线棒材闭口轧机机列优化设计
2020-07-15 04:12侯有龙
山西冶金 2020年3期
侯有龙
(太重煤机有限公司, 山西 太原 030032)
1 轧机机列存在的问题
唐山春兴有限公司年产60 万t 高速线材生产线是太重煤机有限公司设计生产的。其中粗中轧机组采用了Φ550 mm×2H/2V+Φ450 mm×3H/2V+Φ350 mm×2H/3V。轧机主要设备技术参数如表1所示。

表1 轧机主要设备技术参数
轧机机列由电机、电机底座、联轴器、齿轮箱、万向接轴总成、接轴托架、轧机工作机座、轧机底座组成,如图1 所示。

图1 轧机机列
二辊式闭口轧机机架牌坊采用材质为16Mn 厚钢板经数控切割后加工而成。上下轴承座之间设有弹性阻尼体平衡装置来平衡上轧辊。轧机压下装置采用液压和手动压下,上辊压下装置是通过蜗轮、蜗杆和压下螺丝连续完成。压下量显示设有可视的刻度盘。在轧制中轧制线不变,上轧辊通过压下装置压下,下轧辊通过调整垫来实现辊缝变化。
1)轧辊轴承座装配可通过横移缸—换辊小车整体快速更换。
2)水平轧机换辊通过液压缸直接在轧机底座上进行。立式轧机换辊是将机架推出轧线,然后用吊车将轧辊辊系从机架内吊出后进行。
3)在保证轧线不变情况下,水平机架可以用液压缸直接实现机架的横移,从而实现更换孔槽。立式机架可以用提升装置提升或下降机架来实现更换孔槽。
4)在轧制中机架用夹紧装置夹紧在水平或立式底座上,夹紧装置采用弹簧夹紧,液压松开。
5)万向接轴。轧辊接轴采用十字头接轴,可伸缩。
6)接轴托架。换辊时由接轴托架托住两根万向接轴,便于更换轧辊。该托架不参于轧制。
该轧线热负荷试车当月就达产,受到用户好评。尤其粗中轧具有高强度、高刚度少备件等特点深受用户青睐。生产运行一年后,用户反映有两个问题:
1)压下装置在压下时不灵活,压不动。
2)万向接轴在旋转过程中有甩股现象,尤其350 轧机更严重。
2 问题分析
2.1 压下装置压下不灵活
由于该轧机压下速度不高,压下次数不平繁,所以只考虑摩擦力矩就可以了。
压下螺丝转动时的最大静力矩:

式中:M1为压下螺丝的枢轴端部与止推垫块之间的摩擦力矩,N·m(M1=P1μd·d3/3,P1为作用在压下螺丝上的力(压下螺丝的轴向力)N;μd为止推垫块与枢轴的摩擦系数;d3为压下螺丝端部枢轴间的直径,m;M2为压下螺丝与螺母螺丝间的摩擦力矩,N·m为压下螺丝与螺母间的摩擦角,(°);ρ=arctanμ2,μ2为螺纹间的摩擦系数,通常取μ2=0.1 则ρ=5°40′;α 为压下螺丝与螺母的螺纹升角,(°);d2为压下螺丝与螺母的螺纹中径,m。

式中:P1为作用在压下螺丝上的最大轴向力,该轧机为空载压下,P1=(Q-G)/2,Q为平衡力,N;G为被平衡部件的总质量。
通常取二者之比为K,称为过平衡系数,并且有
由以上可知压下摩擦静力矩在压下螺丝、压下螺母以及相关零件尺寸材料已经设计制造好情况下,与被平衡部件的总质量成正比关系。而

式中:G1为上轧辊辊系质量;G2为接轴质量。
假如在轧制过程中将托架托住则G=G1,即Mj也减小。
2.2 万向接轴甩股
在轧制过程中万向接轴旋转由于自身质量定会产生甩股,旋转速度越大甩股越明显。
由上述2.1、2.2 分析对万向接轴增加支点即优化设计一套参与轧制随动形托架很有必要。
3 优化方案
1)在万向接轴与轧辊轴连接的半接手径向处增加两列球轴承和一支座。在轧制中球轴承内圈与半接手同时转动,球轴承外圈固定与支座中实现了托住万向接轴作用,如图2。
2)在轧制过程中上下万向接轴摆角要随着上下轧辊辊径变化而改变。同时太重煤机有限公司考虑到现场操作简单,便于维修。太重煤机有限公司采用了丝杠丝母单独调整,实现上下支座滑动,如图3。
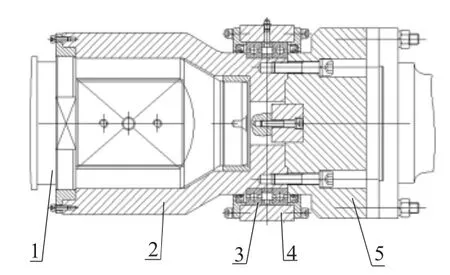
图2 具有支点半接手

图3 随动型托架
如图4 为优化后轧机机列。

图4 优化后轧机机列
优化后托架与工作机座通过插销缸连接为一体。轧制时托架始终托着万向接轴,更换孔槽时轧制线不变,横移液压缸与工作机座连接,通过横移液压缸伸缩实现孔槽变更。换辊时,通过横移液压缸将工作机座与托架托到换辊位,横移液压缸与工作机座脱开,横移液压缸与换辊小车连接将小车移出实现换辊。
4 结语
该机列解决了接轴甩股、压下压不动问题,大大提高了线棒精度。该机列已用在一带一路菲律宾联合钢铁项目。
猜你喜欢
冶金设备(2020年2期)2020-12-28
冶金设备(2020年2期)2020-12-28
装备制造技术(2020年2期)2020-12-14
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
金属加工(热加工)(2020年12期)2020-02-06
中国钼业(2019年4期)2019-08-29
价值工程(2017年31期)2018-01-17
专用汽车(2016年8期)2016-03-01
中国科技产业(2016年2期)2016-02-09