石英纤维增强聚酰亚胺复合材料超低温铣削实验
2020-07-24 03:44刘春先王保林
宇航材料工艺 2020年3期
侯 博 谢 浔 崔 超 刘春先 王保林
(航天材料及工艺研究所,北京 100076)
0 引言
石英纤维增强聚酰亚胺复合材料以其机械性能优良、耐高温、物理和化学性能稳定等优点,已被广泛应用在航空航天、国防军工、电子和微电子等领域[1-2]。随着石英纤维增强聚酰亚胺复合材料需求量的不断增大,针对该类材料的加工要求也越来越高,但由于该材料本身的结构和物理性质,采用传统机械加工方式存在较大问题[3]。例如:复合材料层间剪切强度和拉伸强度很低,且水溶性切削液易破坏复合材料性质,无法使用切削液进行加工冷却,导致加工中易出现分层、飞边、毛刺等现象,很大程度上影响了最终加工精度和刀具使用寿命;同时复合材料中的增强体具有较高的硬度、强度,进一步加剧了切削刀具的磨损等。这些问题严重制约了这种材料的发展。因此,对石英纤维增强聚酰亚胺复合材料进行高效率、高质量、高精度的加工,成为了国内外学者研究的热点和难点之一。
目前,这些研究主要集中在采用特种加工方法上,例如:激光加工、电火花加工等[4-6]。特种加工方法可以改善该复合材料加工性能,但是都具有一定的局限性,不适用于石英纤维增强聚酰亚胺复合材料。由于在实际加工中,传统机械加工依然占主导地位。因此,为了适应材料高精度加工要求,一些学者对现有加工工艺进行了创新。例如:采用以磨代钻、以磨代铣等[7-9]方法改变现有加工工艺方法和刀具样式,从而提高刀具耐用度及加工质量。由于石英纤维增强聚酰亚胺复合材料的加工一般采用干切削,加工时产生的切削热成为影响加工质量的关键因素。故少数学者为了突破加工中不能使用切削液的禁锢,选择对材料性能影响较小的液氮作为冷却材料,对复合材料超低温加工进行了研究。
相对于常规干切削,复合材料在超低温下具有不同的力学性能,导致其切削性能有很大变化。例如Wang Fengbiao 等[10]针对芳纶纤维增强复合材料进行了超低温加工的实验研究并优化了切削参数,通过与干切削对比发现,主切削力减小了约15%~20%;切削方式为脆性切削;起毛、烧蚀等缺陷得到了显著抑制,大幅提高了表面加工质量和加工完整性。Y.H.Zhang[11-12]等研究了聚酰亚胺/二氧化硅混合膜超低温性能,发现低温(77 K)下复合材料的拉伸强度和模量明显高于室温。同时他们研究了聚酰亚胺-云母复合薄膜,发现当云母含量低于10%时,混合膜的强度和刚度可以同时增加,而在低温(77 K)下,混合膜的拉伸强度和模量也明显高于室温。Tschegg[13]发现,当温度降至77 K 时,聚酰亚胺的拉伸强度和模量分别增加了40%和60%,但在更低的温度下没有进一步的变化。
本文针对石英纤维增强聚酰亚胺材料在常规切削加工中不易断屑、切削温度梯度高、毛边严重、加工质量差、效率低下等缺陷,并结合超低温冷却纤维增强复合材料加工特点,开展复合材料超低温铣削加工实验研究,并比较干铣削和超低温铣削下的铣削性能,探讨低温加工条件下,刀具耐用度、加工质量提高的原因。
1 实验
1.1 试样制备
实验材料为石英纤维增强聚酷亚胺复合材料,增强体采用QW220 石英纤维布,经向断裂强力2 320 N/25 mm,纬向断裂强力2 150 N/25 mm,基体采用KH370聚酰亚胺树脂,密度1.01 g/cm3。该材料的纤维层厚度为0.2 mm,纤维面密度(160±3)g/cm2,含胶量(44±4)%,铺层方向按[0°]方向铺层,试件大小为100 mm×50 mm×20 mm方块。
1.2 低温加工方法及实验装备机规划
低温加工方法即采用低温流体,如液氮、液态二氧化碳、低温切削液等使切削过程处于低温或超低温状态,带走加工时产生的切削热,从而改善材料可加工性,提高刀具使用寿命及表面质量的加工方法。目前常用的冷却方法包括:冷风喷射、低温流体喷射和浸液冷却三种[14]。由于液氮在常温环境下会迅速挥发,并带走大量热,故本次实验,以液氮作为低温流体,采用外喷式冷却方法冷却切削区域。低温液氮供给装置为北京天海工业公司DPL-175MP型自增压液氮罐,以DSP芯片为主控制器,建立液氮喷射控制系统,调节液氮喷射量,控制液氮喷口温度83 K。机床采用KVC850m三轴数控立铣床对材料进行切削实验,主轴最高转速8 000 r/min,工作台行程300 mm×300 mm×200 mm;铣刀采用涂层硬质合金铣刀,直径6 mm,逆铣加工。采用单因素法,切削参数如表1所示,其中n=1 000、3 000、5 000、7 000 r/min,f=0.07 mm/r,铣削宽度6 mm。
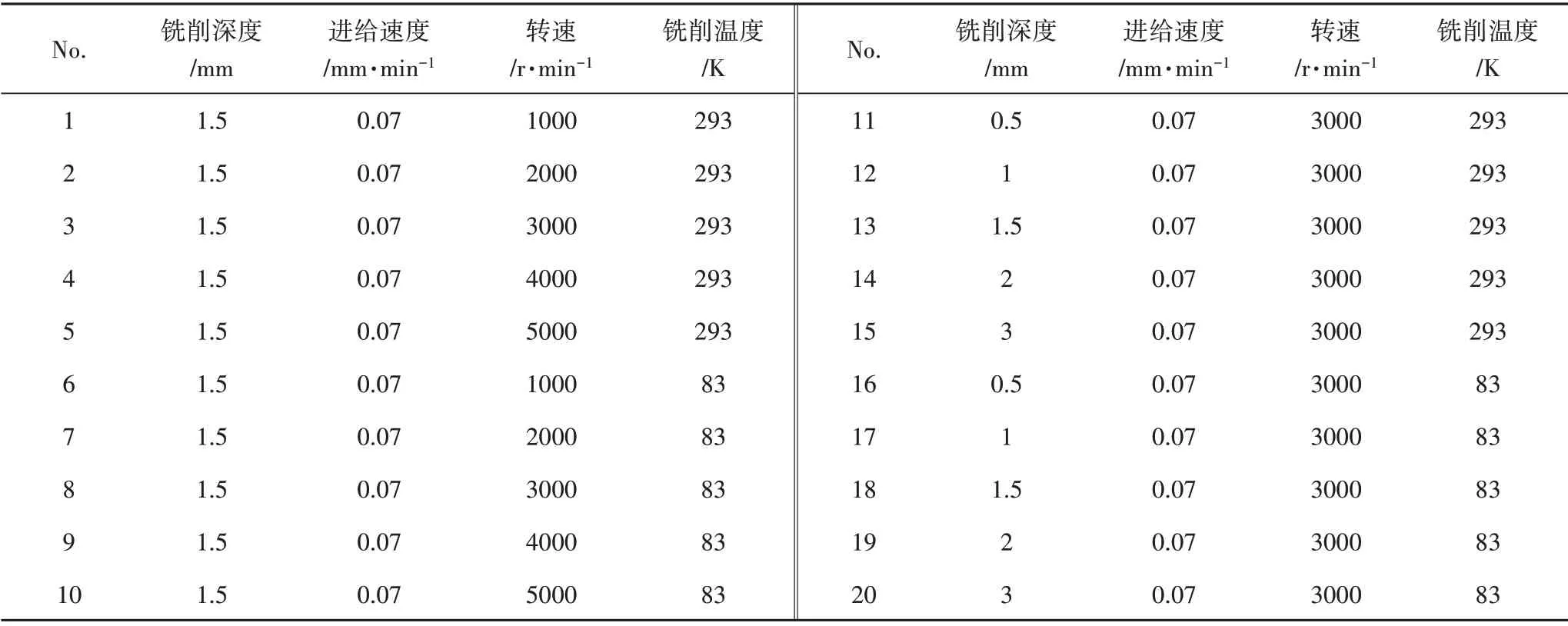
表1 切削参数Tab.1 Parameters of turning processing
1.3 分析设备
石英纤维增强聚酷亚胺复合材料表面形貌测量装置为VHX-600 型超大景深数码显微镜(分辨率:5 400 万像素);表面粗糙度测量装置为New view 5022 型3D 表面轮廓仪;切削力测量装置为Kisler 9257 B三相测力仪。
2 结果与讨论
2.1 表面形貌
在其他加工参数保持不变的情况下,研究了普通干铣削方式和低温铣削方式中主轴转速对表面形貌产生的影响。铣削速度从1 000 r/min 增加到5 000 r/min,普通干铣削后的表面形貌如图1所示,当主轴转速较低时,工件表面存在起毛现象,可推断石英纤维断屑方式为拉扯断裂,而未被刀刃有效切断[图1(a)];随转速的提高,纤维起毛未有效切断缺陷得到抑制,但仍能分辨出复合材料的铺层结构,表面光滑质量有所提高[图1(b)、(c)]。但在4 000 r/min 时可闻到烧焦的气味,切削表面有烧蚀现象出现[图1(d)中方框]。尤其在5 000 r/min 时,烧蚀点增加,烧蚀现象更加明显,如图1(e)中方框所示。
在低温铣削工况下,加工表面质量有很大改观,表面起毛现象较少,由此可见,纤维断裂方式由拉扯断裂转变为切削断裂[图2(a)~(c)]。进一步提高主轴转速后,切削表面变得更加光整,纤维的拉扯断裂现象得到了进一步抑制,如图2(d)和(e)所示;同时未在工件表面发现明显烧蚀点,即干切削下的烧蚀缺陷得到了有效抑制。

图1 干铣削表面形貌Fig.1 The surface morphology of traditional milling

图2 超低温铣削表面形貌Fig.2 The surface morphology of cryogenic cooling milling
2.2 表面粗糙度
主轴转速与表面粗糙度的关系见图3、图4。

图3 不同冷却条件下铣削速度对粗糙度的影响Fig.3 Influence of spindle speed on roughness
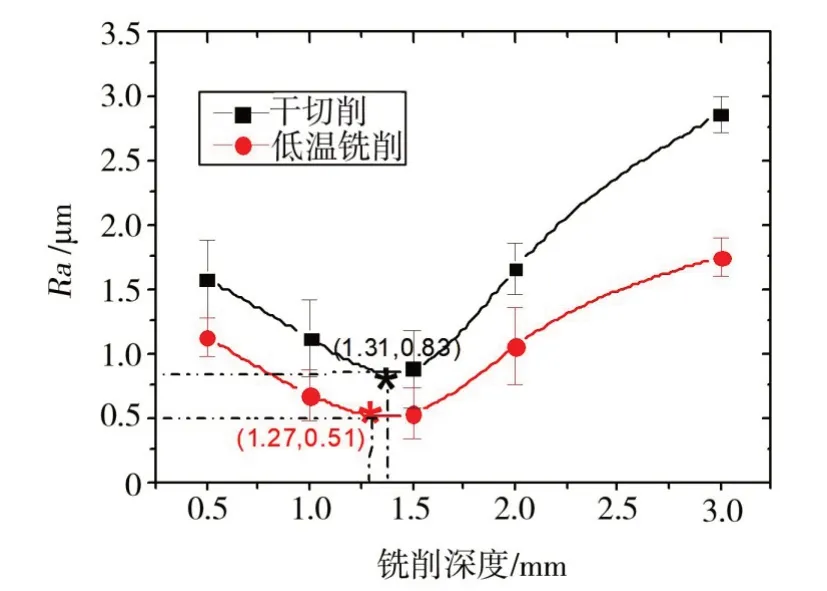
图4 不同冷却条件下铣削深度对粗糙度的影响Fig.4 Influence of cutting depth on roughness
普通干铣削时,随着主轴转速增大,表面粗糙度值减小,但高速时(5 000 r/min),表面粗糙度值反而增大,说明高速切削时温度相对较高,影响到了表面粗糙度变化趋势。而低温铣削时,即使在高速加工条件下,粗糙度均小于普通干铣削,这是由于在低温条件下,复合材料的变形与摩擦力较小,同时液氮可以渗透到切削区域,使切削温度得到了有效抑制,使表面质量得到了改善。
主轴转速3 000 r/min 时,表面粗糙度随切深的增加都呈先降低后增大趋势,这是由于铣削深度较小时,切削产生的切削力无法有效切断石英纤维,在切削过程中,出现了纤维避让刀具刃口现象;而随着铣削深度的增加,切削力增大,纤维被有效切断,起毛现象得到了抑制,因此表面粗糙度降低。但随着切削深度的进一步增大,所产生的切削热也相应增加,复合材料的变形与摩擦力变大,且当切削力等于或大于石英纤维层间结合力时时,加工点处将产生切断残留的毛边,导致表面粗糙度增大。铣削深度与表面粗糙度的关系如图4所示:在其他加工参数一致的前提下,铣削深度为1.27 mm(低温铣削)和1.31 mm(普通干铣削)时,工件表面粗糙度为最小值,分别为0.51和0.83µm(“*”点)。
2.3 刀具磨损
刀具磨损曲线如图5所示,普通干铣削和低温铣削加工时,涂层硬质合金刀具在三种不同切削速度下的磨损曲线变化趋势类似,可以看出,随着速度的增加,刀具寿命均明显降低。在切削速度为1 000 r/min时,刀具的磨损过程中有明显的平稳磨损阶段;当切削速度进一步提高(3 000,5 000 r/min),刀具的平均磨损量VB与切削时间近似呈成线性关系,无平稳磨损阶段。
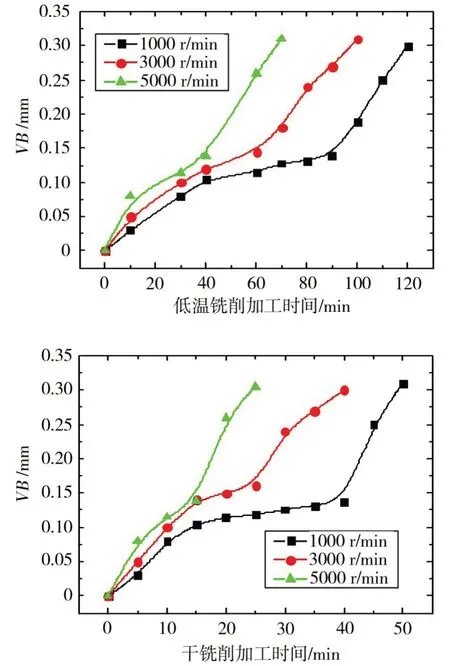
图5 刀具磨损行为Fig.5 Tool wear behavior
在切削速度为1 000 r/min 时,采用普通干铣削,在0~15 min 内,刀具处于初始磨损阶段,刀具磨损量随着加工时间的增加而快速增加,磨损量达到0.1 mm;在15~40 min 内,刀具处于平稳磨损阶段,刀具磨损量较小;在加工40 min 后,刀具磨损量快速增加,进入急剧磨损阶段。而采用低温铣削时,刀具处于初始磨损阶段的加工时长约为40 min(磨损量≈0.1 mm),随即进入平稳磨损阶段(磨损量<0.1 mm;当加工时长达到90 min 后,刀具进入急剧磨损阶段。由此可见,低温加工环境可抑制由于切削热所引起的刀具磨损;同时液氮对加工过程起到润滑作用,可减缓刀具磨损。尤其是为获得较好的表面粗糙度而采用高速铣削时,采用低温铣削可使刀具的寿命提升2~3倍。
3.4 铣削力
采用瑞士Kisler9257 B 三相测力仪测量切削点处三个方向上的切削分力,如图6所示,其中包括:进给力Fx、主切削力Fy和背向力Fz。
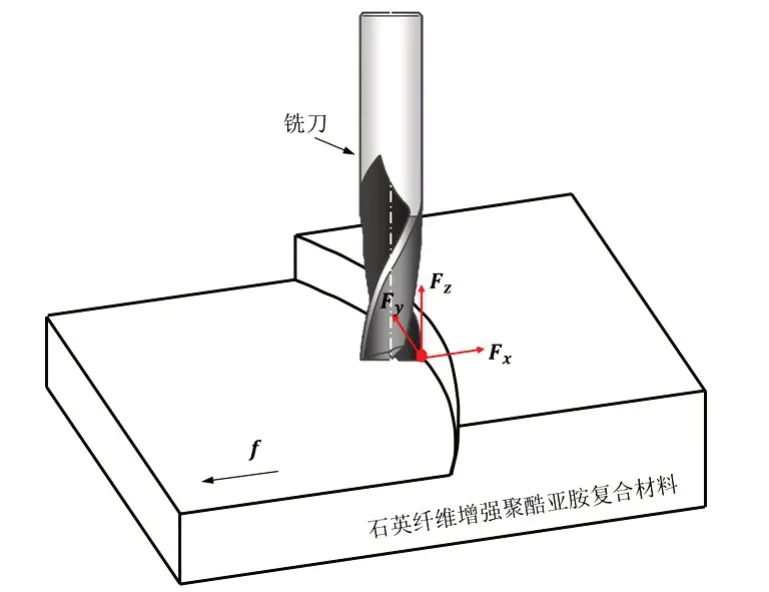
图6 铣削力模型Fig.6 Milling model
切削力与转速关系如图7(a)所示,采用相同切削用量、不同转速的两种工况下,主切削力都随转速的增加而下降,且下降趋势明显;相同转速时,超低温冷却条件下的主切削力明显要高于普通干铣削时产生的切削力,最高可达30 N;但采用高速铣削时,主切削力又趋于接近;普通干铣削时,切削力在3 000~4 000 r/min 时下降趋势减缓,而后又急速下降。这是由于采用高转速加工时,聚酰亚胺切屑在切削热作用下,粘结至铣刀的后刀面上,导致刀具切削能力下降,无法有效切断纤维,部分纤维的断裂方式转为拉扯断裂,影响了主切削力,同时相对地降低了切削表面微区所承受的载荷。
由图7(b)可看出,在两种工况下,进给力也随转速升高而减小,且后期减弱趋势缓慢,同时超低温冷却进给力较干铣削力较高,原因在于超低温工况条件下复合材料强度升高(表2),导致加工中将承受更大进给挤压阻力。对于背向力[图7(c)],高速干铣削产生的背向力竟超过了超低温冷却加工。这是由于在高速干铣削时,切削微区高温升引起的熔化的黏结剂粘连到后刀面形成钝化层,加速增大了刀刃轴向阻力;粘结层不断增长,当达到一定厚度后,呈稳定状态,导致背向力增长后又呈现平稳态势。
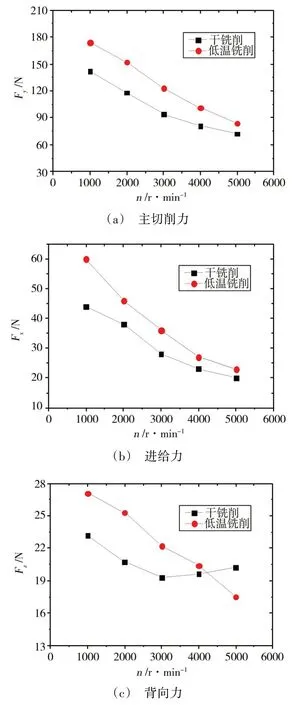
图7 干铣削和超低温铣削主铣削力Fig.7 Milling force of dry cutting and cryogenic cutting
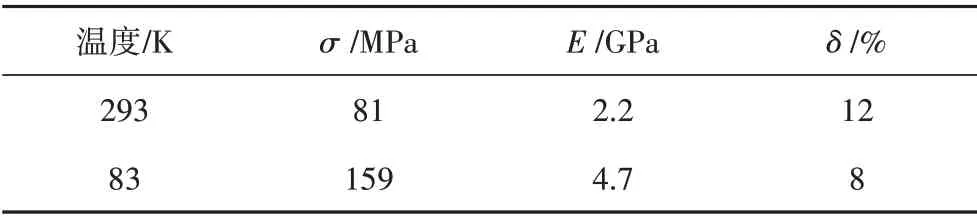
表2 不同温度下的材料性能[11,12-13]Tab.2 Composite properties in different temperature
综上所述,采用低温铣削后的工件表面质量,刀具寿命均优于普通干铣削,其原因可如下。
(1)根据上述对切削力的分析,刀具磨损的主要形式为硬质点磨损和粘结磨损,由于石英纤维的高强度、高硬度特点,纤维会产生硬质点研磨刀具的效果;加之石英纤维增强聚酰亚胺复合材料导热性极差,铣削过程中会产生大量切削热,使黏结剂粘结至刀具表面,造成刀具粘结磨损。而超低温冷却介质能够瞬间带走切削微区切削热,引起切削区温度急速下降,聚酰亚胺黏结剂很难再像干铣削出现熔化现象,切削刃及后刀面的钝化现象得到抑制,同时刀具耐用度得到提高。
(2)与常温环境相比,超低温冷却工况下,复合材料弹性模量以及脆性较大,导致纤维的切断方式由弹塑性变形的拉断切削方式转变为脆性剪断切削方式;同时复合材料的拉伸强度大幅增加,导致加工过程中切削力增大,弥补了普通干铣削中切削力不足的现象;在超低温作用下,黏结剂和纤维受低温影响,材料收缩产生的内应力使材料抗切削强度增大,从而提高了加工表面质量。
(3)复合材料断裂伸长率由常温293 K 时的12%减少到低温时的8%(表2),在低温条件下,降低了纤维伸长性能,同时石英纤维瞬间受载荷能力得到了增强,纤维自动避让性能降低,加工表面毛刺缺陷被有效抑制。
3 结论
(1)相对于干铣削,不同切削速度下超低温冷却铣削有效抑制了低速干铣削纤维起毛、高速干铣削粘接剂烧蚀缺陷,表面质量都得到改善,刀具耐用度得到提高。
(2)表面粗糙度随切深的增加都呈先降低后增大趋势,切深分别达到1.27(低温铣削)和1.31 mm(普通干铣削)时可使粗糙度达到0.51 和0.83 µm,分别为两种加工方式下的最小值。
(3)超低温冷却引起的复合材料切削力增大,纤维断屑方式由拉断切削方式向脆性剪断切削方式的改变以及切削热的有效降低是提高加工质量的主要原因。
猜你喜欢
工具技术(2022年8期)2022-10-13
机床与液压(2022年8期)2022-09-19
采矿技术(2022年4期)2022-08-17
低温建筑技术(2022年6期)2022-08-05
有色金属加工(2022年3期)2022-06-15
导弹与航天运载技术(2022年2期)2022-05-09
东方汽轮机(2022年1期)2022-04-13
大连交通大学学报(2022年1期)2022-02-19
科教新报(2021年15期)2021-05-12
华东师范大学学报(自然科学版)(2019年3期)2019-06-24