全自动灯笼桂圆肉加工设备的研制
2020-07-20 08:41叶石华
农业技术与装备 2020年5期
叶石华
(茂名职业技术学院机电信息系,广东 茂名 525000)
桂圆肉是具有保健功效的岭南特色食品,是由龙眼去壳去核的果肉晒干制成[1],桂圆肉中的灯笼肉要求龙眼去壳去核时保持果肉形状的完整,经烘干后果肉形似灯笼,加工要求高,品相品质附加值高,是龙眼主要的后加工产品[2]。龙眼颗粒较小且形状不规则,果皮薄且硬,果肉软多汁且与较硬的果核粘连紧密,造成灯笼龙眼肉自动化加工困难,容易造成果肉损伤及果汁糖分流失,达不到灯笼龙眼肉的加工要求。目前灯笼桂圆肉的去核去壳主要采用人工挑挖方法,是作灯笼桂圆肉的传统方法,也是目前主要加工方法。其果肉完整率达到99%以上,果汁损失率少于5%[3]。但存在人工成本高、生产效率低,无法形成生产规模等缺点,我国广东、广西福建的主产区的鲜果年加工需求在50×104t[4]。需要提高灯笼桂圆肉的自动化加工水平和生产效率。
针对龙眼肉的自动化加工需求,文献[5-6]的卿艳梅等研制的气动龙眼去核自动化加工设备可以实现龙眼去核,但果肉两端开口损伤较大。文献[7-8]等采用不同方案龙眼去核机减少龙眼去核时的果肉损伤,但仅实现了去核工艺,还需要另外的工序去壳,效率仍较低。文献[9]研制的全自动荔枝龙眼去核装置可以实现自动化去核去壳但龙眼随机摆放捅核去核果肉有两个以上破口,且蒂部粘连较多,无法满足灯笼桂圆肉的加工要求。文献[10]研制的新一代灯笼去核取肉机采用蒂部抓核工艺可以实现灯笼龙眼肉的加工,但需人工定向摆放龙眼,为半自动模式。目前的文献表明现有的龙眼肉去核装置的主要问题有:采用定向捅核工艺去核的果肉有上下两个破口无法满足工艺要求且需要人工摆放;采用蒂部抓核去核的需人工定向摆放;自动未定向捅核去核工艺的加工装置蒂部易粘连,破口多,果肉损伤大。
针对上述问题,该文设计了采用压力感应的顶部抓核去核工艺即取出的龙眼肉只有蒂部一个破口,满足了灯笼肉的加工要求,同时压力感应装置可以保证对不同大小的龙眼均可较好去核。设计了基于阻拦丝蒂部定向的龙眼定向工艺解了龙眼的定向摆放加工问题,将上述工艺分别整合为龙眼自动定向上料机和龙眼肉去核取肉机,两个装置可组合形成一个自动生产线,其中龙眼自动上料机进行龙眼分颗传送、定向,龙眼肉生产主机进行置位、旋转传送、脱核、脱肉、集壳,两者配合组成一个完整的龙眼肉加工生产线。经测试产品质量达到要求和生产效率较高,满足企业加工需求。
1 总体设计方案
要实现整机全自动化,形成一个自动生产线,需要实现分颗传送、定向、置位、旋转传送、脱核、脱肉、集壳全过程。本研制以PLC为控制核心,形成一个能实现分颗传送、定向、置位的上料机和一个能实现颗传送传送、脱核、脱肉、集壳的可独立工作的灯笼龙眼肉生产主机。生产主机与上料机二部分通过PLC控制连接,组成一个完整的生产线,可实现全自动化生产,适用于规模生产作业。生产主机单机作业时,依靠人工上料可实现半自动生产,适合家庭作坊。
1.1 龙眼自动上料机构架设计
为了使产出的桂圆肉保持灯笼形状和桂圆肉最大产出率,生产主机工艺要求每一个待加工龙眼都确定在一个相同的方向(本机要求龙眼蒂向下),因而上料机的正常快速工作就成了生产主机能否实现全自动化的关键。上料机将完成分颗传送、定向、置位三个工序。工序流程如图1。
分颗传送单元:将批量新鲜龙眼置入料斗中,通过分颗传送带逐个送至定向单元进行定向。定向单元:将单个龙眼进行定向,在较短的时间内使每个龙眼蒂部均向传送带的前方。然后根据工作平台的需要,由机械手取出。
置位单元:由机械手夹持龙眼,通过左右、上下等运动传送龙眼至工作平台的龙眼座中。
1.2 龙眼肉生产主机构架设计
生产主机是自动化生产设备的核心,将完成传送、脱核、脱肉、集壳4 个单元工序。为了提高生产速度,除传送单元外,其他3 个单元作业过程是同时进行工作,传送过程每周期控制在1~2 s内完成,3 个作业过程每周期控制在3~4 s内完成,由PLC集中控制。单元分布如图2。
上料单元:全自动时通过上料机,半自动时通过人工将龙眼逐个分别置入工作平台的龙眼座中,然后通过工作平台转动进入下道脱核单元工序。
旋转传送单元:使工作平台间歇运动,每次运动四分之一圆周。
脱核单元:是生产主机的关键单元工序。通过脱核机构将位于龙眼座中的龙眼核从龙眼中拔出。拔出核后,核从工作平台的下方排出,壳和肉仍然保持在龙眼座中,通过工作平台转动进入下道脱肉单元工序。
脱肉单元:通过冲针从上向下挤压使壳和肉分离,肉从工作平台的下方排出,壳仍然保持在龙眼座中,通过工作平台转动进入下道集壳单元工序。
在中国翻译史上,佛经翻译、《圣经》翻译和西学翻译的历程也是由弱势文化向相对强势、以自我为中心的中华文化传播的过程。在这一历程中,合作翻译发挥过举足轻重的作用。文化经典汉译合作模式是否具有一定共性?其译者构成是否呈现一定规律?对当前中国文化经典英译有何启示?本文拟从布迪厄(Pierre Bourdieu,1930-2002)社会学视角分析佛经汉译、《圣经》汉译及西学翻译合作模式的译者构成变迁及其原因,进而探讨对当前文化经典英译合作模式译者构成建构的启示。
集壳单元:通过冲针从上向下运动,使壳离开龙眼座从工作平台的下方排出。工作平台转动后回到上料单元,完成一个工作周期。
1.3 生产主机与上料机的电气控制
生产主机与上料机均由PLC控制,由人工上料时,生产主机可以单独使用,上料机上料时通过N:N网络形成一体,组成自动生产线。如图3。
2 关键单元机构设计
灯笼桂圆肉要求龙眼肉加工过程中果肉形状完整、果肉损伤小,因此加工时去核的刀具要从龙眼蒂部开口要对龙眼定向摆放,龙眼定向单元的设计是龙眼上料机的关键单元模块。同时龙眼为三层结构,龙眼肉为中间层,壳薄肉软核硬且龙眼肉和核粘连紧密,要实现龙眼壳、肉、核的分离,并保持果肉的完整,龙眼肉加工生产机的脱核单元设计尤为重要。
2.1 上料机定向单元设计
2.1.1 对定向单元机构的要求
定向单元机构的作用将单个龙眼进行定向,要求在1~2 s时间内使每个龙眼蒂部均向传送带的前方。然后根据下道工序的需要,由机械手取出。对在2 s内无法完成定向的龙眼,机械手将不动作,待下一个龙眼进入定向工序时将上一个未完成定向的龙眼挤压出定向单元。
2.1.2 定向单元机构结构
定向单元机构主要由皮带传动机构和自动定位机构二组机构构成。结构如图4 所示。
(1)皮带传动机构在普通皮带传动机构的结构上做了改进,皮带倾斜一定的角度,龙眼置入端高于出口,用于推挤龙眼;在皮带与龙眼接触的皮带表面,每间隔一定距离设置一条横齿,与皮带运动方向垂直,略高于皮带平面,用于使龙眼轻微跳动。
2.1.3 定向单元机构工作过程
启动皮带传动机构后,分颗传送单元逐个将龙眼置入导槽中,龙眼受到皮带摩擦力和自身重力的作用会不停地滾动前行。
定位龙眼未接触到拦阻丝之前,拦阻丝弧顶因自重而向下,与拦阻丝一体的传感体距离传感器较远,因而传感器没有接收到信号。当定位龙眼接触到拦阻丝之后,由于拦阻丝受到定向龙眼的向前推力的作用,拦阻丝将会被推至弧顶向前(与皮带平行)的状态,但此时传感体距离传感器仍然较远,传感器仍没有接收到信号。在定向龙眼与拦阻丝接触的过程中,由于皮带摩擦力的作用,定向龙眼不停地转动,使得定向龙眼蒂(龙眼突出部分)很快就会被卡在拦阻丝的下方,而不能再。接着,由于拦阻丝是弧形结构,加上皮带横齿对定向龙眼起的跳动作用,定向龙眼蒂将沿着拦阻丝弧顶平移,并最终到达拦阻丝的弧顶而停止,实现龙眼蒂自动定向。
龙眼蒂自动定向后,此时拦阻丝弧顶向上到达最高点,带动传感体距离传感器最近,传感器将接收到信号,即可启动机械手将定位龙眼移出。随后进入下一个循环。
2.2 龙眼肉生产机脱核单元设计
2.2.1 对脱核单元机构的要求
脱核单元的功能是将上一个单元工序放置在龙眼座的龙眼的核拔出,保留壳与肉的原来结构并送至下一个单元工序。要求在此工序工作过程中,一方面所拔出的核保持完整不能留下核碎,一方面拔出核的同时不能带出过多的肉以便保证产品产出率,另外还需要切口齐整为下道工序创造条件。具体设计考虑到一个工作循环需要大约4~5 s,故设计三组脱核机构同时作业以提高工作效率。
2.2.2 脱核单元机构结构
脱核机构结构主要由重力传感器和二组能分别独立的而且是同轴心的上下直线运动机构组成,如图5 所示。二组直线运动机构均由步进电机驱动,主要目的是能自动控制行进行程。下方一组直线运动机构装有管型切口的插管刀,用于插入龙眼后将龙眼核拔出;上方一组直线运动机构装有带重力传感器的压板(以下称压板机构),用于压紧龙眼,以保证本工序的高质高效作业。重力传感器用于测量压板和插管刀对龙眼施加的作用力。
当工作平台旋转将放置有龙眼的龙眼座进入工作位置并静止后,控制插管刀和压板同时开始向处于中间的龙眼运动,当压板下行接触到龙眼并施加一定的压力后,传感器控制压板电机停止下行。随后插管刀上行也接触到龙眼外壳并切穿外壳和肉质达到核的表面,由于核质较硬,传感器检测到的压力迅速增加,在这个节点时PLC程序使插管刀继续上行一定的行程,则插管刀会插入核内,然后停止。我们事先确定这个行程使得插管刀既不插碎核又能夹紧核,使得插管刀后退时能完整地将龙眼核带出。完成后插管刀和压板同时开始向反方向运动,退回到起始位置完成一个周期。
3 测试效果
为确保全套设备的成功率和工作效率,分别对生产主机和上料机进行了多次试验,确定其最佳运行参数。
上料机参数:皮带倾斜角30°,皮带速度250 mm/s。定向成功率100%。生产主机参数:工作平台旋转,龙眼座位置线速度160 mm/s;脱核单元压板直线运行距离20 mm,运行速度20 mm/s,传感器压力1.5 kg;脱核单元插管刀直线运行距离40 mm,运行速度30 mm/s,传感器压力2.5 kg;工作循环时间4.5 s。
以每个工作循环3 个龙眼,100 个龙眼为一组,进行10组测试,测试结果如表1 和图7 所示。上料机采用机械方法定向,准确率达100%,定向速度90%以上能在2 s内完成,基本能满足下道工序要求,但龙眼蒂的位置有较大的偏差影响取肉率。果肉生产机果肉完整率98%,取肉率95.56%。设备可实现自动化连续或半自动化生产,满足规模生产作业要求。
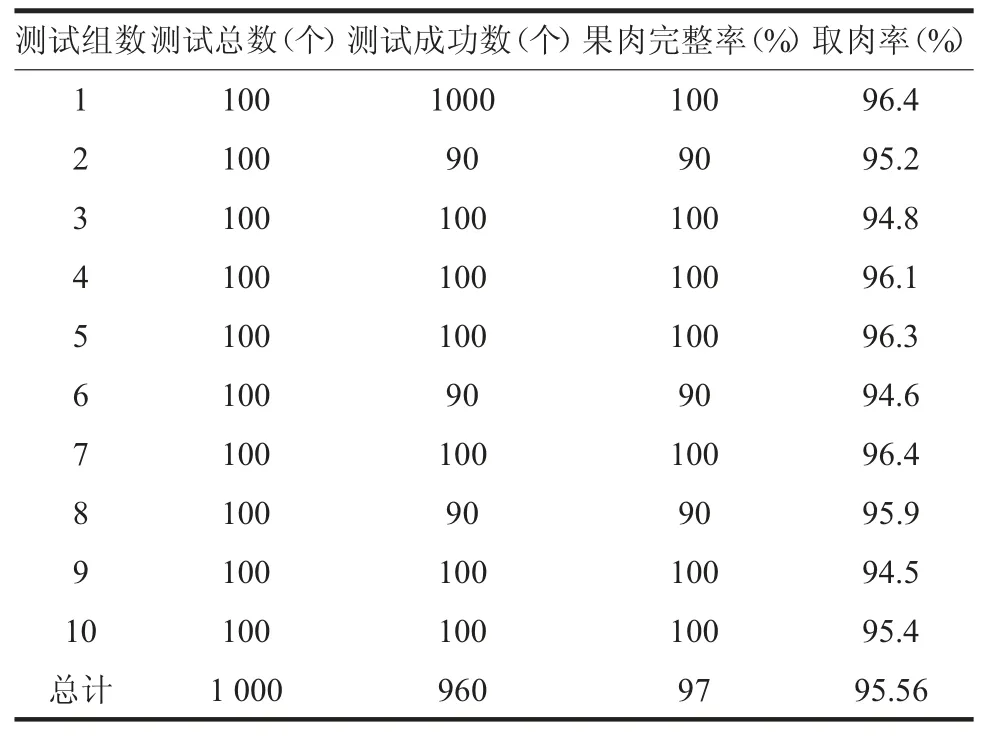
表1 果肉完整率及取肉率Tab.1 Pulp integrity rate and meat extraction rate
4 结束语
针对灯笼桂圆肉对龙眼肉去核去壳的加工要求设计了可组合的龙眼上料机和龙眼肉生产机,既能满足企业大规模自动化生产,也可单独使用龙眼肉生产机满足家庭作坊的生产需求。特别是设计了皮带传送和阻拦丝结合的结构实现龙眼机械定向,在生产主机的脱核单元增加了压力传感器的检测,使其能自动适应龙眼个体大小和内核大小的不同;采用了插管刀的方法,使其既作为切口刀又作为对龙眼核施加拉力的工具,减少了龙眼肉的创伤面,使灯笼状更完整,加工过程碎核更少,生产质量接近人工挑挖水平,设备人工操作单机加工500 kg/d高于人工和现有自动化加工设备,但同时果肉完整率受龙眼新鲜程度影响,龙眼越新鲜果肉完整率越高,不新鲜龙眼的果肉加工完整率有待进一步提高。
猜你喜欢
农村百事通(2022年3期)2022-03-19
家庭医药(2021年13期)2021-12-03
家庭医药(2021年7期)2021-07-23
婚育与健康(2020年7期)2020-08-26
养生保健指南(2019年1期)2019-12-16
作文大王·低年级(2019年4期)2019-05-13
家庭科学·新健康(2019年3期)2019-03-27
世界热带农业信息(2018年5期)2018-11-09
世界热带农业信息(2018年6期)2018-03-05
金色年代(2016年4期)2016-10-20