基于PLC+HMI的桌面型雕铣系统设计与开发
2020-08-03 06:54李敏胡彬铤王慧
价值工程 2020年21期
关键词:设计与开发
李敏 胡彬铤 王慧


摘要:针对通过数控铣床存在的功能单一、系统开放性差、数据管理困难等问题,研究基于PLC+HMI的协同控制策略,构建基于PLC+HMI集成的桌面型数控雕铣系统方案,探讨基于PLC平台的二轴联动插补运动控制策略,开发基于HMI平台的人机交互界面,进而通过软硬件集成开发基于PLC+HMI的桌面型雕铣系统。
Abstract: In view of the problems of single function, poor system openness and data management difficulties existing in CNC milling machine, the collaborative control strategy based on PLC+HMI is studied, the desktop CNC engraving and milling system scheme based on PLC+HMI integration is constructed, the two axis linkage interpolation motion control strategy based on PLC platform is discussed, and human-computer interaction interface based on HMI platform is developed, and then desktop engraving and milling system based on PLC+HMI is developed through software and hardware integration.
关键词:PLC+HMI;雕铣系统;设计与开发
Key words: PLC+HMI;engraving and milling system;design and development
中图分类号:TP273 文献标识码:A 文章编号:1006-4311(2020)21-0174-03
0 引言
数控雕铣机的诞生,弥补了加工中心加工小批量产品时成本高,而铣床、钻床等通用数控机床加工功能、对象单一等不足,在许多应用领域得到广泛应用,如模型制造业、烟草行业、电子行业等[1]。随着新型材料的不断发展,雕铣加工的材料种类日益繁多,数控雕铣机的应用领域也随之不断扩大[2]。
当前,国外数控机床以欧美、日本为代表,其发展重点是“高速、高精度、环保、智能化、复合化”[3]。国内针对开放式数控雕铣机控制系统的研究趋向于以IPC(Industrial Personal Computer,工控机)为基础,充分利用IPC的软硬件资源,并在硬件结构和软件开发环境的支持下,利用面向对象的方法,针对 CAD/CAM 系统生成的G、M指令代码,完成指令代码的解释与编译、预处理、插补处理及伺服控制,从而构建开放式、模块化硬件体系结构,包括IPC+运动控制器、IPC+系统总线等[4-6]。但该体系结构存在系统软硬件体系相对复杂,开发难度大,且PC端实时响应速度较低等不足。
PLC(Programmable Logic Controller,可编程逻辑控制器)是一种集成计算机技术、自动控制技术和通信技术的工业装置控制器,具有可靠性高、灵活性强、操作性强等优点,不仅能实现工业环境中的数值计算、逻辑判断和运动控制等功能,而且能与其他工业装备进行组合拓展连接,从而完成多机协同控制[7]。HMI(Human Machine Interface,人机界面)是一种简洁、灵活、自然的人机对话设备,能够便捷地与PLC进行通信,以友好的交互界面显示读取的PLC数据,并根据交互结果将数据发送到PLC中,调用PLC完成用户指令[8]。构建基于PLC+HMI的桌面型雕铣系统体系结构,不仅具有可靠性高、实时性好的优点,而且具有开发难度较小、效率高、结构紧凑、交互友好的优点。然而,现有针对基于PLC+HMI的桌面型雕铣系统的研究依然甚少[9]。因此,充分利用PLC强大的逻辑计算能力、插补运动能力和HMI友好的人机交互能力,开发一种基于PLC+HMI的数控雕铣系统,具有重要理论与现实意义。
1 系统方案
基于PLC+HMI的数控雕铣系统系统架构如图1所示。该架构包括3层,分别是硬件控制层、数据管理层和人机界面层,数据信息在3层之间传递。硬件控制层实现根据现有数据驱动PLC完成相应的操作。数据管理层不仅实现组织、管理HMI交互等到的指令信息以及PLC返回的坐标、工作状态等信息,同时实现根据获取的信息进行运算处理后以指令的形式发送到硬件控制层驱动PLC进行工作。人机界面层包括界面框架、曲線获取、曲线加工、系统参数等3个基本模块,提供良好的人机界面,通过HMI实现人机交互。
基于上述系统架构,构建基于PLC+HMI的数控雕铣系统工作流程如图2所示。具体流程如下:
①软件初始化和硬件初始化。硬件上电并执行PLC底层驱动软件和HMI的人机交互程序,显示人机界面。运行时,底层驱动软件和人机交互程序分别通过指令对PLC和HMI进行工作状态初始化。
②工作参数设定。通过HMI界面中的参数设置模块交互,设定系统工作参数,包括快速点定位模式运动参数、插补模式运动运动参数等。
③加工数据获取。通过HMI界面中的曲线获取模块交互,获取加工数据。加工数据的获取方式包括交互编程和导入外部数据等2种方式。交互编程方式可以直接通过HMI定义由直线、圆弧组成的简单加工曲线。导入外部数据方式可以导入第三方工具软件生成dxf格式数据,能够绘制复杂的加工曲线。
④雕铣加工。加工数据获取后,通过HMI中的曲线加工模块可以实现对加工数据进行雕铣加工。加工前,先设定加工起点和主轴转速、切深、循环次数等加工参数后,即可对。加工过程中,PLC实时监控系统工作状态并将状态参数反馈给HMI以实时显示。当系统工作异常时,PLC将自动停止加工,以避免出现安全事故。(图2)
2 硬件方案设计
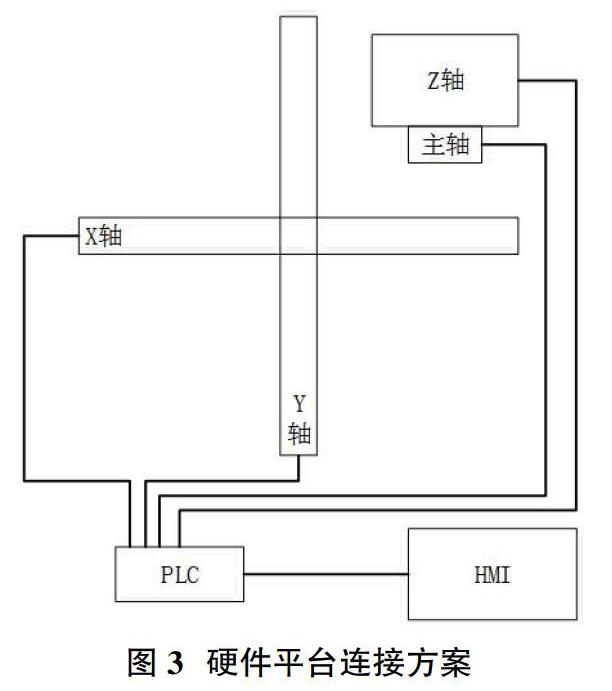
基于PLC+HMI的数控雕铣系统硬件包括PLC主体、HMI主体、X轴总成、Y轴总成、Z轴总成、主轴总成及整机机械本体与附件组成等,硬件平台连接方案如图3所示。HMI作为上位机,负责人机对话,并与PLC进行通信。PLC作为下位机,驱动X轴、Y轴、Z轴和主轴执行HMI交互得到的工作任务。
PLC各个引脚定义如图4所示。X0-X6引脚分别用于读取手轮的A+、B+、X轴轴选、Y轴轴选、Z轴轴选、X10倍率、X100倍率信号。X11-X13引脚分别用于读取X轴、Y轴、Z轴的正限位信号,X10引脚用于读取急停输入信号。Y0-Y2引脚分别用于输出X轴、Y轴、Z轴的正向脉冲信号。Y3引脚用于输出主轴电机的PWM波。Y4-Y6引脚分别用于输出X轴、Y轴、Z轴的正向方向信号。
基于上述方案,采用模块式拼接法,搭建基于PLC+HMI的数控雕铣系统硬件实物平台如图5所示。
3 人机界面设计
HMI中人机界面采用模块化的编程思想,基于HMI提供的图形化开发环境开发。利用开发环境提供的界面素材进行开发,具有界面简洁、开发工作量低、效率高的优点。根据系统的架构设计,首先构建了系统界面框架,并在界面框架的基础上开发了曲线获取、曲线加工、参数设置等3个模块。如图6所示为曲线加工模块界面。其中,界面框架将界面分成3个区域,包括顶部的标题区域,底部的控制按钮区域和中间的界面显示区域。顶部的标题区域右侧提供了“曲线导入”按钮,便于快速导入外部曲线数据。底部的控制按钮区域提供了“曲线获取”、“曲线加工”、“系统参数”和“系统复位”按钮。任何时刻,点击“曲线获取”、“曲线加工”、“系统参数”按钮均可快速进入相应模块。点击“系统复位”按钮可以快速进行系统复位。需要注意的是,当系统从异常中恢复以后,必须点击“系统复位”按钮进行系统复位后,方可进行下一步操作。
4 小结
①研究了PLC运动控制调用机制和PLC与HMI之间的通讯机制,构建了基于PLC+HMI的桌面型数控雕铣控制系统方案,探讨了系统工作流程。
②搭建了基于PLC+HMI的桌面型数控雕铣系统硬件平台,定义了PLC引脚功能,搭建了基于PLC+HMI的桌面型数控雕铣系统实物平台。
③探讨了HMI中的绘图机制,设计友好的人机界面交互程序,实现图形绘制、系统控制等功能,并研究HMI的数据接口及外部加工曲线导入机制。
④研究HMI与PLC的协同控制,通过系统的软硬件联调测试验证系统功能的可行性和有效性。
参考文献:
[1]钟清,廖琼章,韦韩.基于机器人控制的宝元系统数控雕铣机自动化改造设计[J].装备制造技术,2019(06):147-151.
[2]翁芸娴,张陈陈.基于ArtCAM的數控雕铣机加工浮雕零件研究[J].电子制作,2018(14):84-86.
[3]赵晓丽,陈丙伟.数控机床的现状及发展趋势[J].河北农机, 2017(12):62-63.
[4]杨进民.基于PC的高精度三维数控雕铣机[J].工具技术,2012,46(03):53-54.
[5]谭肖.基于 GT400-SG 运动控制卡的数控实验平台系统的研究[J].机械工程与自动化,2014,19(2):154-156.
[6]袁红兵,谭鑫,赵动动.基于PC和运动控制卡的数控雕铣教学实验系统开发[J].机床与液压,2015,43(19):155-158.
[7]许懿.工业自动化控制领域中PLC的应用及发展[J].通讯世界,2017(23):352-353.
[8]吴文通,谢世坤,周国袖.基于HMI和PLC的步进电机控制系统设计[J].井冈山大学学报(自然科学版),2019,40(06):59-62.
[9]李方.基于PLC的教学型雕铣机的设计与研究[J].机械工程师,2013(05):132-134.
猜你喜欢
文理导航(2016年32期)2016-12-19
中国教育信息化·基础教育(2016年3期)2016-06-07