
粗牙螺纹接头环氧管道的研发
2020-08-04 09:52徐建英张宗伟南洋
科学导报·学术 2020年35期
徐建英 张宗伟 南洋

摘 要:本文通过大口径缠绕环氧玻璃钢管道所用模具的设计、生产工艺的选择,水压试验等问题讨论研究,最终完成大口径环氧管道粗牙螺纹的研发。
关键词:粗牙螺纹;环氧玻璃钢管道
高压力环氧管道的接头型式一般为螺纹连接,由于管道的使用压力大,细牙螺纹很难满足使用要求,所以选用安全系数较高的粗牙螺纹,因粗牙螺纹常用于一般的零件联接,且适宜较大的受力环境,其强度较细牙螺纹大,且抗疲劳性能强,细牙螺纹环氧玻璃钢管道的接头连接及密封性能与螺纹有着直接的联系,所以研究粗牙螺纹环氧玻璃钢管道有着非常重要的意义。
目前稍大口径环氧管道的螺纹接头基本是按API 5B 8扣细牙螺纹标准进行设计的,因管道口径大,重量大,且螺牙较细,牙数较多,上扣较困难,给安装造成了一定的难度。为了降低该环氧管道的安装难度,需要对螺纹接头进行设计,将细牙螺纹改为粗牙螺纹。为了提高管道的密封性能及耐压强度,可以在阳螺纹尾部增加单橡胶圈。经过改进后的螺纹接头,可以拓展我公司大口径环氧管道的应用市场。
1、研究工作方法:
本项目主要进行环氧管道粗牙螺纹接头设计,研究步骤如下:
1.1设计产品图纸
1.1.1管道阴螺纹和阳螺纹的螺距、齿高、锥度、螺纹角度、螺纹长度等的确定。这些参数需根据管道的设计压力,以及管道的实际安装需求,不可将螺距设定得过小,以免造成安装困难。
1.1.2阴阳螺纹大端齿顶直径的确定。在设计该直径时,需考虑到螺纹锥度,管道壁厚等参数以满足阴阳螺纹的连接及设计强度要求。
1.1.3阳螺纹尾部凹槽的位置及尺寸确定。凹槽的位置需放在阳螺纹的末端,且距离适中,通过设计凹槽的尺寸来提高管道的密封性能。
1.1.4橡胶圈的形状及尺寸确定。橡胶圈的尺寸要与凹槽的尺寸相匹配,并且要满足一定的压缩率及填充率要求,以保证管道的密封性能。
1.2设计模具图纸
首先在材质选择上,需选择质轻,耐温性能好,不易变形,且易加工的材质。另外在进行模具设计时,要充分考虑到模具的加工精度、脱模难易程度等因素。
模具表面要求平整光洁,且在100℃-140℃放热峰情况下不能变形,表面不能出现收缩痕迹、裂纹、不平等现象。分模模具连接处不能错位,定位设计合理、脱模容易、操作简单。
1.3采购模具及胶圈
1.4样品制作
原辅材料的选择及配方设计对于管件设计起着重要的作用。确定各种原辅材料如环氧树脂、玻璃纤维缠绕纱、三轴纤维布、固化剂、促进剂和其它辅助材料的性能指标和检测、控制手段和方法,为产品的高性能、高质量提供保障。通过改变原辅材料之间的配比和添加一些有利的添加剂,经过不断的试验比对,最终确定最佳原材料配方。
1.5样品安装及检验
2、具体设计
2.1首先我们把规格定为DN300-5.5MPa的酸酐类环氧管道,牙数为2扣,螺距12.7mm,齿高2.08mm,锥度1/16,螺纹角度60°,螺纹长度根据公式L=P*ID*Sf/(4τ)可得出最小螺纹长度。
螺纹长度公式:L=P*ID*Sf/(4τ)
其中P:压力等级,MPa;
ID:管件内径,mm;
Sf:安全系数,取3;
τ:粘接面极限剪切强度,取7Mpa。
阴阳螺纹大端齿顶直径则根据螺纹锥度、螺纹长度、管道外径来确定。
阳螺纹尾部再伸长45mm的直段,将凹槽置于该直段的中心部位,凹槽的宽度、深度及胶圈的尺寸、阴阳螺纹之间的间隙是相互关联的,一般橡胶圈压缩率控制在30%~50%之间,充盈度控制在85%~110%就可以了。通过计算,我们设计凹槽宽度10mm,中心槽深3.3mm,胶圈截面形状为矩形,矩形宽度9mm,高度5mm,环向内径281mm,材质选三元乙丙。
通过设计,产品图纸如下图1所示:
2.2根据产品图纸,可以加工阴、阳螺纹的模具了,模具管身与8扣螺纹管道并无差别,主要是端部螺纹的差别,模具粗糙度控制在0.8。
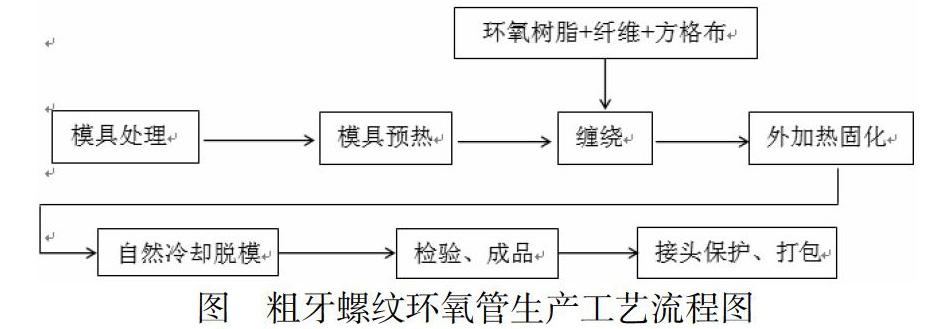
粗牙螺纹环氧管生产工艺流程:
2.3样品制作时与8扣螺纹基本一样,唯一需要注意的是阴螺纹的制作,因为阴螺纹螺距12.7mm,较8扣大的多,所以通过采用环氧树脂胶泥加少数根玻璃纤维缠绕纱配合缠绕而成,在一定的固化温度和时间下完成固化、脱模。
2.4制作完成后,安装阴阳螺纹,在安装过程中我们发现,粗牙螺纹比细牙螺纹安装所需要的时间要短的多。安装后,需对管道进行水压试验,试验过程如下所示:
①将矩形胶圈套在凹槽处,在每根管道的两端螺纹处涂上螺纹密封膏,将两根管道的阴阳螺纹连接,并将两头打压帽拧紧。
②充水,排气。完成之后,开动水压试验机。
③慢慢升压至5.4MPa,管体及螺纹没有发现渗漏。
继续升压至8.2MPa(设计压力5.5MPa的1.5倍),保压2分钟,管体及螺纹没有发现渗漏和响声。
继续升压至9MPa,观察管体及螺纹,没有发现渗漏和响声。
继续升压至10MPa,观察管体及螺纹,没有发现渗漏和响声。
继续升压至11MPa,观察管体及螺纹,没有发现渗漏,但有响声。
由于考虑到该管道接头已达到设计要求,并考虑到安全性,所以没有继续进行更高压力的水压测试。
综述
通过相应试验(厂内静水压实验和爆破实验),最终研发出研发出8扣(2-12〃)和10扣(1.5〃)粗牙螺纹玻璃钢管道,牙型角为60°,以及每种规格的管道及管件所需要的带粗牙螺纹模具和阳螺纹所需环模,以及管件例如弯头、三通、管箍等所用带螺纹模具,并予以系列化。
粗牙螺纹接头环氧管道的研发,将可以大大缩短管线安装时间,减轻现场安装强度,减少了对机械的依赖度,提高了安装施工效率,有着十分明显的市场竞争优势。
参考文献
[1] 高瓏,魏军,卞海斌等.石油天然气工业用高压玻璃钢油管[J].石油科技论坛,2016,S1:047.
[2] 张文博.高压玻璃钢管道内固化控制及工艺优化[J].2011,10.d.y2012805.
[3] 高巨龙等.日益发展的高压大口径GRP管道[J].纤维复合材料,1987,04:29-34.
[4] 等.环氧玻璃钢管及应用[J].纤维复合材料,1986,03:49-53.
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学导报·科学工程与电力(2019年2期)2019-08-13
中国建筑金属结构(2019年4期)2019-05-15
哈尔滨理工大学学报(2018年6期)2018-02-13
小学教学研究·新小读者(2017年7期)2017-07-29
科技创新与应用(2017年9期)2017-04-26
中国高新技术企业(2016年5期)2016-05-14
中国高新技术企业(2016年5期)2016-05-14
建筑工程技术与设计(2015年29期)2015-10-21
学苑创造·A版(2014年1期)2014-04-09
