大功率LED器件与散热器的金属化焊接研究
2020-07-27 08:33杜元宝张耀华刘永福
照明工程学报 2020年3期
杜元宝,张耀华,柯 强 ,刘永福
(1.宁波升谱光电股份有限公司,中国科学院宁波材料技术与工程研究所,浙江 宁波 315000;2.中国科学院大学, 北京 100049)
引言
对LED器件而言,LED芯片散热主要与器件的封装结构和工艺有关;对LED灯具而言,灯具的散热主要与LED器件和灯具散热结构设计及导热硅脂有关[1-14]。LED芯片所产生的热量,最后主要通过灯具的散热器散到空气中去。这些热量要从芯片传到外部空气,需要经过很多层的散热通道,具体来说,热量从LED芯片内部出来后,先经过固晶胶到铝基板的PCB,再通过导热硅脂才到灯具散热器,最后由散热器导入空气中。LED器件都有一定的正常工作温度要求,包括环境温度和工作温度,LED器件正常工作的环境温度一般要低于80 ℃,当内部芯片的PN结温度过高时,就会失效。因此,如何将LED器件产生的热量及时传导到灯具的散热器,及时降低LED器件内部芯片的结温十分重要。
目前主要是采用导热硅脂将LED器件与灯具的散热器进行连接,导热硅脂的导热系数为1~8 W·m-1·K-1,导热能力十分有限。如果靠压片来固定导热硅脂,有时还会出现压不牢的风险。本文尝试将一种LED器件与灯具散热器的金属化焊接方式,即一种传统的钎焊技术,用来解决LED器件的热传导问题。目前采用的热传导材料主要是导热硅脂,其内部填充金属颗粒,由于有树脂溶剂,金属颗填充粒密度有限,限制了导热能力和耐高温性能。本文尝试用锡膏取代导热硅脂或导热垫片,主要研究这种金属化焊接方式的导热性能及其对LED器件光电参数的影响。
1 金属化焊接研究方案
金属化焊接研究方案如表1所示。首先,制备LED光源器件,采用正装17 mil×34 mil 蓝光LED芯片,波长为455~457 nm,芯片电压为3~3.1 V,功率PO大于190 mW,基板采用30 mm×25 mm镜面铝基板,电路结构8并12串,色温为3 000 K,显色指数Ra大于80,光源发光面直径为19 mm。然后,将LED器件基板底部采用电化学法进行镀镍处理,镜面铝基板底部是1070纯铝。由于纯铝无法和锡膏进行焊接,因此需要在基板底部进行镀镍处理,镍层厚度控制在200 nm左右;实验方案有两种,如图1所示,一种是先将底部经过处理的LED器件通过导热硅脂(2 W)与散热器相连并用M4螺丝固定;另一种是通过高温锡膏过回流焊的方式进行金属化的焊接将LED器件与散热器相连,散热器的大小为15 cm×15 cm×4 cm大小的铝散热器。将贴好的LED器件与散热器一起进行初始光电参数测试,输入电流为270 mA、400 mA、540 mA、710 mA,功率分别为10 W、15 W、20 W、25 W。最后,将测试温度探头与LED器件TS点相连,在环境温度为25 ℃条件下,持续点亮1 min、3 min、5 min、11 min直到1 h,记录TS点温度的变化,待温度稳定后,继续保持25 W功率,持续老化3 000 h后,记录25 W时两种方案的光通量及色坐标的数据。

表1 金属化焊接研究方案Table 1 Research scheme of metallization connection

图1 金属化焊接和导热硅脂方案Fig.1 Metallization welding and thermal conductive silicone grease
2 实验结果分析
2.1 两种工艺负极焊盘Ts点温升分析
实验对两种工艺的光源器件分别输入270 mA、400 mA、540 mA、710 mA,功率分别为10 W、15 W、20 W、25 W,分别测试两种工艺产品点亮后1 h的温升情况以及稳态后持续老化3 000 h的参数衰减情况。
由图2可以看出,两种工艺在前5 min,TS点的温度都是同步持续升高且数值基本一致;5 min以后,温升继续同步升高,但升温速率开始拉开距离,TS点温度继续平稳增加,1 h后趋于稳定。稳定后,锡膏焊接的TS点温度低于导热硅脂的TS点温度,且随着功率的增加两种工艺的TS稳态时的温差也随之加大,如图3所示。

图2 不同功率条件下两种工艺器件的TS点温升情况Fig.2 TS point temperature rise of the two process devices with various power
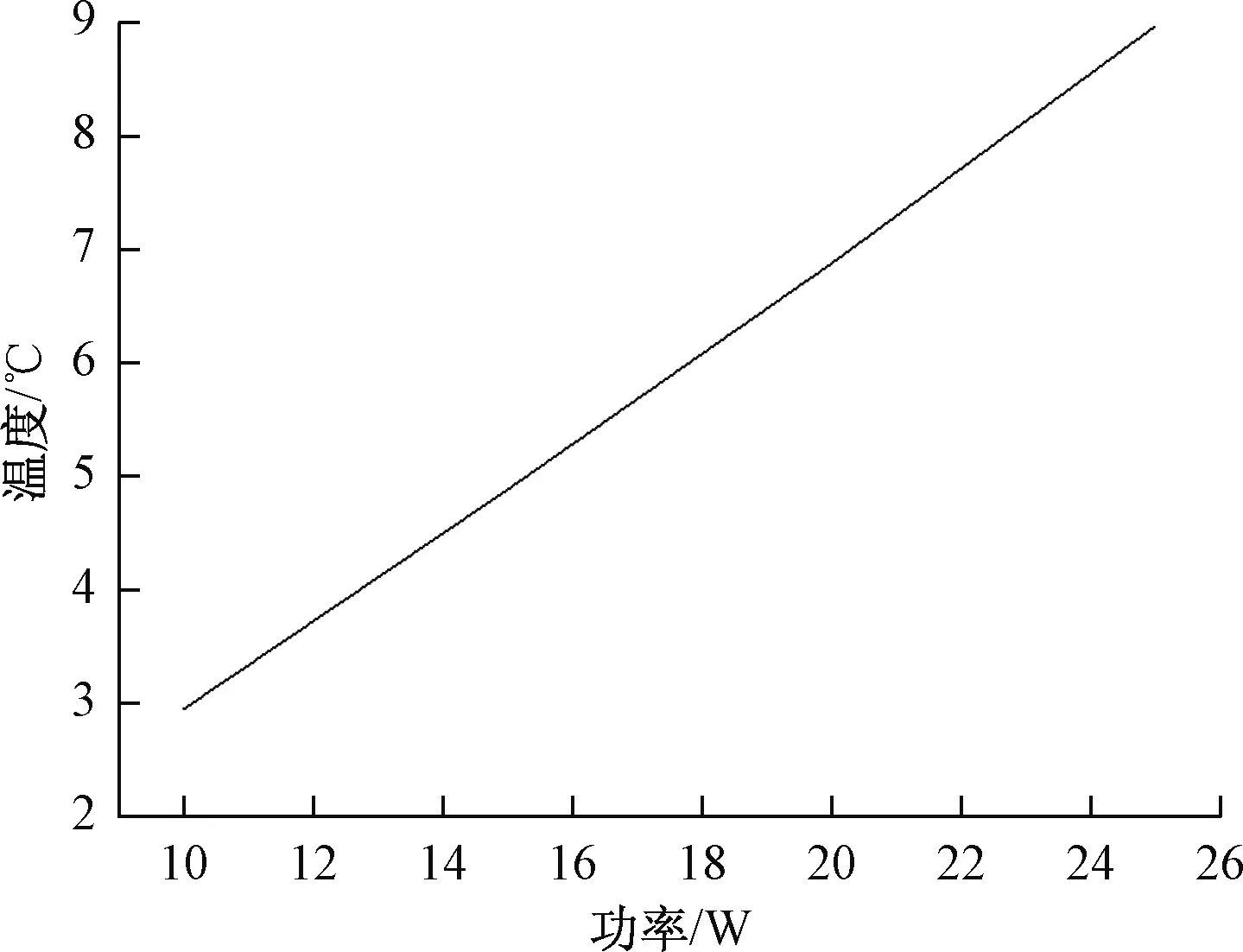
图3 两种工艺器件功率和TS点温差的关系Fig.3 The relationship between the power of two process devices and TS point temperature difference
可靠性方面,将色温为3 000 K、Ra大于80的两种工艺产品在85 ℃环境温度条件下进行老化测试,功率为25 W,老化时间3 000 h。两种工艺产品的光通量衰减情况和色坐标衰减情况如图4所示。
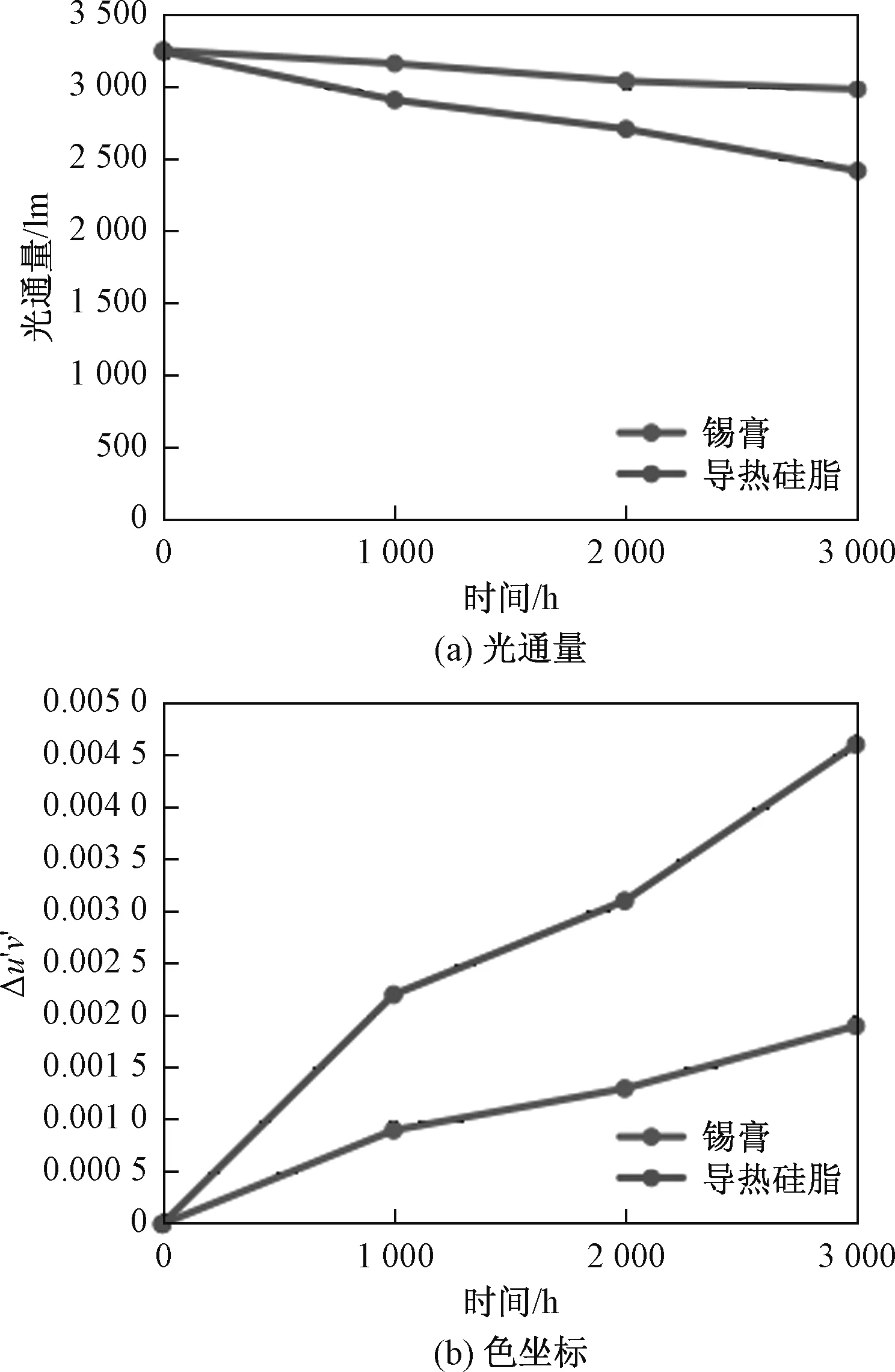
图4 两种工艺产品的光通量衰减情况、色坐标衰减情况Fig.4 The flux attenuation and the color coordinate decay of two process devices
2.2 两种工艺的机理分析
为了有效传导LED芯片产生的热量,除光源自身热阻要低外,光源及散热器之间的热阻至关重要。研究表明,两个接触面积的实际接触面积仅为名义接触面积的0.01%~0.1%,即便施加一个10 MPa的垂直接触压力,实际接触面积也只能提高至名义接触面积的1%~2%。这主要是因为两种接触面之间存在很多凹凸不平的空隙,这些空隙原则上仅为导热系数为0.026 W·m-1·K-1的空气填充,为了将空气排出,目前主流的做法是填充一种导热硅脂,以降低界面热阻,如图5(a)所示。导热硅脂的导热系数介于1~8 W·m-1·K-1之间,其导热能力十分有限,这成为制约大功率LED器件应用的主要技术瓶颈。金属化焊接界面层是金属,锡膏的导热系数高达60 W·m-1·K-1以上,导热十分迅速,理论上如果散热器足够大,可以在很短时间之内导走热量,如图5(b)所示。因此,这两种工艺接触处热量的实际传导速率不同,在相同的散热器下,最终TS点的温升差会随着LED光源功率的增加而增大。
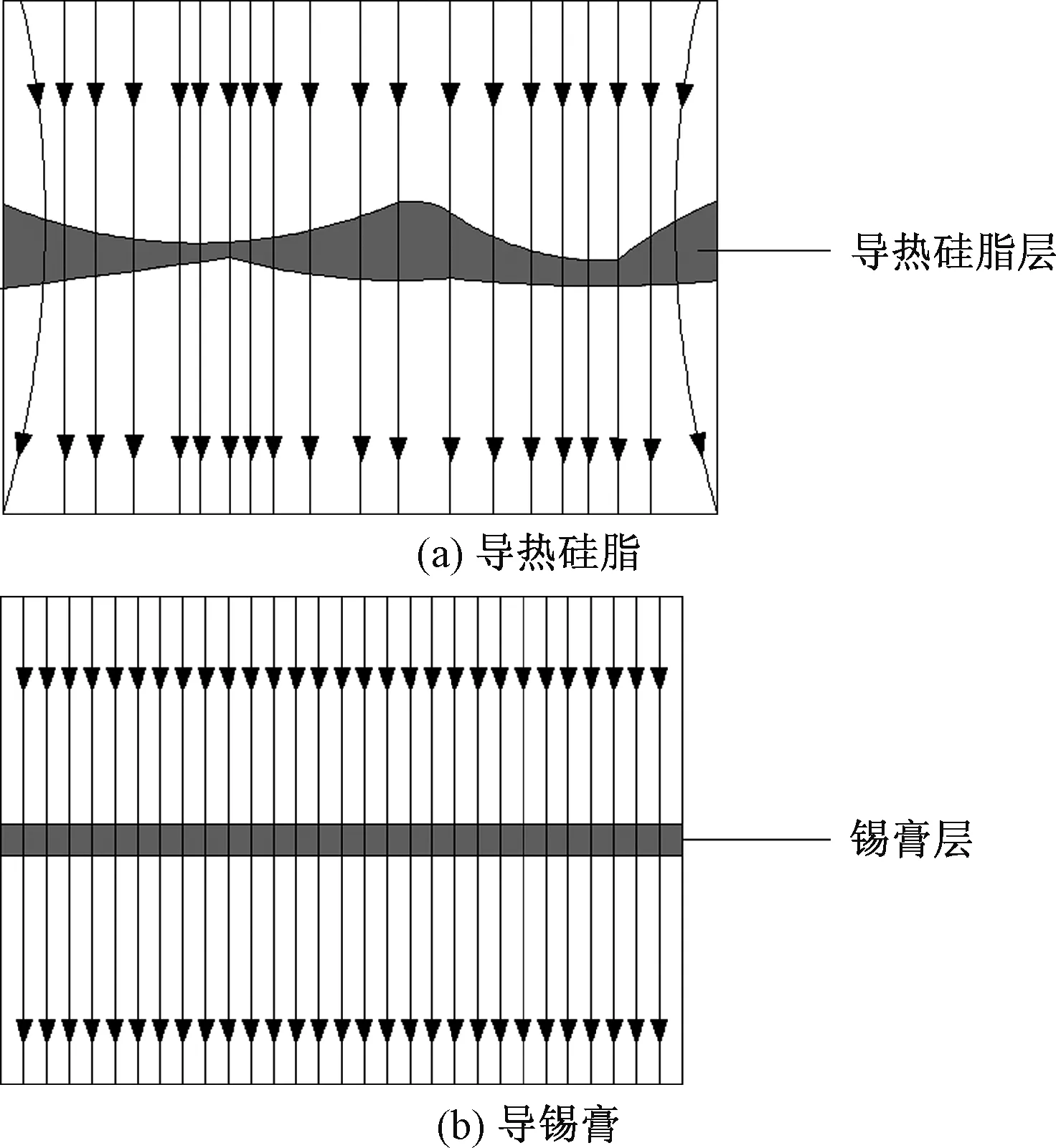
图5 导热硅脂界面层和锡膏界面层的热传导Fig.5 Thermal conductivity of silicon grease interface layer and solder paste interface layer
3 结论
本文尝试使用锡膏取代导热硅脂或导热垫片并对这种金属化焊接工艺进行了研究。实验中将LED器件与灯具散热器通过锡膏进行连接,研究了LED光源器件不同功率下的温升情况及持续老化3 000 h的亮度衰减情况。实验发现,相比于用导热硅脂的连接,采用锡膏连接后,LED光源器件的TS温升速度变慢,持续老化3 000 h光衰变小,这表明金属化焊接可以有效地提高LED器件的可靠性和稳定性。
猜你喜欢
防爆电机(2022年4期)2022-08-17
防爆电机(2022年4期)2022-08-17
煤气与热力(2022年4期)2022-05-23
防爆电机(2022年1期)2022-02-16
汽车维修技师(2019年7期)2020-01-16
电子制作(2018年2期)2018-04-18
电子技术与软件工程(2018年3期)2018-03-22
有色金属材料与工程(2017年2期)2017-05-31
汽车零部件(2014年11期)2014-09-18
山东工业技术(2014年22期)2014-07-09