从零开始3D打印(上)
2020-07-23 16:42
学苑创造·C版 2020年8期
听说,有些大神只用一台3D打印机,就能创造世界——
3D打印7天“打”出一座楼、防疫用品不够3D打印来凑、3D打印龟壳拯救受伤乌龟……一则则相关新闻,让栗子君深深地感到,再不赶紧掌握3D打印的核心科技,没准哪天就要被淘汰了!下面分享一些栗子君辛苦收集到的干货,可随意拿走,不谢。
理论篇
核心原理
传统的机械加工工艺,不管是切、削、钻、刨,还是铣和磨,对于材料做的都是“减”法,即去掉部分材料来使物体成形。3D打印则不然,做的是“加”法——通过逐层添加材料来制成三维物体。故“分层制造,逐层叠加”,就是3D打印的核心原理。
工作过程
工作原理决定了工作过程。3D打印的过程一般可分为这么几步。
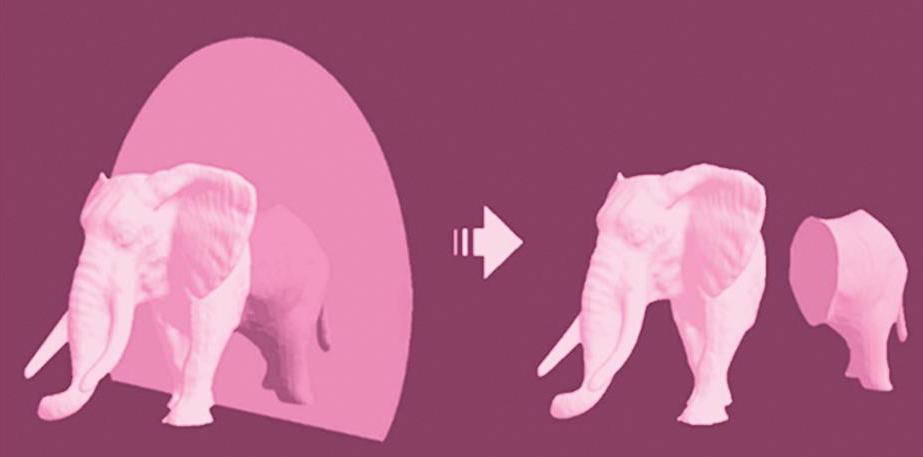
1.用计算机辅助设计(CAD)或计算机动画建模软件等建模,并将建成的三维模型“切片”、分层,形成一层一层的横截面,再通过网络、U盘或本地连接等将文件发给3D打印机。
设计软件和打印机之间协作的标准文件格式通常为STL。STL文件使用三角面来模拟物体的表面,三角面越小,其生成的表面分辨率越高。
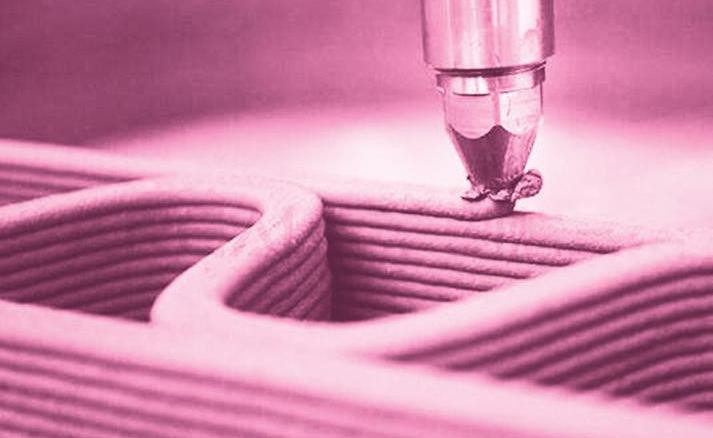
2. 3D打印机用液体状,或粉状、片状、线状的耗材,将“切”好的横截面逐层打印出来,并用各种方式加以黏合,形成想要的形体。
3D打印打出的截面,厚度通常以微米来计算,一般厚度为100微米,即0.1毫米,有些打印机甚至能打出仅16微米厚的一层。至于平面方向的分辨率,则可做到近似平面激光打印机的精度,“墨水滴”直径只有50至100微米。
3.取出打成的物件,进一步处理。
3D打印机的分辨率对于大多数应用来说很够用了,不过弯曲的表面可能会比较粗糙,就像清晰度不够的图像上有锯齿一样,想要得到更高的“分辨率”或消除锯齿,就需要对成件进行再加工。可以先用3D打印机打出略大一点的物品,再打磨打磨表面,即可得到轮廓清晰漂亮的“高分辨率”物品。
此外,有些物品在打印过程中会用到支撑物,故成件也要仔细加工,将支撑物清除干净。
成型工艺
按照不同的成型机理,3D打印工艺又可分成很多种类。不同的工艺各有优缺点,对材料和设备的要求也不同。目前技术较成熟、应用较普遍的工艺主要有5种。
1. FDM:熔融沉积成型。
FDM应用广泛,成型原理相对简单:用高温将线状的耗材融化成液态,由喷头挤出来后冷却固化;如此循环往复,一层层地堆积成型。
FDM可用的打印材料种类很多,工业上用的主要是丝状、线状的热熔塑料;桌面化的FDM打印机则有更多选择,连尼龙、木头、某些金属,甚至食材,都可拿来打印。
FDM的优点为成型精度高、成件硬度好、颜色多样、成本低,缺点为物品表面粗糙。
2. SLA:立体光固化成型。
顾名思义,这种技术是通过激光来使液态的光敏材料(一般为光敏树脂)变硬固化,形成造型。
SLA成型速度快,精度较高,成件表面光洁,但缺点在于打印材料不那么大众化。
3. SLS:选择性激光烧结。
跟SLA一样,SLS技术也要用到激光,但不同之处在于SLS是利用激光的高温,将粉末状的耗材烧结在一起。
SLS用到的耗材主要有金属粉末、陶瓷粉末等,其优势在于制造强度较高的金属制品。
4. 3DP:三维粉末粘接。
3DP可说是真正的3D“打印”,因为这种技术跟平面打印非常相似,连喷头都直接用平面打印机的。而且跟平面打印使用墨粉一样,3DP用的也是粉末材料。
但跟SLS的高温烧结不同,3DP是使用粘接剂(如硅胶)来粘接粉末。打印时,3DP打印机的储粉缸会先铺出一层约0.1毫米厚的材料粉末,然后喷头按照设计好的切片形状将粘接剂喷在粉末上;重复以上过程,直到最后成型。当然,这样造出来的物品强度较低,需要再处理来提高强度,具体做法是先烧掉粘接剂,然后在高温下渗入金属,使物品致密化。
3DP设备和材料成本较低,可采用多个喷头,适合打印小件物品;缺点是物品表面不够光洁。
5. LOM:分层实体制造。
LOM使用薄膜材料,如纸、金属膜、塑料薄膜等,工作方式也比较特别:将分层物體的轮廓印在薄膜上,切下,再一层一层粘合。
LOM成型速度快,适用于较大型的物件;缺点是对复杂物件有点力不从心。
3D打印机一般由控制板和喷头(也叫热头)、热床、丝杆、步进电机等部件组成。
控制板就相当于3D打印机的“大脑”,用于处理信息和给步进电机发送指令。
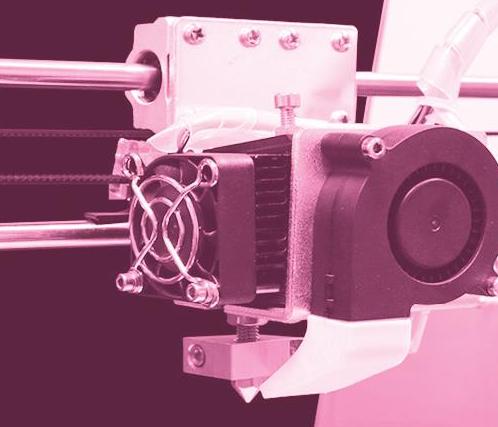
喷头又由加热器、喷嘴、步进电机和风扇组成。加热器加热喷嘴;步进电机转动把耗材挤出到喷嘴上,再由喷嘴把融化的耗材粘在热床或上一层材料上;风扇则用于给步进电机散热。
热床主要用于加热材料,把材料粘在其上,防止翘边。
喷头和热床都固定在丝杆的滑块上,丝杆转动,滑块就会在一定方向上移动,带动喷头和热床一起动了。
喷头和丝杆都要用到步进电机,它给喷嘴供料,或带动丝杆转动。
(入门热身完毕,更多干货将在下期等你)
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
民族文汇(2022年14期)2022-05-10
中国信息化(2021年8期)2021-09-07
科学与财富(2021年35期)2021-05-10
科学与财富(2021年33期)2021-05-10
中国慈善家(2020年2期)2020-09-09
中国新技术新产品(2019年19期)2019-11-27
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
健康管理(2017年8期)2017-12-01