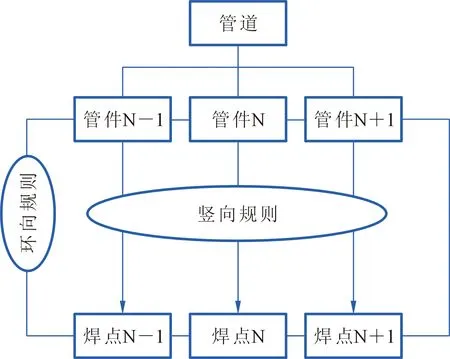
图3 程序逻辑图
2 预制口和安装口智能判断软件开发及使用
因为焊缝的区分比较复杂,其中涉及到多个材质区分、设备类型区分、管道界区区分等在设计过程中定义复杂多变的因素,采用正则表达式去处理这些配置信息是一种非常好的方式(见图4)。
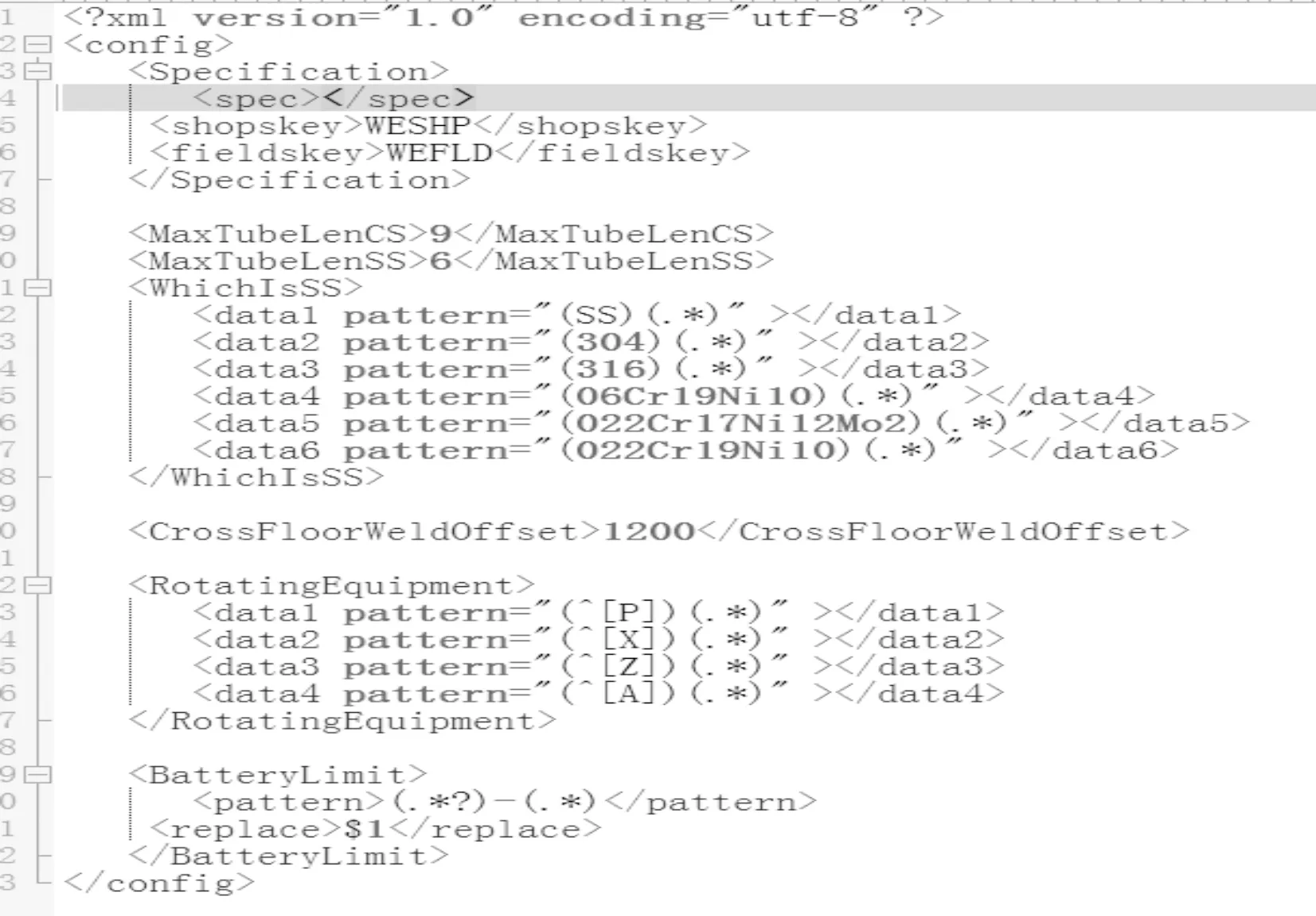
图4 采用正则表达式处理的配置信息
在软件开发时,充分结合PDMS现有功能,对PDMS各模块做如下配置及操作。
2.1 Paragon模块配置
元件库中新建元件类,元件的外形即为PDMS中显示的焊缝外形。新增两个描述,分别对应预制口和安装口的描述。新建/WELD等级,在DESIGN模块新增焊缝时,所有焊缝全指向新建的这个等级(见图5)。
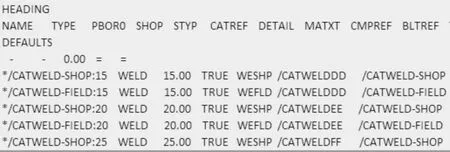
图5 PDMS焊缝等级(部分)
采用/WELD等级增加的焊点会存在如下缺点:每经过一个焊点,均涉及一次等级切换,这就可能导致空视图中一根管道里面出现很多材质分界标注。
有两种方法可解决这个问题:一是设置等级分界(SPECBREAK)级别为BRAN,这样就不会标注同一个branch内的等级分界;另外一种是在每一个管道等级中加入WELD,所有管道焊缝都指向自己的管道等级。
2.2 Isodraft模块配置
进入Isodraft模块,设置空视图配置文件,增加焊缝显示信息(见图6)。
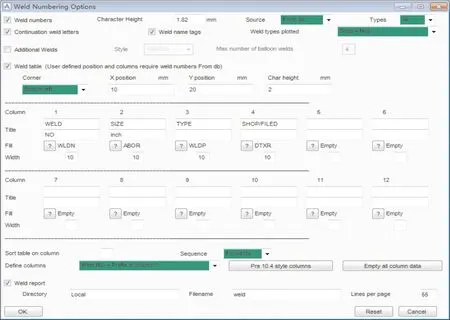
图6 option文件设置
2.3 Design模块操作
将已经开发完成的程序保存到pmllib目录下,使用设置的命令调出工具界面(见图7)。
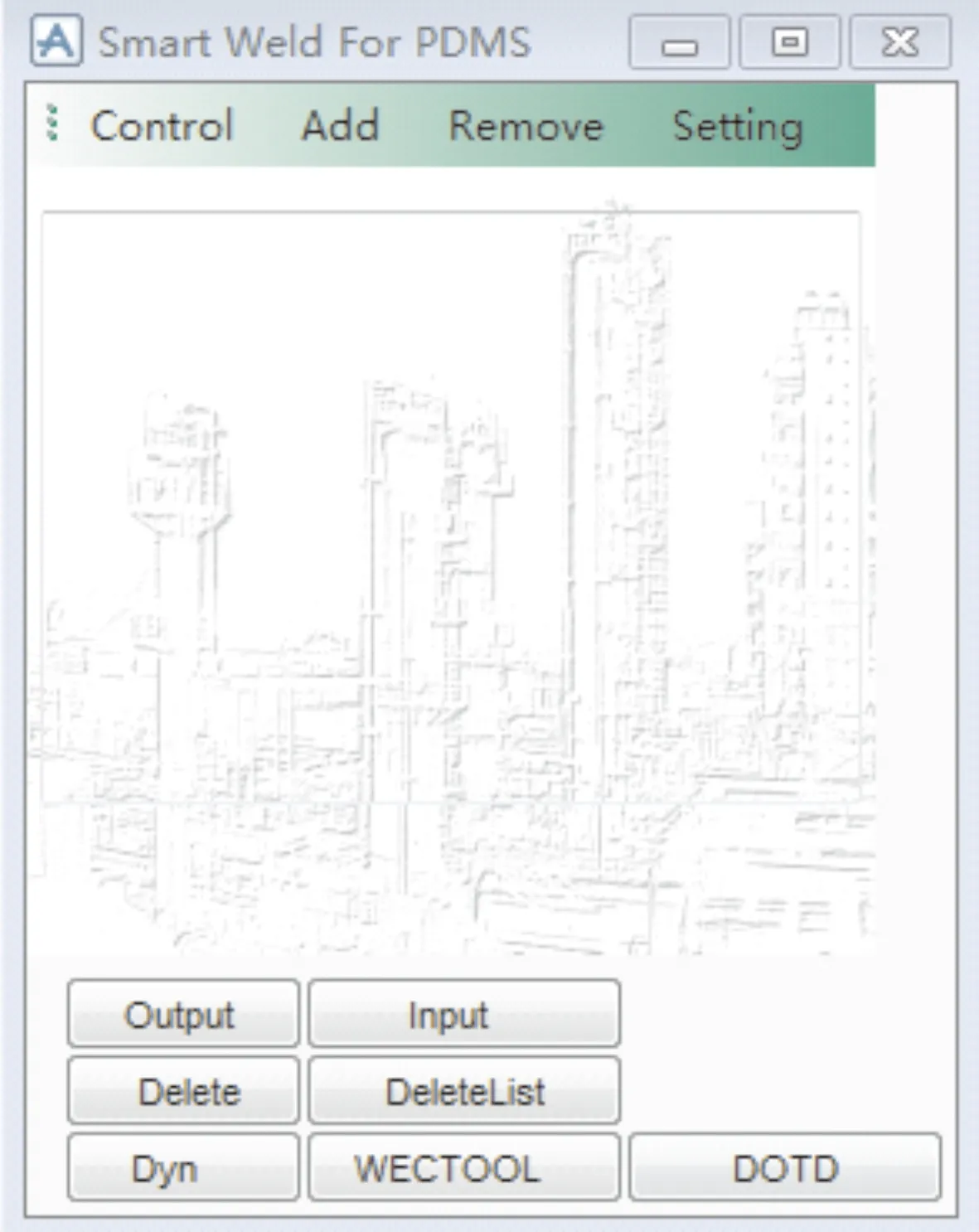
图7 软件主界面
通过ADD、REMOVE按钮添加需要设置焊缝的管道,点击CONTROL/CREATE开始添加焊缝。图8为软件正在为管道添加焊缝时的进度显示,通常需要40 min左右完成一个中等装置的管道焊缝添加工作。
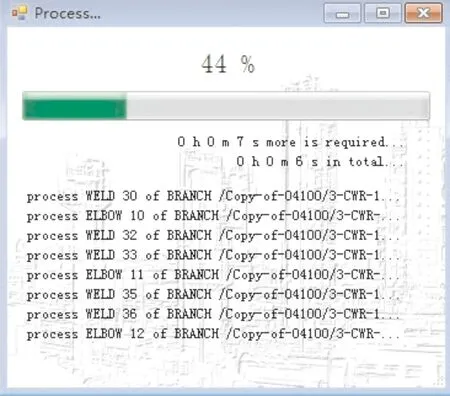
图8 软件运行界面
通过操作,可以将某个层次下的所有焊点输出到EXCEL中,施工相关专业人员检查所有焊点,在表格里进行修改完成后,再将表格重新导入PDMS。
3 对智能划分软件生成数据的测试
焊缝添加完成后,可以标记所有焊缝信息,用于测试分析,以下图形是软件生成的焊缝标记图。
3.1 几种工况管道焊缝标记图
图9中,20、21、23、24号焊缝穿过楼板管道增加焊缝,设置为安装口,图中F.W表示现场安装口,S.W表示预制焊接口。
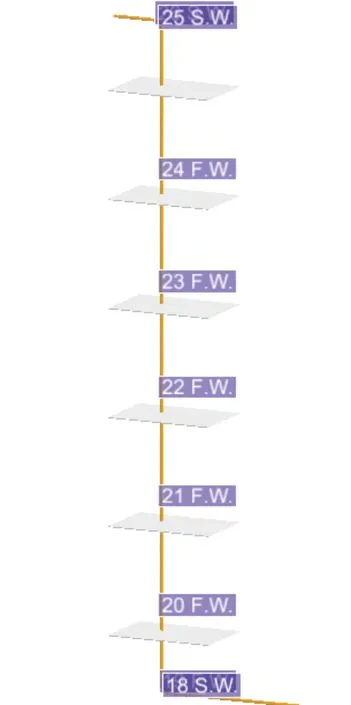
图9 穿楼板管道焊缝标记图
图10中,15、23、33、37号焊缝位于不同平面管道,设置为安装口。
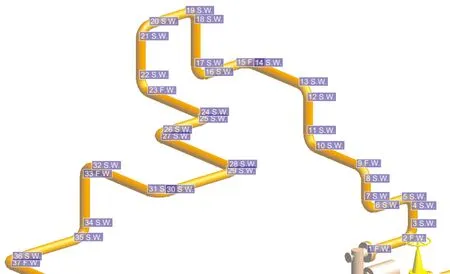
图10 跨平面管道焊缝标记图
图11中,11、12、13 号焊缝为长管道焊缝,设置为安装口。

图11 长管道焊缝标记图
3.2 添加焊缝管道空视图示例
带焊缝信息管道空视图(局部)见图12。
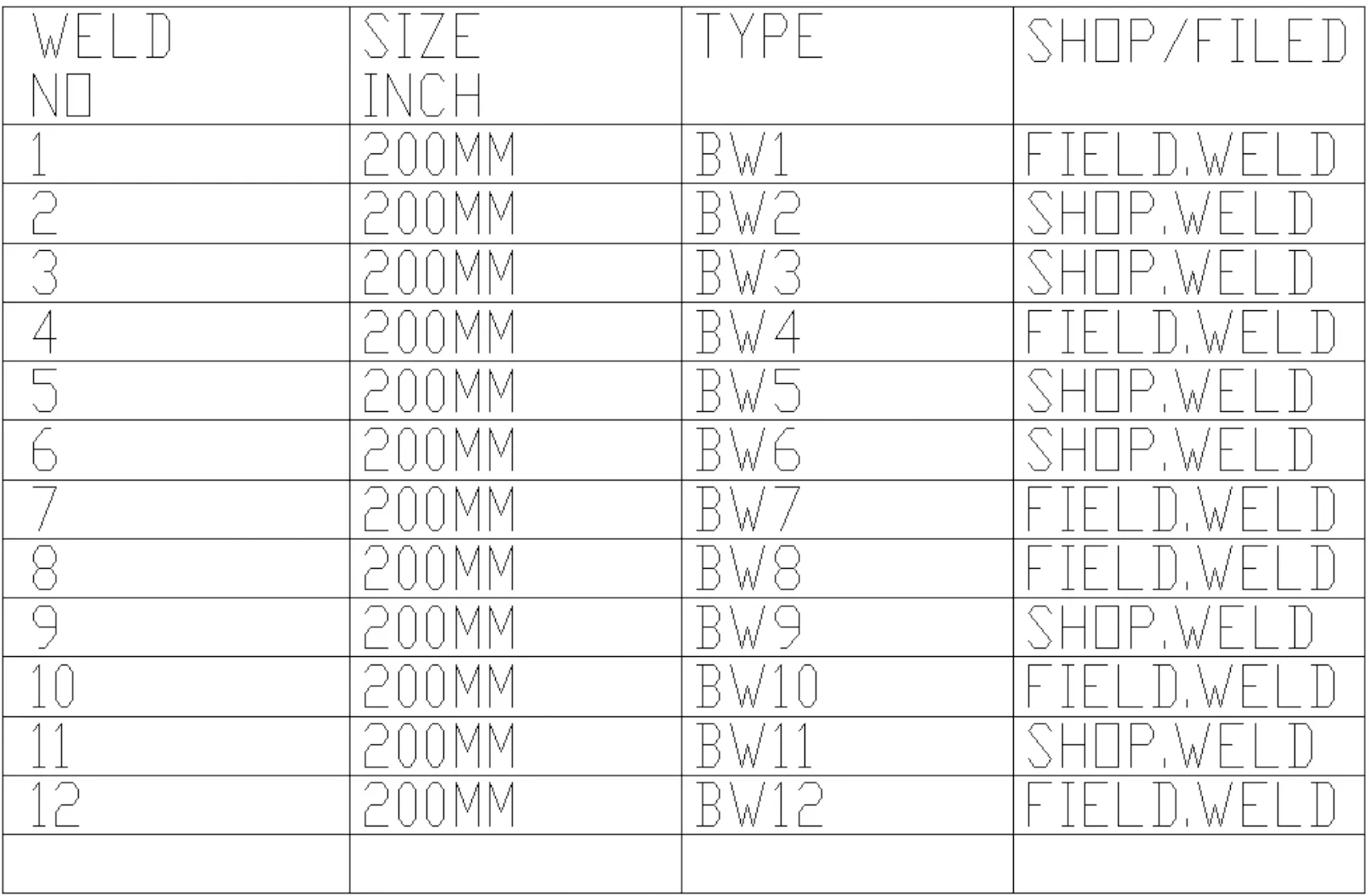
图12 带焊缝信息管道空视图(局部)
3.3 实际预制焊缝数据与软件生成数据比对
该装置现场实际预制焊缝数据统计见表3。软件生成预制焊缝数据统计见表4。

表3 现场实际焊缝数据统计表
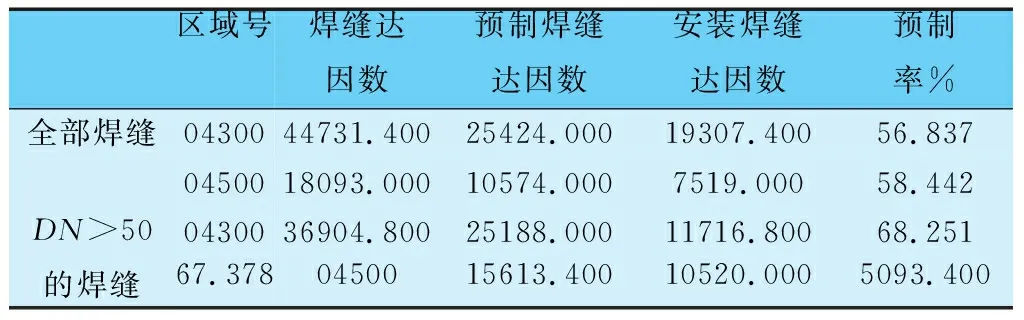
表4 软件生成焊缝数据统计
对比两个表格,有一定的差异性,造成这些差异的原因主要有三方面:一是软件采用的划分原则不尽全面;二是现场人员判断和统计焊点存在一定的失误;三是焊缝的类型判断从某种意义上说并没有绝对的对错,只有合理性差异。
4 有关预制材料和安装材料的分析
通过管件的焊缝信息,可以将管件区分为预制材料和现场安装材料,将预制材料和现场安装材料单独列出,导入材料管理系统,用于材料请购和催交;同时,将导出的材料输入到PCMS(Piping Construction Manage System)中,用于后期管道预制和安装工作的开展,真正实现管道材料从设计、采购到施工的精细化管理。
5 结语
经过该软件的开发,能够在设计阶段将空视图中的焊接口标注为预制口和安装口,为后期管道施工预制工作的开展创造好条件,减少了施工技术人员手工统计预制口和安装口的工作量,提高了工效;并对空视图中的材料标注了预制材料和安装材料,能够有效对EPC项目的管道材料实现精细化管理,保证现场施工的有序开展。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
昆钢科技(2021年4期)2021-11-06
北京工业大学学报(2021年9期)2021-09-14
建材发展导向(2021年6期)2021-06-09
汽车工程(2021年3期)2021-04-14
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
汽车工程(2019年2期)2019-03-11
非公有制企业党建(2017年10期)2017-11-03
现代兵器(2017年4期)2017-06-02
现代兵器(2017年4期)2017-06-02