珍贵木材的高效综合利用研究∗
2020-07-09 09:36:14陈年
林产工业 2020年6期
陈 年
(江西环境工程职业学院, 赣州 341000)
随着天然林资源的减少,能源、环境等问题的日益突出,我国木材资源的供需矛盾也随之加剧[1-2]。QB/T 2385—2018《深色名贵硬木家具》标准涉及珍贵木材树种101 种,其中29 种属于GB/T 18107—2017《红木》中规定的树种,但我国自有名贵硬木只有22 种,其余均为进口材[3-4]。我国90%以上珍贵木材加工企业原材料需进口[5-6],粗略统计珍贵木材的利用率仅能达到25%左右,甚至更低。如黑酸枝种类中的东非黑黄檀,因其天然缺陷严重,平均出材率仅为8%~13%[7]。因此,提高珍贵木材的综合利用率,符合保护生态环境、节约利用资源、提高经济价值目的。
1 珍贵木材利用概况
珍贵木材主要为阔叶材,阔叶树材材质致密、有独特香气、木材纹理精美细腻、制品经久耐用,但其原木多具弯曲、开裂、空心、夹皮、偏枯、树瘤、心边材明显等缺陷,因而导致制材出材率低。
珍贵木材的交易不同于普通木材,均以称重原木的形式进行。进入木制品(主要为家具)加工企业后,由于木材珍贵,大部分企业根据产品设计造型自行锯解开料,在原木锯解过程中,为获得符合要求的规格材,需剔除珍贵木材的各种缺陷。根据企业调研数据统计,该过程产生的木材浪费最大,平均达总量的38%左右[7]。

图1 弯曲木材Fig. 1 Wood bending

图2 木材开裂Fig. 2 Wood cracking

图3 白皮木材Fig. 3 White leather wood
家具等木制品生产包含多次烘干、毛料锯刨切加工、净料开榫头榫眼加工、锯切弯曲件加工、雕刻加工、不合格零部件换件、刮磨打磨等工艺过程,粗略统计,此过程木材平均浪费35%左右[7]。
综合珍贵木材从原木制材到制造出家具成品全过程,浪费合计达72%左右,仅有28%左右的珍贵木材应用于最终木制品。板皮、边角料、不规则材等被不少企业粗放囤积于企业仓库或露天场地[8],边角料最终充当薪材低价出售。而这些稀缺的珍贵木材生长年限极长,有些树种需生长几十到几百年才能成材。

图4 木屑浪费Fig. 4 Sawdust waste

图5 弯曲件加工浪费Fig. 5 Waste of bending parts processing

图6 零乱堆放的边角料Fig. 6 Scattered wood scraps
2 珍贵木材高效利用方法
提高珍贵木材利用率是个综合问题,涉及原木锯解、木制品设计、木制品制造过程中的诸多环节[8-11],本文从优化锯材下锯工艺、低质材集成利用、低质材贴面包覆利用、低质材原木艺术创作利用、低质材分类分级综合利用等几个方面对珍贵木材的高效利用进行研究。
2.1 优化锯材下锯工艺
将珍贵原木锯解成符合木制品(家具)加工所需毛料,该过程可采用带锯或圆锯完成。下锯法按照锯机切削刀具数分类,可选择单锯法和组锯法;按照锯解过程翻转原木顺序分类,可采用四面下锯法、三面下锯法和两面下锯法。
单锯法,即一台机床,一根锯条或一片圆锯片,一次加工一道锯口,一次锯解出一块锯材[12]。单锯法不论是用圆锯还是用带锯,对珍贵木材锯解都比较适用。组锯法,即一台或多台机床,用两根或两根以上的锯条或锯片,每次可锯切两块或两块以上的锯材[12]。组锯适合加工径级大且通直的原木。四面下锯法属于单锯法里的一种下锯法,即原木在跑车大带锯上翻转下锯,在锯下四块完整板皮后原木形成整方料,再进行规格材下锯[12]。三面下锯法同属单锯法里的下锯法,原木在跑车带锯上先锯去一侧板皮,或带锯一些毛边板,然后翻转扣下,依次平行下料或锯制毛边板[12]。两面下锯法,也是单锯法里的一种,即原木在跑车带锯上依次锯解毛边板[12]。上述几种下锯法优缺点如表1 所示。
由于珍贵木材原木大部分具弯曲、开裂、空心、夹皮、偏枯、树瘤、心边材明显等缺陷,为提高出材率,在原木制材环节上可优化锯解方案,并引用先进的锯解设备与技术(如更薄的锯条及激光切割技术)。另外,应选用具有较高技能和熟练程度,责任心强的技术工人进行操作。由表1 分析得出,应视具体原木径级、缺陷选择下锯法,推荐使用的下锯法为带锯或圆锯单锯法,结合选用四面、三面、两面下锯法。
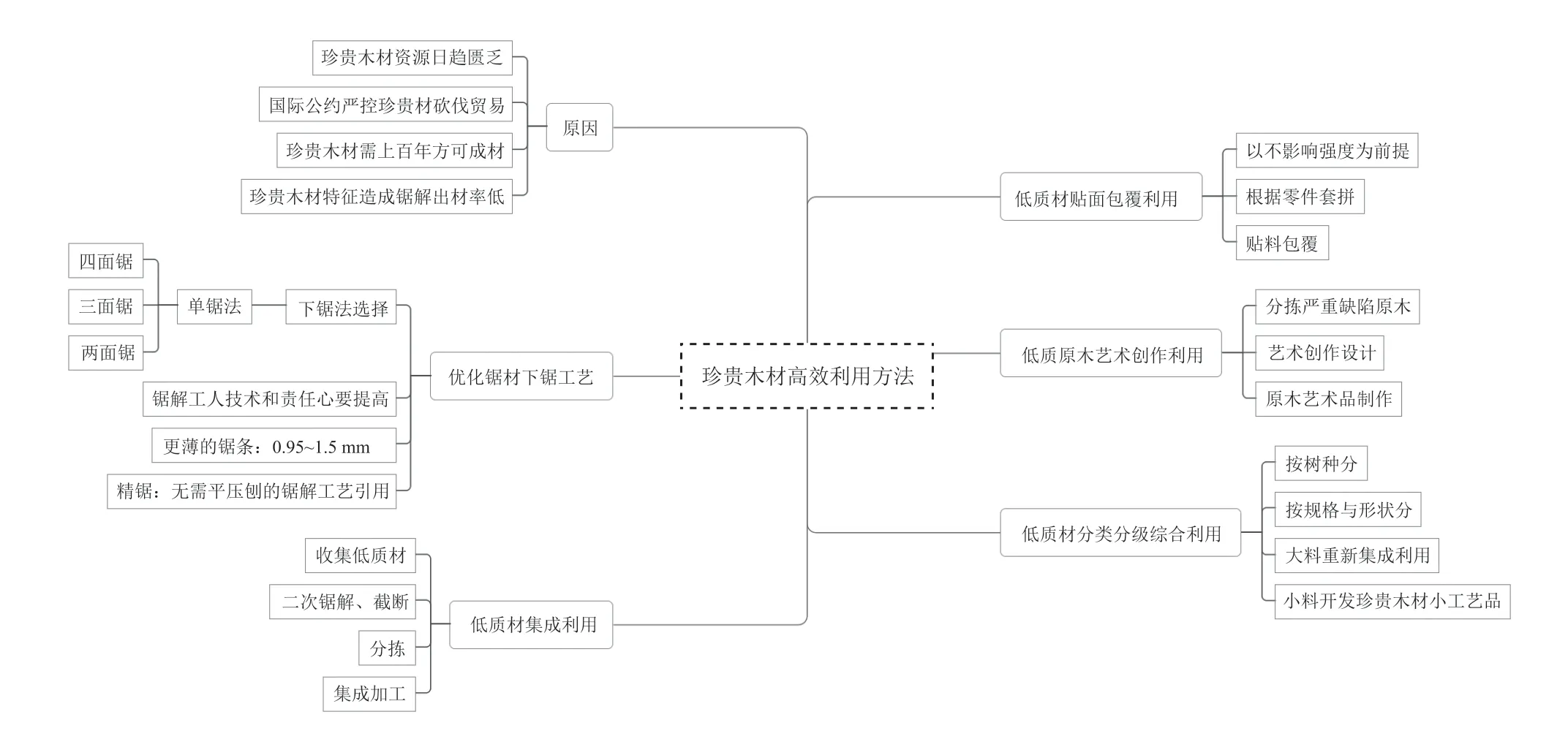
图7 珍贵木材高效利用方法示意图Fig. 7 Schematic diagram of highly efficient utilization of precious wood
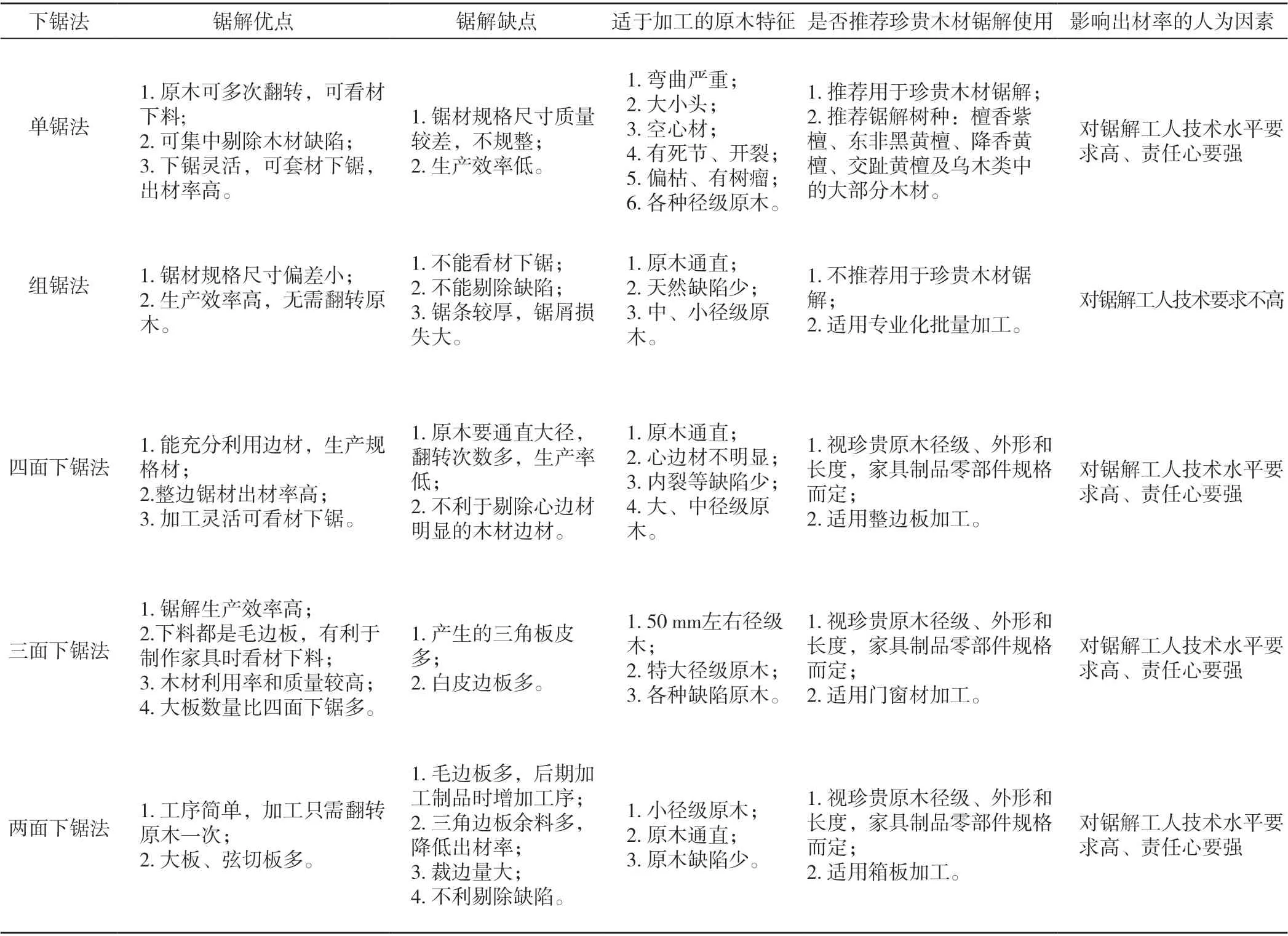
表1 下锯法种类与优缺点对比Tab.1 Comparison of the types, advantages and disadvantages of sawing procedure
2.2 低质材集成利用
本文将锯解产生的不能直接用于家具等木制品制作的板边、白皮、加工边角余料、缺陷严重无法锯解取料的珍贵木材原木等统称为珍贵木材低质材。

图8 珍贵木材低质材集成利用工艺流程Fig. 8 Integrated utilization process flow chart of lowquality precious wood
通过优化锯解工艺,锯材出材率达到65%左右,将其用于家具等木制品生产,而剩余35%左右未被企业充分利用的材料[7]可对其进行开发再利用。通过分拣,视规格大小进行再锯解,用平压刨加工成相应的小规格板块、板条等,根据家具制品设计需要,在不降低品质和外观的前提下进行接长、拼宽等,形成集成珍贵材[13]。工艺流程如图8。
2.3 低质材贴面包覆利用
对于锯材贴面包覆使用,QB/T 2385—2018《深色名贵硬木家具》中有以下描述:采用天然优质实木锯材为基材,表面包覆深色名贵硬木加工制成的家具,包覆层厚度≥6 mm[3-4]。内部材质应符合GB/T 3324—2017《木家具通用技术条件》的规定,如果树种不一致,在商品中应注明为“XXX深色名贵硬木包覆家具”,如果同树种,则注明“XXX深色名贵硬木家具”,去掉“包覆”字眼[3-4]。
贴面包覆利用低质材,在不影响使用强度等质量的前提下,可通过挖除缺陷部位并嵌补上材种材色纹理相同的木材,再在表面用同树种纹理、符合制品整体设计要求的优质材进行包覆。这种方法只适用于家具制品的腿、立柱、扶手等零部件,不宜在大面板上使用此方法。贴面包覆工艺流程如图9 所示。

图9 珍贵木材低质材贴面包覆工艺流程Fig. 9 Paste coating process flow chart of low-quality precious wood
2.4 低质材原木艺术创作利用

图10 树瘤Fig. 10 Tree tumor

图11 工艺椅Fig. 11 Craft chair
将弯曲、内朽、树瘤等缺陷严重的珍贵原木用于开发珍贵木材工艺制品,如艺术茶桌、造型摆件等。利用有缺陷的珍贵原木进行艺术创作,要遵循“物尽其用”的原则,通过对原木外形分析与融入艺术设计的随形创作[14-16],使作品既有审美功能,又具实用功能,实现低质珍贵木材高值利用的目的。
利用有缺陷的珍贵原木进行艺术创作,可结合传统文化,将传统文化元素有机地融入艺术作品中,使缺陷珍贵原木焕发生命力[17-19]。运用恰当的锯截、挖料、雕刻、镶嵌等工艺技术,将造型、材质、工艺有机结合,创作出令广大消费者喜爱的珍贵原木工艺作品,既充分利用了珍贵木材资源,又实现了经济价值。原木艺术创作利用工艺流程如图12 所示。

图12 珍贵木材低质材原木艺术创作工艺流程Fig. 12 Art creation process flow chart of low-quality precious wood
2.5 低质材分类分级综合利用

图13 凌乱堆放的余料Fig. 13 Precious wood scraps piled up in disorder

图14 整齐堆放的规格边角余料Fig. 14 Specifciations and precious wood residues stacked in order

图15 珍贵木材低质材分类分级综合利用工艺流程Fig. 15 Classification and comprehensive utilization process flow chart of low-quality precious wood
前文提到,家具等木制品制作过程中约35%左右的材料被浪费,对这部分珍贵木材应根据材种、规格、形状、缺陷等进行分类分级管理[7-11],规格比较大的木料可采取集成加工利用,规格较小的木料用于开发珍贵木材小工艺品。
将珍贵木材边角余料用于开发小工艺品,可基于其精美纹理与质感,对其进行分类、设计、制作,变废为宝、以拙成巧[20],如可用于制作工艺茶具配饰件(茶杯垫、茶桌摆件等)、书桌配饰件(笔架、笔插、名片盒、香插、装饰摆件等)、纯盘玩装饰件(汽车挂件、吊牌、钥匙扣、木戒指、木串珠等)、家居类用品(木梳、发簪、木筷、木勺、木盘、小型按摩健身物件等)、其他类(随形雕刻、微型家具等)。工艺流程如图15 所示。
3 结语
对于珍贵木材的高效利用,加工企业应组建团队、形成共识。从长远看,组建专门团队负责珍贵木材的综合利用,企业是小投入大回报。在设计环节应充分考虑木材材性、形状特征与制品零部件尺寸、造型设计相结合,即要满足造型功能要求,又要规避珍贵木材缺陷,做到材尽其用;在珍贵原木锯材开料、毛料加工、净料加工等环节,首先应采用合理的制材方法,优化适合珍贵木材的制材工艺,注重先进锯切技术的应用,提高锯材出材率;对弯曲、开裂等缺陷严重的珍贵原木和家具制品加工过程产生的边角余料,可进行分类分级二次开发用于木艺产品,真正做到全过程最大化综合利用珍贵木材,据此提高其经济价值。
猜你喜欢
建筑与预算(2024年2期)2024-03-22 06:51:36
国际木业(2016年8期)2017-01-15 13:55:21
国际木业(2016年3期)2016-12-01 05:04:51
国际木业(2016年1期)2016-12-01 05:04:08
国际木业(2016年1期)2016-12-01 05:03:55
幸福(2016年9期)2016-12-01 03:08:42
国际木业(2016年12期)2016-03-10 16:10:00
国际木业(2016年5期)2016-02-28 10:26:46
世界热带农业信息(2015年8期)2015-05-30 08:32:08