
简析可锻铸铁管路连接件检验检测方法及相关讨论
2020-07-10 06:41吴君璧
商品与质量 2020年12期
吴君璧
太谷县质量技术监督检验测试所 山西晋中 030800
玛钢管件是一种成本较低、效率高、工艺成熟、性能稳定的工程材料,广泛应用于建筑上下水、消防设施。玛钢产品的检验检测事关产品的质量判定,与人们的生产、生活密切相关。国标GB/T3287-2011规定玛钢管件质量判定的检验检测项目共有11项,本文主要介绍其中几项检验项目及方法[1]。
1 玛钢管件的检验检测项目及方法
1.1 尺寸与公差
玛钢管件的尺寸与公差检验使用游标卡尺进行测量。
管件主要尺寸见国标GB/T3287-2011附录A。未规定尺寸,由制造方自行决定。在没有规定最大最小尺寸时,管件从端面到端面,端面到中心的尺寸偏差见表1。
1.2 镀锌厚度
管件要求镀锌保护层时,应采用热镀工艺。热镀锌具有锌层均匀,附着力强,使用寿命长等优点。管件的镀锌厚度使用涂层测厚仪进行测量,在管件的整个表面和长度上至少取散布的10个点测量,用算术平均值作为计量结果。目视检查管件热镀锌层的致密性和连续性。
管件镀锌层相关表面锌的质量不小于500 g/m2,相当于平均覆盖厚度为70 µm,个别样件不小于450 g/m2,相当于覆盖厚度不小于63 µm。锌层平均覆盖厚度可用近似公式进行计算,式中指锌层平均覆盖厚度,单位为µm;mA指单位面积的锌层质量,单位为g/m2。

表1 玛钢管件端面到中心的尺寸
1.3 管螺纹检测
管件密封管螺纹分为外螺纹和内螺纹,外螺纹为圆锥形(R),内螺纹可以是圆柱形(Rp)或圆锥形(Rc)。螺纹质量是管件质量的重要组成部分,直接关系到产品使用及安装质量,其检验的数值准确性尤为重要。
(1)螺纹轴线夹角的极限偏差。管件螺纹轴线夹角使用管件角度检具检测,国标GB/T3287-2011规定,螺纹轴线夹角为90°和180°时,测定角度的偏差不超过±0.5°。
(2)管螺纹轴线垂直度。管螺纹轴线垂直度使用游标卡尺进行测量,将相应管螺纹测头旋入被测管件拧紧后,用游标卡尺测量测头平面至管件端面的最大距离(A)和最小距离(B),其偏差值(C)计算方法:C=A-B。
螺纹轴线应与管件端面垂直,垂直度偏差不得大于表2的规定。

表2 管螺纹管件规格垂直度偏差
(3)螺纹倒角。管件螺纹端面必须倒角,内螺纹最小夹角为90°,端面倒角的直径应大于螺纹大径。外螺纹最小夹角为60°,端面倒角直径应小于端面螺纹的小径。倒角的轴向长度不得大于1P。
(4)螺纹精度。螺纹精度使用螺纹环规、塞规检测。测内螺纹时,将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间为合格,螺纹为标准。被测螺纹体高于下基面则被测螺纹体螺纹偏大,已超出标准范围。被测螺纹体低于上基面则被测螺纹体螺纹偏小,不在标准范围内[2]。
测外螺纹时,将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间为合格,螺纹为标准。被测螺纹体高于下基面则被测螺纹体螺纹偏小,已超出标准范围。被测螺纹体低于上基面则被测螺纹体螺纹偏大,不在标准范围内。
1.4 密封性试验
所有承受压力的管件都应进行密封性试验,每个管件都应无泄漏迹象。管件密封性试验在管路连接件试验台上进行,试压操作台装有经确认有效的监测压力表并与被测管件串通连接、以获得测试的真实效果。试验的具体测量方法如下:
(1)将试验台调整至平衡位置,水箱充水至实用水位,将试件装卡并连接快速接头;(2)顺序打开进水阀、排气阀、保压阀,手动水泵给试件空腔内加水至充满,用手泵打压至2 MPa以上,按表3要求保压并观察;(3)试验结束后卸压,取出试样。
注:试验前或试验中应随时检查压力表的可靠性。
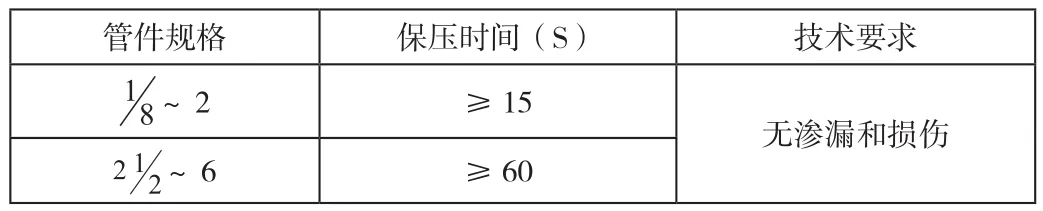
表3 管件密封性试验
1.5 材料性能试验方法
管件材料性能利用与该批管件同时浇注的规定试样在微机控制电液伺服万能试验机上进行拉力试验测得。试样的拉力试验具体操作步骤如下:
(1)试验前准备。
①宏观检测试样:要求试样外表光滑、平整,无弯曲、错箱、裂纹、缺损、多肉、气孔、砂眼、表面氧化、烧蚀或未经退火处理。
②试样尺寸应符合表4规定。
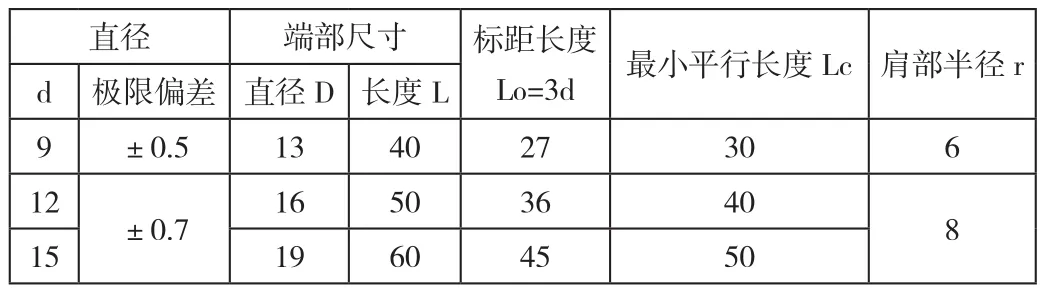
表4 拉力试样尺寸 mm
③在试样靠近中间的部位选取测量点,用游标卡尺测量同一截面互相垂直的两个直径数,记录并取平均数待输入电脑。
④按直径实测平均值计算标距长度,输入电脑,并在试样平行长度的靠中心部分均匀分布,标距作永久性标记。
(2)微机控制电液伺服万能试验机操作步骤。
①依次按“电源”、“油泵”绿色按钮,绿色指示灯亮,接通控制机,打开MaxTest软件。
②将测得的试样直径和标距长度输入电脑。
③根据试样尺寸把相应的钳口装入上下钳口座内,将试样的一端夹持于上钳口中,将横梁钳口升降至适当高度,将试样另一端夹持于下钳口中。
④按试验要求的加荷速度,进行加荷试验。
⑤试样断裂后,按“松开”按钮,取下断裂的试样,卸荷,将油缸回落到起始点。
⑥用游标卡尺测量断裂试样的标距,将结果输入电脑,电脑将自动计算出延伸率和抗拉强度等数据结果,试棒拉伸试验结果见表5。
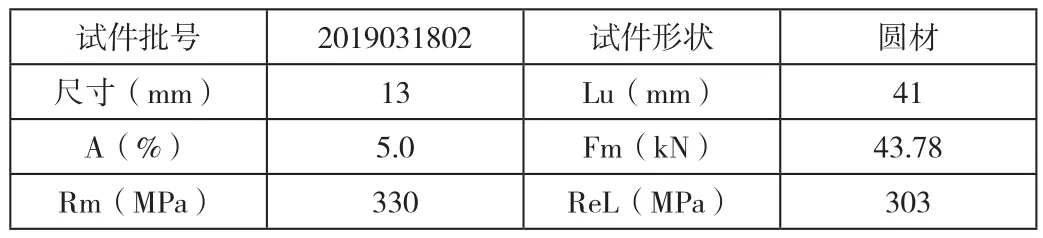
表5 试棒拉伸试验
2 玛钢管件检测中存在的问题及发展方向
玛钢管件产品的规格型号众多,直径包括15mm-400mm,高达1000多种,而且形状多样化包括弧形、直角、异径等。玛钢管件的尺寸与公差检验主要依赖传统的测量方法,使用游标卡尺进行测量,存在检验时间长,测量误差大的问题。
在玛钢管件产品检验过程中,螺纹精度检测是一个重要指标。螺纹塞、环规检测均为接触性检测,因受螺纹角度、螺距及锥度等实际精度的影响,检测的实为某点或某圆上的作用尺寸,真正的螺纹精度很难精确的测量与判断[3]。用传统塞规、环规检测需要配套大量标准器,耗资大、用人多。
3 结语
随着时代的进步,科技的发展,玛钢产品日益丰富,采用现代检验手段及先进的仪器设备是玛钢管件产品质量控制的必然方向。检验检测手段的日趋完善,将提高分析结果准确性,降低检验检测人员工作量,节省大量财力物力。如管件几何尺寸的检验可采用三坐标测量仪等,使用螺纹综合测量仪,既能快速、准确满足管件螺纹测量,又能作为校正塞规、环规的标准器。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
时代人物(2021年31期)2022-01-30
煤气与热力(2021年4期)2021-06-09
煤气与热力(2021年2期)2021-03-19
中国建筑金属结构(2018年6期)2018-08-31
环球市场信息导报(2017年6期)2017-06-15
科技创新导报(2016年8期)2016-10-21
科技资讯(2016年7期)2016-05-14
汽车文摘(2015年5期)2015-12-16
汽车与新动力(2012年2期)2012-03-25
