高速动车转向架焊趾TIG熔修工艺研究
2020-07-15 10:50曹金山陈北平武永寿张纹源
轨道交通装备与技术 2020年2期
曹金山 陈北平 马 寅 武永寿 张纹源
(中车青岛四方机车车辆股份有限公司 山东 青岛 266111)
高速动车转向架焊接用材料主要为SMA490BW耐候钢,其综合力学性能、耐腐蚀性能及焊接性能良好。转向架构架结构复杂,焊缝密集,在操作过程中受空间限制,不可避免地会在焊缝局部区域产生气孔、咬边等微小缺陷。在日本的转向架焊接工艺中,TIG焊主要用于后工序的焊修,TIG熔修是将焊趾重新熔化,将存在的气孔、咬边等缺陷清除,同时形成均匀过渡的焊缝。
1 试验材料
试验用钢选用参照JIS G 3114标准制造的SMA490BW板材,其化学成分和力学性能具体如表1、表2所示。
焊丝选用大西洋焊接材料有限责任公司生产的符合GB/T 8810的牌号TH550-NQ-Ⅱ(焊丝编号 CHW-55CNH)实芯焊丝,其中ø1.2 mm直径焊丝配以80%Ar+20%CO2用于MAG焊,ø2.5 mm直径焊丝配以100%Ar用于焊趾缺陷TIG熔修处理,焊丝的化学成分和熔敷金属的力学性能具体如表3、表4所示。

表1 SMA490BW化学成分(≤wt%)

表2 SMA490BW力学性能

表3 焊丝化学成分(≤wt%)

表4 熔敷金属力学性能
2 试验方法
本试验分别采用“TIG打底+MAG封面”及“TIG打底+MAG封面+TIG熔修”2种焊接工艺,TIG焊及TIG熔修采用YC-400PX3型钨极氩弧焊机,钨极采用钍钨极(直径ø2.0 mm),保护气体为100%Ar;MAG焊接采用松下KR-500Ⅱ型熔化极气体保护焊机,保护气体为80%Ar+20%CO2;碳弧气刨采用松下YD-400AT3焊机。
焊接试验的焊接接头形式为全焊透的平板对接焊缝,采用水平焊位PA。焊接试件规格及焊缝的坡口角度、坡口间隙和钝边尺寸如图1所示。
本次试验对板厚12 mm的SMA490BW对接接头,在焊趾部位进行了“TIG熔修+退火(590±15 ℃/2 h)处理”工艺试验,TIG熔修试件编号及熔修工艺参数如表5所示。
3 TIG熔修接头组织与性能
3.1 TIG熔修表面焊缝外观形貌特征
对接试板在焊趾部位进行TIG电弧熔修、TIG熔修(退火)后的焊缝外观形貌如图2、图3所示。TIG熔修后焊道外观形貌较为规则均匀,无咬边、表面气孔、表面裂纹等缺陷,经过测量得到焊趾熔修区宽度约为4~5 mm。
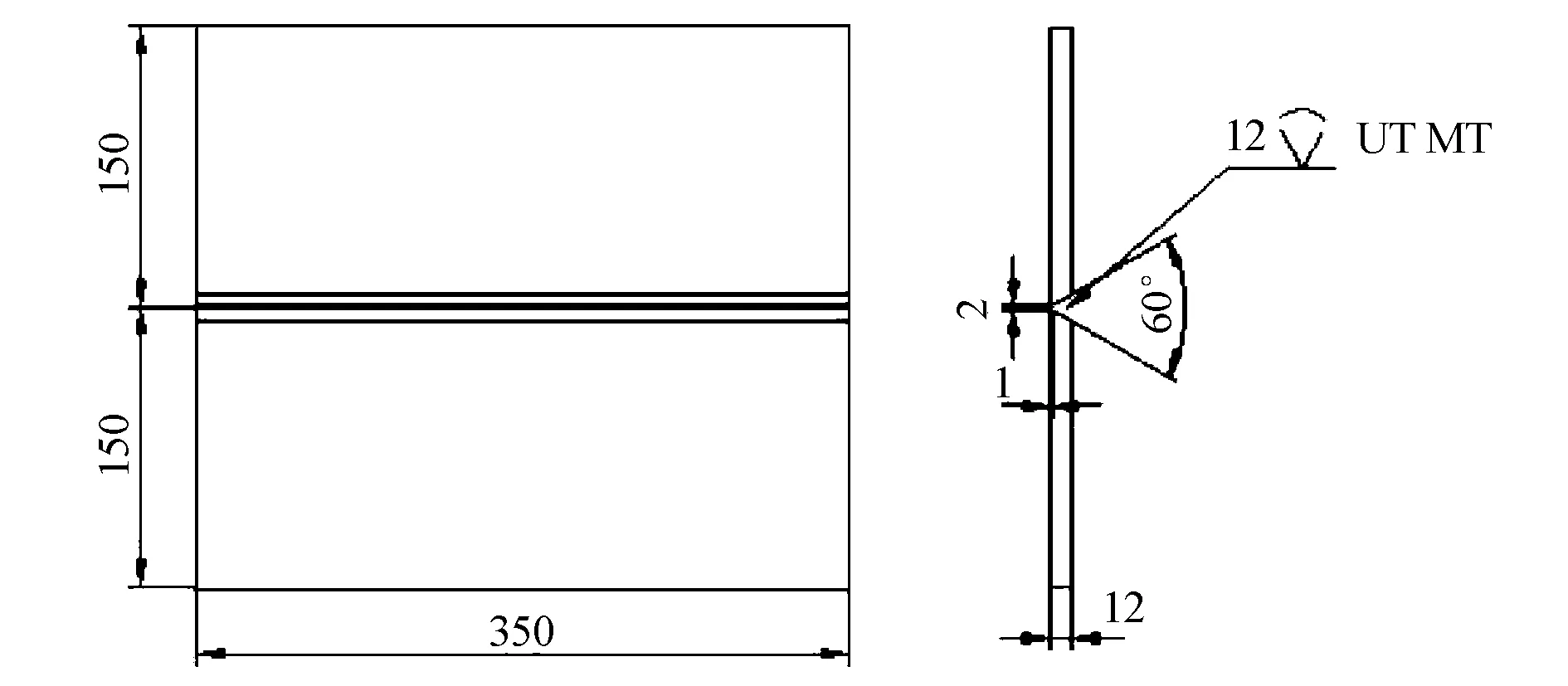
图1 焊接试件规格示意图

表5 熔修试件编号及工艺参数

图2 TIG熔修

图3 TIG熔修(退火)
3.2 TIG熔修接头宏观及微观组织
焊接试板焊趾经过TIG熔修和TIG熔修(退火)后的接头宏观与微观组织形貌如图4~图10所示,经熔修处理后,焊缝与母材之间实现圆滑过渡,从而可明显降低应力集中程度。经过测量,TIG熔修区的熔深为1.9~2.8 mm。从宏观组织特征上看,与原始焊缝较为粗大的柱状晶相比,TIG焊趾熔修焊缝枝晶细小,其相应的热影响区的宽度也很窄。TIG熔修焊缝与原始焊缝以及母材之间熔合良好,没有出现气孔、裂纹、夹杂等缺陷。

图4 DJ-1宏观金相

图5 焊缝熔合线附近

图6 TIG熔修区熔合线附近

图7 原始焊缝区

图8 TIG熔修区

图9 HAZ粗晶区

图10 TIG熔修区HAZ粗晶区
观察接头各区微观组织,如图5~图10所示,焊缝组织为柱状结晶的铁素体和晶内针状铁素体及少量的珠光体和贝氏体;熔合区及HAZ过热区组织为沿晶析出的块状先共析铁素体及晶内细条状铁素体和少量贝氏体及珠光体。在TIG焊趾熔修区域,熔修焊缝及其热影响区晶粒细密均匀,其中TIG熔修区为均匀细小的针状和条状铁素体以及少量贝氏体,熔修区的热影响区组织为条状以及粒状铁素体和贝氏体。
3.3 TIG熔修接头常规力学性能
焊接试板经过TIG熔修、TIG熔修(退火)后的常规力学性如表6所示。所有接头的屈服强度、抗拉强度和断后伸长率均符合标准规定的力学性能指标,表明焊趾热影响区经历TIG熔修后仍具有较好的韧性储备。
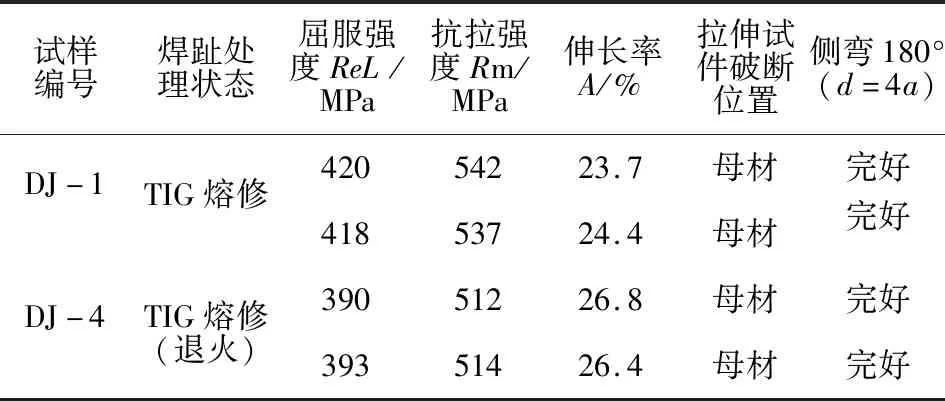
表6 接头力学性能试验结果
拉伸和弯曲后试件的宏观形貌特征如图11、图12所示,拉伸试样破断在远离焊缝的母材区。侧弯试样经180°弯曲后完好无裂纹。

图11 拉伸、弯曲试件宏观形貌(DJ-1)
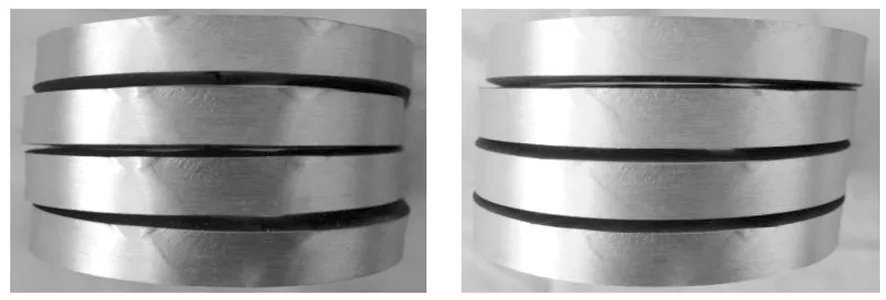
图12 拉伸、弯曲试件宏观形貌(DJ-4)
3.4 TIG熔修接头残余应力测试
对接试板的残余应力测点位置示意图如图13所示,每块试板10个应力测点均位于焊趾区域,TIG熔修、TIG熔修(退火)具体测点位置如图14所示。
焊趾区残余应力测试结果如表7所示。

图13 残余应力测点示意图

图14 测点位置

表7 残余应力测试结果
由表7中数据可知,对于板材对接试板DJ-2,焊趾经过TIG电弧熔修处理后,焊趾处的纵向残余应力均为拉应力,平均拉应力值达299.31 MPa,横向残余应力既有拉应力也有压应力,平均应力为32.41 MPa。
对于板材对接试板DJ-3,焊趾经过TIG熔修(退火)处理,无论是纵向残余应力还是横向残余应力都明显减小,有些测点部位的拉应力甚至转变为压应力,其中纵向平均应力为10.86 MPa,横向平均应力-0.44 MPa。
4 结论
对接接头焊趾部位经TIG熔修处理后,焊道外观形貌较为规则均匀,无咬边、表面气孔、表面裂纹等缺陷,其屈服强度、抗拉强度和断后伸长率均符合标准规定的力学性能指标,拉伸试样破断在远离焊缝的母材区。侧弯试样经180°弯曲后完好。
对于对接接头焊趾区域的残余应力来说,焊趾TIG熔修(退火)后残余拉应力显著降低,纵向残余应力仅为10.86 MPa,下降96.37%。
TIG熔修区及热影响区组织细密,其中TIG熔修区为均匀细小的针状和条状铁素体及少量贝氏体,熔修区的热影响区组织为条状及粒状铁素体和贝氏体。□
猜你喜欢
钢管(2022年4期)2023-01-05
材料科学与工程学报(2022年4期)2022-08-25
山东冶金(2022年2期)2022-08-08
理化检验(物理分册)(2022年3期)2022-03-31
西部交通科技(2022年1期)2022-03-21
热处理技术与装备(2019年3期)2019-12-22
计算机辅助工程(2019年4期)2019-12-20
压力容器(2019年1期)2019-03-05
西南交通大学学报(2018年6期)2018-12-18
焊接(2017年5期)2017-10-23