一次轧程高硬度酒精罐用镀铬板的开发
2020-07-15 04:12任振远吕苗苗
山西冶金 2020年3期
任振远, 吕苗苗
(唐山不锈钢有限责任公司, 河北 唐山 063000)
镀铬铁,也称为无锡钢,指没有镀铬层的表面处理钢板,即在钢板表面进行电解铬酸盐处理,使钢板表面沉积一层金属铬以及铬的水合氧化物。镀铬铁产品具有低成本、附着力强、耐高温性好、抗硫性强等特点, 被广泛地应用于皇冠盖、四旋盖、三片罐的顶底盖和浅冲罐等包装行业[1]。
某厂在产品开发初期,采用两次冷轧轧程生产高硬度DR8 酒精罐产品,相对于采用一次冷轧轧程工艺生产而言,由于增加一道冷轧工序、一道退火工序,造成生产成本升高,产线效率降低。本文通过研究热轧材质、冷轧、退火、平整工艺对DR8 性能的影响,帮助客户使用一次冷轧轧程生产DR8 酒精罐产品,达到降低成本,提高生产效率的目的。
1 二次冷轧轧程生产工艺介绍
1.1 热轧材质
客户此前采用TDR-2.5S 热轧产品,原料实际成分如表1 所示。

表1 TDR-2.5S 化学成分 %
1.2 二次冷轧轧程生产工艺
客户采用二次冷轧轧程工艺生产高硬度DR8酒精罐产品,生产工艺:热卷—冷轧—脱脂—退火—冷轧—脱脂—退火—平整—拉矫—镀铬。主要工艺参数如表2 所示。

表2 冷轧生产工艺参数
1.3 产品性能
客户采用二次冷轧轧程工艺生产高硬度DR8酒精罐产品,成品性能如表3 所示。
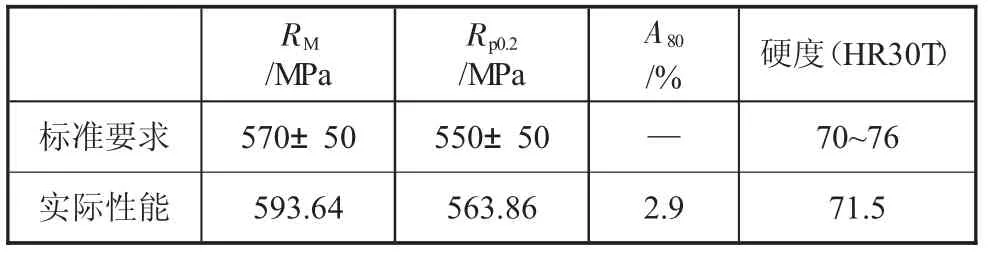
表3 成品性能
客户采用二次冷轧轧程工艺生产高硬度DR8酒精罐产品,成品性能满足标准要求。
2 一次冷轧轧程生产工艺试验
2.1 试验内容及方法
为提高产品强度,帮助客户试验采用一次冷轧轧程工艺生产。从原料选择方面,建议客户试用C、Mn 含量更高的热轧成分体系,通过增加合金元素含量,利用合金强化作用,提高产品强度。同时选择适宜的冷轧压下率、退火温度、平整压下率等关键工艺参数,试验采用一次冷轧轧程工艺生产。生产工艺方案如表4 所示。
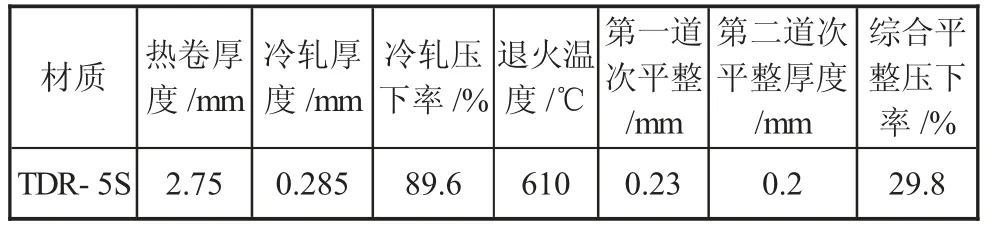
表4 一次冷轧轧程生产工艺方案
2.2 热轧材质选择
2.2.1 试验卷成分设计
推介客户采用高级别TDR-5S 热轧牌号进行试验,试验钢卷成分如表5 所示。

表5 TDR5S 化学成分 %
成分设计采用高Als、高N 设计,m(Als)∶m(N)=20∶1,析出的AlN 阻碍晶粒长大,达到细化晶粒作用。
因晶界可以阻止位错滑移,晶界的总面积越大,即晶粒直径越小越细化强度越高。晶粒平均直径d(m)和屈服强度σy(Pa)的关系式,用霍尔-佩奇公式表示:
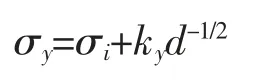
式中:ky是晶界阻力;d是多晶体的晶粒直径;σi为组织位错滑移的摩擦力。
通过运用细晶强化机理,采用一次冷轧一次退火,代替二次轧制、两次退火,达到优异的性能。
2.2.2 试验卷热轧工艺设计
采用全流程的细化晶粒控制方案,通过热轧靠近Ar3(Ar3+0~+50 ℃以内)温度终轧,控制“水冷→空冷→水冷”三段式层流冷却路径控制,第一段水冷快速到铁素体转变C 曲线的鼻尖处(A1 点)附近,通过中间较慢的空冷,提高铁素体转变比例,同时铁素体相变诱导AlN 快速析出,AlN 析出可抑制冷轧罩式退火时的晶粒长大,细化晶粒,第二段水冷快速到贝氏体转变温度区间,避开珠光体转变区间,形成铁素体+贝氏体的组织,铁素体+贝氏体有较高的均匀延伸和加工硬化指数,有利于冷轧实现较高的冷轧压下率,贝氏体在冷轧罩式退火后形成细小索氏体组织。热轧工艺有利于冷轧罩式退火细化晶粒,从而提高屈服强度,改善二次冷轧加工性能。进而通过较低的而两次冷轧平整压下量实现高屈服强度和高延伸,保证产品抗折弯度合格。
2.2.3 热轧成品性能
对试验卷进行拉伸性能检测,结果如表6 所示。

表6 热卷力学性能
对试验钢进行金相组织分析,放大倍数为100倍,横、纵向金相组织如图1 所示。
金相组织为铁素体+珠光体+贝氏体,铁素体+贝氏体组织有较高的均匀延伸和加工硬化指数,有利于冷轧罩式退火细化晶粒,从而提高屈服强度,改善二次冷轧加工性能。

图1 金相组织分析
2.3 冷轧工艺设计
r值是评价镀铬板冲压性能好坏的重要参数之一,也是评价冷轧板制耳性能好坏的主要参数。r 值越高,说明制耳性能越好,冲压性能越好,产品冲压时不易开裂。查询压下率对冲压制耳率的影响,如图2 所示。

图2 冷轧压下率与产品r 值影响
皇冠盖、旋开盖、及冲压变形率较小的浅冲罐,要求比较低的制耳率(Δr≤0.5),根据宝钢对冷轧压下率与产品塑性应变比r值影响的研究[1],如低碳钢镀铬基板冷轧压下率在85%~90%时,r值较高,制耳率较低。为保证镀铬板有良好的冲压性能、制耳效果,因此推荐客户冷轧压下率控制在85%~90%左右,建议客户使用2.75 mm 厚度TDR-5S 材质热卷,冷轧至0.285 mm 厚度,冷轧压下率89.6%。
2.4 退火工艺设计
取TDR-5S 材质0.285 mm 厚度冷轧板样品,模拟退火温度对镀铬成品性能的影响,如图3 所示。
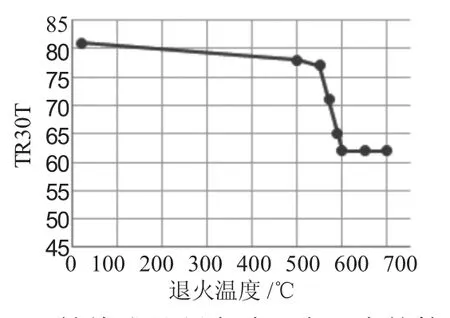
图3 镀铬成品硬度随退火温度的趋势图
退火温度在600 ℃以下时,硬度随退火温度的升高而降低,退火温度达到600 ℃及以上时,硬度比较稳定,因此推荐客户采用610 ℃的退火温度。
2.5 平整工艺设计
选取TDR-5S 材质冷轧、退火后样品,模拟不同二次冷轧压下率对性能的影响,如下页图4 所示。
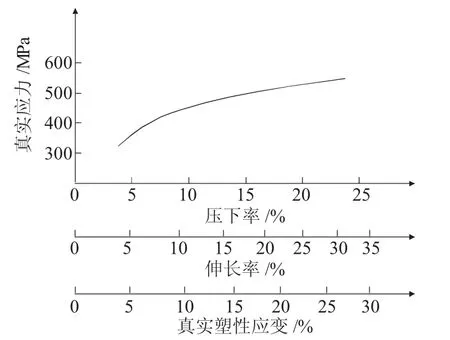
图4 加工硬化曲线
客户DR8 酒精罐产品屈服强度要求:(550±50)MPa,按照强度目标范围控制,推荐客户采用18.59%~30.00%的平整压下率,建议客户第一道次平整厚度为0.23 mm,第二道次平整厚度为0.2 mm,综合平整压下率为29.80%。
3 结果与分析
3.1 力学性能
客户采用一次冷轧轧程生产工艺方案进行试验,取镀铬成品样品,进行纵向力学性能检测,如表7 所示。

表7 成品力学性能检测
通过批量工艺实验,成品力学性能满足DR8 产品性能要求。
3.2 金相组织
取镀铬成品样品进行金相组织分析,放大倍数为500 倍,横、纵向金相组织如图5 所示。
金相组织为铁素体+渗碳体,晶粒比较细小,渗碳体弥散分布于晶界内。

图5 金相组织分析
4 结论
1)采用C、Mn 含量更高的材质生产DR8 酒精罐产品,运用细晶强化机理,使热板形成铁素体+贝氏体的组织,有利于冷轧罩式退火细化晶粒,从而提高屈服强度,改善二次冷轧加工性能。
2)为保证DR8 产品有良好的冲压性能、获得良好的制耳效果,推荐客户冷轧压下率控制在85%~90%左右,采用610 ℃高温退火工艺,保证AlN 充分析出,阻碍晶粒长大,提高产品强度,平整压下率控制在18.59%~30%,可以实现使用一次冷轧轧程生产DR8 酒精罐产品。
3)使用一次冷轧轧程生产DR8 酒精罐产品,较客户原工艺相比,较少一道冷轧工序、一道退火工序,生产效率提高一倍,成材率提高了1%,生产成本大幅度降低,达到预期目标。
猜你喜欢
钢管(2022年4期)2023-01-05
湘潮(上半月)(2022年6期)2022-12-06
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
热处理技术与装备(2019年3期)2019-12-22
中国金属通报(2019年6期)2019-08-20
西南交通大学学报(2018年6期)2018-12-18
表面工程与再制造(2016年4期)2016-11-10