热辅助超声波对浑浊小麦啤酒理化和感官特性的影响
2020-07-13 11:48朴美子
食品科学 2020年11期
肖 秧,朴美子,邓 阳*
(青岛农业大学食品科学与工程学院,山东 青岛 266109)
啤酒是一种深受人们喜爱的低酒精含量且营养丰富的饮料。在啤酒酿造行业,小麦以及小麦芽常被用作辅料[1]。小麦啤酒是典型的上面发酵(Ale)啤酒,原料由大麦芽和发芽或未发芽的小麦组成,并且小麦或小麦芽所占的比例至少达到谷物总量的40%[2-3]。小麦啤酒具有独特且细腻的泡沫,呈现出类似香蕉的水果香和类似丁香花的香气,口感饱满,苦感较弱。这使小麦啤酒在过去的几十年里越来越受到消费者喜爱。此外,强烈且稳定存在的胶体浑浊也是小麦啤酒另一个至关重要的产品特性。Delvaux等[2]发现,与皮尔森啤酒相似,小麦啤酒中的胶体浑浊颗粒也主要是由蛋白质与多酚、淀粉或淀粉降解物结合形成的复合物。事实上,现在普遍认为小麦面筋蛋白具有浑浊活性,可与多酚结合形成浑浊颗粒[2,4]。另外,糖化过程的蛋白质水解可产生更小的浑浊颗粒,因此更有利于胶体浑浊的稳定性[4]。
目前,啤酒生产多采用传统的隧道式巴氏热处理来进行杀菌,长时间的加热处理容易导致啤酒的质量下降[5]。因此,更高的营养和感官品质的消费需求促使了新的啤酒非热加工技术的研发。超声波技术由于具有操作简便一致、环保安全的特点,受到人们的特别青睐。超声波技术在食品加工、巴氏杀菌和萃取领域被认为是一种可持续的“绿色和创新”技术,能够降低水和溶剂的消耗以及有害物质的产生,消除废水后处理过程,减少不可再生能源的损耗[6-7]。超声波技术是通过在20~100 kHz的频率范围内传播声波,在几秒到几分钟内使能量传递到流体样本中[6]。这些超声波产生了压缩和稀疏的交替区域,导致随后的微观空化气泡坍塌。超声波技术在啤酒加工和贮存方面应用前景广阔,如提高产品产量,缩短加工时间,降低操作和维护成本,改善口感、风味和颜色,减少低温致病菌等[6,8-9]。目前,超声波技术已应用于实验室规模的啤酒生产中,它能够提高麦汁糖化效率,从而将发酵过程加速36%~50%,最终提高啤酒的产量;又能应用于啤酒装瓶前,达到除雾的效果[8-9]。这是因为超声波提高了微生物细胞生长所需的氧气和营养物质的转运速率,使细胞内积累的代谢废物更快地释放到体外,从而加快了微生物的生长速率,提高了啤酒发酵的工艺效率。一般来说,室温下超声波处理会导致微生物和酶的失活,尤其是在低声功率密度下[10-14]。热辅助超声波(thermosonication,TS)是一种声热结合技术,即在超声波处理的同时辅助适当的热处理,一般在食品中应用时热处理温度不超过60 ℃[6-9]。已有文献表明,相比单独使用相同温度热处理或相同条件超声波处理,热-超声波联合处理的杀菌和钝酶效果更好[10-11]。Milani等[10]介绍了TS技术在啤酒巴氏杀菌中的首次应用。当用TS(50 ℃、10.8 W/mL、24 kHz)处理1.9 min时,微生物致死率大大提高。与传统的热处理相比,TS处理可以显著降低常规热处理的强度以实现啤酒微生物稳定性,同时改善啤酒质量[6,10]。Milani等[10]研究了热处理和功率超声的组合,降低了热处理温度和酵母子囊孢子灭活的处理时间。但目前关于超声波或TS对小麦啤酒质量参数影响的研究较少。
虽然对于大多数的下面发酵(Lager)啤酒和Ale啤酒而言,浑浊都是不可接受的,但均匀、强烈且稳定的胶体浑浊毫无疑问是衡量小麦啤酒的重要标准。因此,TS技术可能是一项有效提高小麦啤酒浑浊强度及其稳定性的方法。本实验的目的在于比较TS和传统的热处理两种方式对小麦啤酒理化和感官特性的影响。评价产品质量的属性包括微生物、色度、风味和泡沫稳定性,尤其是贮存期内胶体浑浊稳定性。
1 材料与方法
1.1 材料与试剂
麦芽 永顺泰麦芽有限公司;酵母浸出粉胨葡萄糖(yeast extract peptone dextrose,YPD)培养基、平板计数琼脂(plate count agar,PCA)培养基、de Man, Rogosa and Sharpe(MRS)培养基 德国Merck公司;4-乙烯基愈创木酚(4-hydroxy-3-methoxystyrene,4-VG)、4-乙烯基苯酚(4-vinylphenol,4-VP) 美国Sigma公司。
1.2 仪器与设备
紫外-可见分光光度计 上海美谱达仪器有限公司;CX-400 Vibra细胞超声处理器 美国Sonics and Materials公司;高效液相色谱仪 日本岛津公司;浊度仪、NIBEM检测仪 荷兰Haffmans公司;Zetasizer Nano ZS粒度分析仪 美国马尔文公司。
1.3 方法
1.3.1 小麦啤酒样品的制备
本实验所使用到的小麦啤酒产自青岛农业大学教学实训中心,是由质量比为3∶2的大麦芽和小麦芽作为原料酿制而成。由于未经过滤工序,啤酒样品呈现朦胧的雾状,尤其富含悬浮物。均匀的浑浊小麦啤酒是用200 mL的聚对苯二甲酸乙二醇酯(polyethylene terephthalate,PET)灭菌瓶直接取自清酒罐,旋盖盖紧,并保证最少的顶空空气。采样后将小麦啤酒样品存放于4 ℃黑暗条件下,并于24 h内进行TS或者热处理。
1.3.2 热辅助超声处理
将200 mL小麦啤酒样品置于VCX-400 Vibra细胞超声处理器的250 mL玻璃双壁配备冷却夹套的容器中,使用24 kHz超声探头(直径为22 mm)在50 ℃下分别超声处理。参考Milani等[10]所述的TS实验(50 ℃处理1.9 min),本实验采用TS处理时间分别为1、2、3 min(开、关脉冲持续时间分别为4 s和2 s)。通过将超声探头的横截面面积(1.539 cm2)与14 mm探头的超声强度(350 W/cm2,见产品说明书)相乘,计算538.7 W的超声功率。因此,啤酒样品的所供应的单位体积功率约为2.7 W/mL。所有的TS处理都在黑暗条件下进行,以避免光线对样品的影响。采用循环水流式水浴使样品的温度保持恒定。在Milani等[10]的TS实验中,采用密闭容器防止CO2损失和挥发性风味化合物的蒸发。啤酒样品经TS处理后,立即在无菌条件下转移到标准尺寸的长颈瓶(高28.3 cm、宽7.3 cm)中。将瓶顶空间用CO2以120 mL/min的流速冲洗约3 min以除去空气。然后用金属盖紧紧地盖住瓶子以便进一步分析。所有TS处理样品设3 个平行,然后将3 批样品在相同条件(20 ℃)下在黑暗恒温室中贮存。
1.3.3 热杀菌处理
将小麦啤酒样品首先倒入600 mL标准尺寸长颈瓶(高28.3 cm、宽7.3 cm)中,随后置于水浴摇床中,升温至60 ℃进行热杀菌持续处理15 min,以达到15巴氏杀菌单位(PU),最后冷却至室温。同时,处理时瓶子不断被加热搅拌,以提高传热性。
1.3.4 微生物分析
在贮存的第0、28、56、84天时分别对小麦啤酒样品中的酵母菌、乳酸菌、醋酸菌进行计数。酵母的计数采用YPD培养基,醋酸菌采用常规PCA培养基,而乳酸菌则采用MRS培养基进行计数。本实验中所有的培养基和准备方法均由德国Merck公司提供。用膜过滤计数进行微生物分析,50 mL啤酒样品经0.45 μm膜过滤,滤后将膜置于培养皿内的培养基表面,于相应条件下贮存相应天数后进行计数,以菌落形成单位(colony-forming units,CFU)表示。每个实验在不同取样日进行两次,结果为两次实验结果的平均值。
1.3.5 理化特性的测定
标准啤酒分析参考欧洲酿造协会的分析方法[15]进行。4-VG和4-VP的含量则采用高效液相色谱法来检测,该方法的精度能达到0.001 mg/L[16]。
乙酸异戊酯、乙酸乙酯和苯乙醇质量浓度的测定则采用Dong Jianjun等[17]的方法。
胶体浑浊度(<1 μm粒径的颗粒)于20 ℃温度条件下用荷兰Haffmans浊度仪通过90度角散射光进行测定,正如Delvaux等[4]描述的其浊度值单位由EBC表示。
小麦啤酒样品的胶体浑浊颗粒物粒径分布采用美国马尔文公司的Zetasizer Nano ZS粒度分析仪进行测定,其中温度为25 ℃,散射角为90°,测量范围为0.3~10 μm。动态光散射是通过测量由颗粒粒子的布朗运动引起的光散射强度的动态波动来反映颗粒尺寸分布[18]。啤酒溶剂黏度为1.500 cP,介质折射率为1.330。
此外,采用NIBEM检测仪测定啤酒样品的泡沫稳定性,得到的NIBEM法分析值是泡沫下降3 cm所需要的时间,此测量对同一批次啤酒样品有很高的重现性,平均差值为5.8 s(范围为1.0~8.1 s)。
1.3.6 感官品评
啤酒感官评价是由8 名来自青岛啤酒股份有限公司的专业啤酒评委来完成,包括年龄介于30~55 岁的3 名男性和5 名女性成员。对经TS和热处理的小麦啤酒随机进行感官品评分析。本轮品评总共5 个小麦啤酒样品,包括未经任何处理的对照样品、热杀菌样品(60 ℃、10 min)和TS样品(50 ℃,2.7 W/mL分别处理1、2、3 min),各个样品随机排序,评委们参照美国酿造化学家协会的小麦啤酒专业品评方法进行品鉴[19]。感官品评分析以量化选定的与香气和味道相关的感官属性,并以1~5的强度来打分。其中1表示强度最弱,而5表示最强。感官属性如下:总得分、丁香花味(主要来自4-VG和4-VP)、类似香蕉的水果香(主要来自苯乙醇)、苦感、酸感、甜感、新鲜度和饱满度。
1.3.7 贮存期内浊度的测定
常规热杀菌、TS以及未经任何处理的小麦啤酒样品于20 ℃条件下避光贮存,并分别在第0、7、14、28、42、56、70、84天取出对浑浊稳定性进行相关分析。每次取样都开启一个新瓶样品。
1.4 数据处理
实验均设2 次重复、3 个平行,结果以平均值±标准偏差表示,图表由Origin 8.0软件制作,并采用SPSS 17.0软件Duncan法进行显著性分析(P<0.05)。
2 结果与分析
2.1 TS和热处理对小麦啤酒中微生物的影响
本实验对未经处理以及经过TS和热处理后的小麦啤酒中存活的总酵母菌、醋酸菌和乳酸菌的数量进行测定。如表1所示,新鲜未处理的小麦啤酒中分别有大约1.18、1.63、7.19(lg(CFU/mL))的醋酸菌、乳酸菌和酵母菌。TS分别处理1、2、3 min和热处理(60 ℃、15 min)可完全杀灭小麦啤酒中的醋酸菌和乳酸菌。在20 ℃贮存84 d后,小麦啤酒样品中仍未发现有乳酸菌和醋酸菌存在。同时,热杀菌处理以及TS处理2 min和3 min均可使小麦啤酒中的酵母菌失活,而TS处理1 min只能将酵母数降至0.86(lg(CFU/mL))(P>0.05)。超声波处理时瞬态空泡不对称内爆所产生的液体射流会对微生物细胞膜造成严重损伤,可导致严重的细胞膜损伤和细胞壁聚合物材料的裂解。同时,稳定的空化气泡振动也可能产生微流动并产生高剪切应力,这会导致细胞膜损伤并导致微生物的失活[20]。McClements[21]也提出,当与其他技术如加热结合使用时,使用超声波灭活微生物是有效的。因此,在本实验条件下的TS技术对正常生产得到的新鲜小麦啤酒处理2 min以上,即可完全杀灭其中的酵母菌、乳酸菌和醋酸菌,获得常规巴氏杀菌(60 ℃、15 min)一样的效果。

表1 TS和热处理对小麦啤酒中微生物的影响Table 1 Effect of TS and heat treatments on microbial counts of wheat beer
2.2 TS和热处理对小麦啤酒中理化特性指标的影响
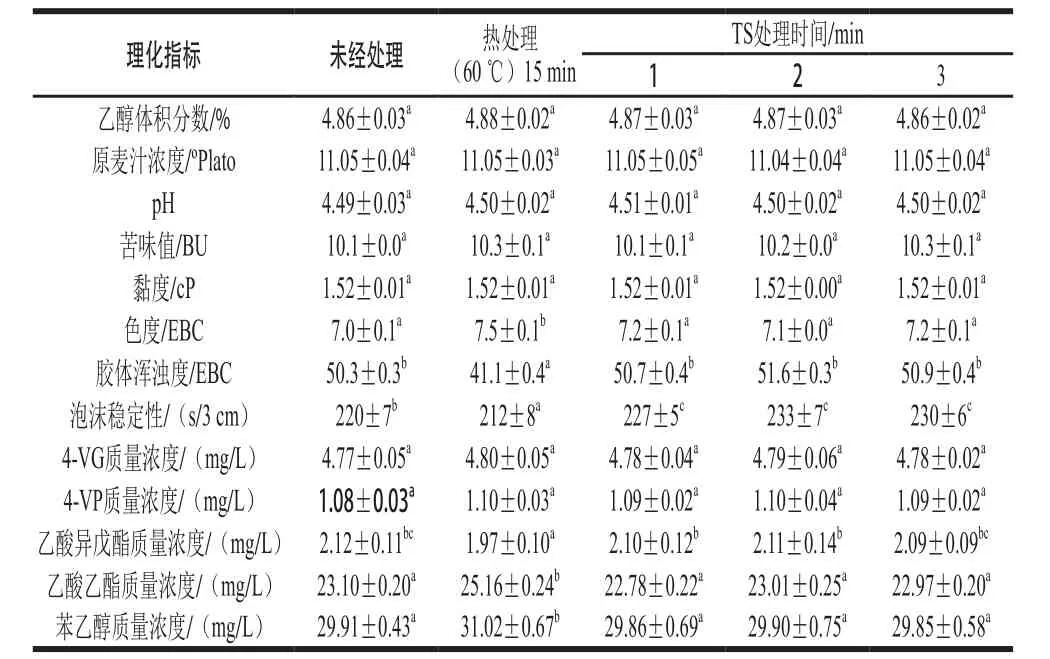
表2 TS和热处理对小麦啤酒中理化特性指标的影响Table 2 Effects of TS and heat treatments on chemical and physical attributes of wheat beer
如表2所示,本实验通过对处理前后小麦啤酒样品进行分析发现,无论是经TS处理还是传统的热处理,原麦汁浓度、乙醇体积分数、pH值、苦味值和黏度均无明显变化(P<0.05)。Buzrul等[22]报道,不同条件下的TS处理(不同压力和受压时间)对Ale和Lager啤酒的苦味值、乙醇体积分数、pH值和原麦汁浓度均没有显著影响。此外,热处理会显著增加啤酒色度,而TS处理后的样品与未经处理的小麦啤酒相比变化不明显。本实验结果证实了之前报道[23-24],这可能归因于TS处理温度较常规热杀菌要低,美拉德反应速率相对要慢[5]。
众所周知,苯乙醇、4-VG和4-VP是小麦啤酒中必不可少的特征香气和风味组分。由表2可知,相比于TS处理,热处理小麦啤酒中的苯乙醇含量增加更多,尽管这些增加并不显著。与未经任何处理的对照酒相比,TS和热处理的小麦啤酒4-VG和4-VP质量浓度没有显著的差异。此外,与对照和3 种TS样品相比,热处理后啤酒的乙酸异戊酯含量略有下降,而乙酸乙酯含量有所上升。但Chang等[25]研究发现,20 kHz超声波处理的玉米酒中高级醇含量略有增加,乙酸乙酯含量减少。然而,超声波对酒精饮料这些挥发性芳香化合物的影响和机制尚不清楚。超声波能够促进食品和植物中天然产物的提取[26]。这些研究表明,超声在处理天然产物时,可以诱导一些化合物的降解[25-26]。声空化是能量和物质的一种独特相互作用,导致发生高能化学反应[27]。结果还表明,3 种TS处理样品与未经处理的对照相比,有着更高的泡沫稳定性和胶体浑浊度。相反,热处理则会导致泡沫稳定性和胶体浑浊度下降。在3 种条件下,TS处理2 min可获得更高的泡沫稳定性和胶体浑浊度(表2)。基于此,最终选择经此条件处理的小麦啤酒样品进行后续感官品评和贮存期浑浊稳定性评价。与已有研究[22]结果相似,TS处理2 min对比传统巴氏热处理显示出更高的胶体浑浊度,这可能是由于在热辅助超声波条件下蛋白质降解产生更多的疏水位点从而可与多酚形成更多的复合物[22-23]。
2.3 TS和热处理对新鲜小麦啤酒颗粒粒径分布的影响
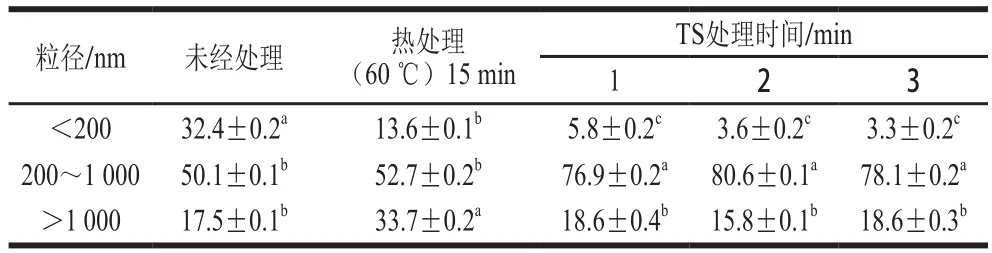
表3 TS和热处理对小麦啤酒颗粒粒径分布的影响Table 3 Effects of TS and heat treatments on particle size fractions of wheat beer%
如表3和图1所示,动态光散射分析表明,未经处理的对照小麦啤酒样品中的胶体浑浊颗粒平均粒径为951.8 nm。另外,热处理后小麦啤酒浑浊颗粒粒径显著增加,可能是由于小颗粒相互聚集所致。相反,经TS处理2 min后的样品中颗粒粒径分布更加均匀,并略有下降,其平均直径为806.6 nm。作者前期研究发现,小麦啤酒中粒径介于200~1 000 nm的颗粒主要来自蛋白质与多酚形成的复合物,是胶体浑浊稳定性的主要贡献者,而粒径超过5 μm的颗粒主要由酵母组成[28]。当啤酒样品经热杀菌处理后,这些颗粒可能变得更大进而沉淀至瓶底,因此导致浊度降低。因此,合乎逻辑的假设是TS处理的样品有可能具有更小和更为均一的颗粒粒径分布(700~1 000 nm),从而形成更稳定的胶体浑浊。

图1 小麦啤酒的颗粒粒径分布分析结果Fig. 1 Particle size distribution of wheat beer
2.4 TS和热处理小麦啤酒的感官品评
为了进一步探讨TS处理对小麦啤酒品质的影响,不同处理的小麦啤酒样品分别进行了感官品评。如图2所示,结果表明所有的3 款小麦啤酒(未经处理、TS处理2 min、传统热处理)均具有明显的由4-VG产生的丁香花味。然而,与其他样品相比,经过热处理的小麦啤酒的类似香蕉的水果香味变弱。水果香气主要来源于总酯,尤其与乙酸异戊酯含量相关,这赋予了小麦啤酒的香蕉味[29]。这些品评结果与之前的理化检测结果相吻合。此外,TS处理后小麦啤酒的饱满性,即入口后的丰满感和新鲜感有轻微地提高。因此与传统热杀菌结果相比,TS处理几乎不影响小麦啤酒的原有风味和口感特征。

图2 小麦啤酒感官品评结果Fig. 2 Sensory evaluation of wheat beer
2.5 TS和热处理对小麦啤酒贮存期内浑浊稳定性变化
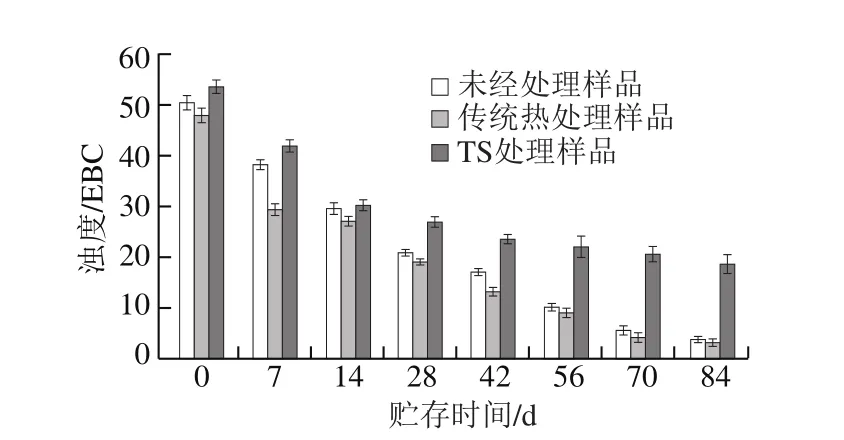
图3 小麦啤酒贮存期内浑浊稳定性变化Fig. 3 Changes in colloidal haze intensity during storage of wheat beer
图3 显示对照以及TS处理2 min和热处理的小麦啤酒在20 ℃条件下贮存过程中胶体浑浊的变化情况。未经处理和热处理的样品从贮存的第一天开始都表现出相似的显著下降趋势。当贮存到第70天时,无论是对照还是热处理样品的浊度均下降至5 EBC以下,整个下降过程几乎保持一致。然而,TS处理后的小麦啤酒在整个贮存期间内一直保持相对高的浊度。直到第84天时,样品浊度仍接近于20 EBC。这些结果都支持了之前的假设,即一定程度上小麦啤酒中较小且更均匀的颗粒有助于形成更为稳定的胶体浑浊。TS处理使啤酒中的蛋白质形成细小颗粒,大小足以产生可见的雾状浑浊但又不会沉降至瓶底而在几个月的贮存期内悬浮于瓶中。Asano等[30]发现,通过使用蛋白水解酶改变蛋白质结构组成更有利于胶体浑浊稳定,部分蛋白质的水解形成更小的浑浊颗粒,从而产生更稳定的胶体浑浊[5]。有研究还发现,通过增加蛋白质的降解程度,减少沉淀的形成和发生,可保证胶体浑浊的稳定性[4]。通过对贮存84 d后TS处理2 min的小麦啤酒样品再次进行颗粒粒径分布分析,发现趋于浑浊稳定的啤酒样品中粒径介于200~1 000 nm的颗粒占到了97.9%。因此,进一步验证了2.3节的假设,即粒径200~1 000 nm的颗粒是胶体浑浊稳定性的主要贡献者。
3 结 论
本实验比较了热(50 ℃)和功率超声的联合即TS处理和60 ℃温度单独热杀菌对小麦啤酒主要品质特性,尤其是贮存期内胶体浑浊稳定性的影响。小麦啤酒的主要特性,例如原麦汁浓度、乙醇体积分数、pH值和苦味值,几乎不受TS和热处理的影响。与TS处理相比,热处理会略微改变小麦啤酒的特征香气成分的含量。更重要的是,在热和超声波的共同作用下小麦啤酒有着比热处理和未处理的对照更高的胶体浑浊稳定性和泡沫稳定性。因此,TS可能是一种非常有前途的,且不影响原有口味的条件下用于啤酒生产的非热加工技术。
猜你喜欢
石油沥青(2022年2期)2022-05-23
农家致富顾问·上半月(2021年6期)2021-12-26
军民两用技术与产品(2021年8期)2021-11-24
食品安全导刊(2020年17期)2020-12-04
食品安全导刊(2020年27期)2020-12-03
中学生数理化·高一版(2020年10期)2020-11-04
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
食品界(2019年2期)2019-03-10