制造执行系统在牙膏生产中的应用
2020-07-07 14:54:58郑亮亮陈万金汤立平
口腔护理用品工业 2020年3期
郑亮亮 陈万金 汤立平
(福建爱洁丽日化有限公司,漳州 363000)
1 传统沟通方式的缺陷
2016年开始,公司由原厂址搬迁入新生产区域。新工厂生产能力逐步扩大,分料、投料、制膏、灌包作业分布在不同楼层。实施信息化改造之前,以传统方式下达生产指令,进行各工序间的沟通。车间主任每天开班将各机台的生产订单和生产顺序口头传达给操作员,并将生产日报表交给操作员填写,作为过程记录。工序间信息以电话传达,投料员完成投料作业后电话通知制膏机操作员开始进料作业;反之,制膏机进料完成之后,操作员电话通知投料员进行下一锅次投料。同样的,灌包车间与放料间通过电话联络的方式协调投放半成品膏体。
在新生产条件下,传统的沟通方式有以下几个方面的缺陷。
1.1 信息传递速度慢
电话沟通方式需拨号、等待,当被联络者远离电话时就不能做到及时有效的沟通。特别地,生产过程出现异常时,沟通不及时将造成更大的浪费。
1.2 信息易缺失
口头传递的信息很容易再传递的过程中缺失信息片段。当指令逐级传递时,信息片段丢失会造成指令偏差或迟延,最终影响生产效率。
1.3 不可追溯
生产过程可控是品质管理的关键点。口头联络的缺陷在于不能即时留存沟通内容,重要的信息反馈随沟通结束而消失,不能形成有效的过程文件,当发生异常或不良时沟通过程反而会成为争议点,不能帮助分析异常原因及对策。
1.4 较难对作业过程进行有效监控,不能起到防错、纠错作用
以2017年3月为例,共计出现9起备料、投料错误。原因为当期因扩大生产,有新工人大量入职,实操过程中错误执行流程步骤导致,漏备料、备错料、重复投料的事件。虽过程由巡检人员及时发现,但仍然造成返工工时浪费。
实际生产过程中有因为沟通失败导致投料错误、生产延误的情况发生。传统沟通方式的缺陷使新生产方式无法真正发挥出优势,制约了生产效率的提高。因此,经过现场调研,对作业员进行访谈,并引进软件公司作为协作单位,定制开发出制造执行系统,打破信息流的瓶颈,提高了生产效率。
2 制造执行系统功能
2.1 制造执行系统定义
制造执行系统 (manufacturing execution system, 简称MES)是美国AMR公司(Advanced Manufacturing Research,Inc.)在上世纪90年代初提出的,旨在加强物料需求计划(MRP)的执行功能,把MRP计划同车间作业现场控制,通过执行系统联系起来。
爱洁丽制造执行系统是基于牙膏产品制膏以及灌装工艺过程,及作业现场的执行实际情况与重点性问题,定制化设计开发。通过系统后台预先录入各产线的生产计划及工艺流程,由系统引导作业人员按标准工艺流程完成相关作业,并确认。当生产计划或操作员动作步骤偏离预设标准时,系统提出警告并提示执行,达到防错、纠错的目的。同时,感应器实时采集数据,经后台整合输出,管理者可以实时掌握生产进度,生产效能,以及与历史数据的对比,把握动态生产效率。从而在管理者与执行者之间建立起双向、多维度的信息传递平台,达到控制过程风险、提升产品品质、提高生产效率的目的。
2.2 预定功能
2.2.1通过系统后台下达生产指令,精确控制每部制膏机、灌装机每天的生产任务及生产顺序,准确把控生产进度。
2.2.2通过系统状态信息展示,解决传统沟通方式产生的信息失误并且难追溯查询的问题,杜绝因此产生的制膏投料错误,起到过程防差错的作用。
2.2.3实时展示生产进度及状况,方便管理人员有效控制生产过程,及时处理异常。
2.3 系统模块
2.3.1用户管理模块:定义用户角色,设置用户角色权限,查看、修改、删除角色,以完备系统安全性。
2.3.2生产计划模块:生产部制单员根据物控部门发布的生产计划,在系统中录入或修改车间生产计划列表,对制膏生产车间与灌包生产车间的生产任务,进行分配或临时调整生产任务。
2.3.3看板显示模块:分别开发各车间电子看板程序,运行时将报表实时输出到车间大屏幕显示器,方便车间管理者实时通过电子看板执行任务和了解状态。
2.3.4报表模块:针对制膏和灌包车间的实际流程,设计供大屏看板显示报表,以及管理人员的网络终端显示,包括追溯综合查询之用。
2.3.5语音引擎模块:开发2路看板语音播报接口,将生产指令、操作确认信息同步生成话音接口,同步传送到各车间进行语音播报。
2.3.6其它模块:储罐接料间操作客户端,制膏及粉料投料操作功能等。
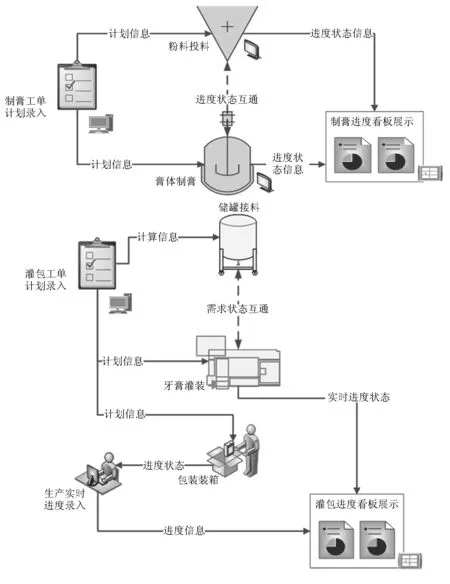
图1
2.3.7终端设备通讯服务协议模块:响应并发送指令到各个工作岗位的操作终端设备,并实时采集生产线生产数据到服务器进行处理及统计。
2.3.8系统所有终端设备均采用TCP/IP网络协议标准接入局域网网络与软件系统通信。
2.4 系统原理
2.5 功能逻辑
2.5.1投料间各个工位均安装独立LED屏显终端。计划锅次编号和操作指令均显示在LED屏幕上。每次投料工序完成后,工人即刻按下终端状态按钮,完成进度确认反馈。制膏车间对应的制膏工位即可在第一时间响应生产,所有交互状态均同步显示到制膏车间电子看板总系统上,并通过语音系统功能同步播报提醒。
2.5.2制膏车间各个制膏机位安装单按钮终端设备。当有投料需求并按下按钮时,投料间的对应投料工位可在第一时间响应投料,投料间及制膏间整体工况可通过电子生产看板集中反馈,包括进度及指令响应状况。

图2 投料区LED屏显终端

表1
2.5.3半成品储存间配置显示屏并设置操作客户端,实现各条储罐接料工位在完成接料动作后的按键操作和信息显示,实时与生产看板系统交互对接。
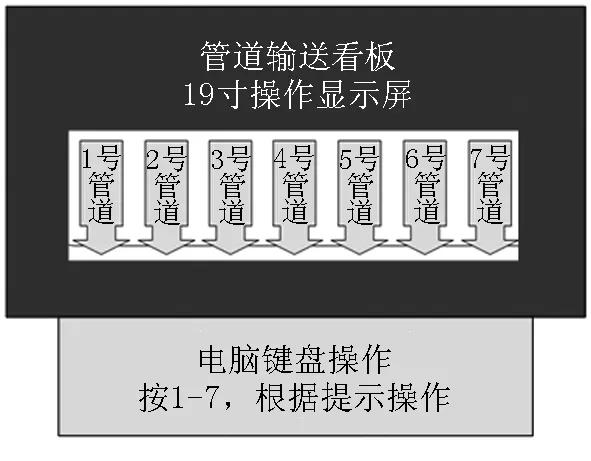
图3
2.5.4灌包车间在灌装机上安装按钮采集终端,可自动采集各台灌装机的生产数据(产量),实时反馈给系统服务器,并在包装车间电子看板系统上显示各灌装机产能、产量,进度等信息,当有给料需求并按下红色按钮后,放料间将在第一时间响应指令,生产看板也将同步显示,同时按钮指示灯同步状态指示。
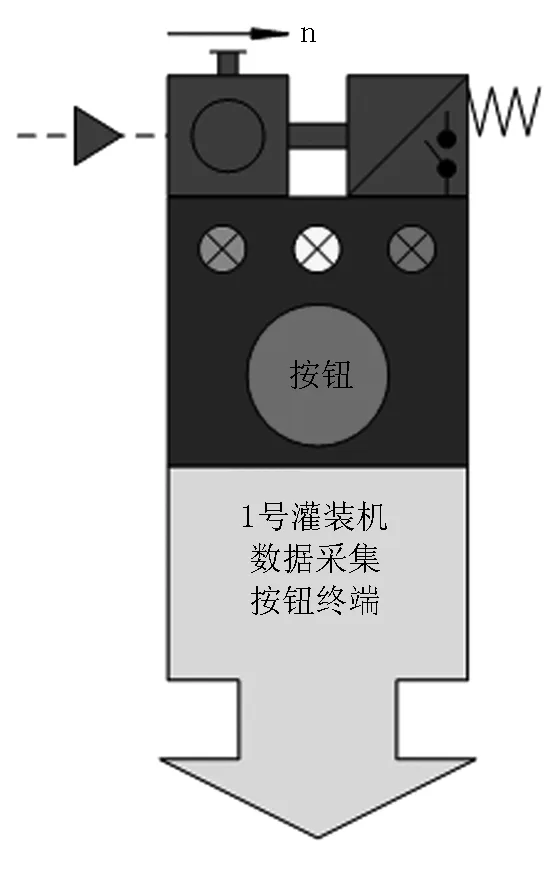
图4
2.5.5包装区,通过人工收集包装产线完成进度状况,定时进行系统录入,反馈到系统服务器,并在包装车间电子看板系统上显示各包装产线实时产能、产量,进度等信息。
2.6 实施效果
2017年7月,系统进入全面运行阶段。项目组针对各工位作业内容分别组织多次系统原理及实操培训,帮助操作员快速掌握操作方法;通过后台实时监控,发现异常立刻联络管理者调查原因并实施现场再培训。仅一个月时间就完成系统与生产现场的融合。试运行3个月间,系统准确运行率达到99.3%,操作员工艺流程执行率99.2%,因沟通失效导致的生产异常为0。新员工违反流程作业事件为0。制膏车间备料人为失误由单月最多9起降低至0起,实现一次做对率100%。
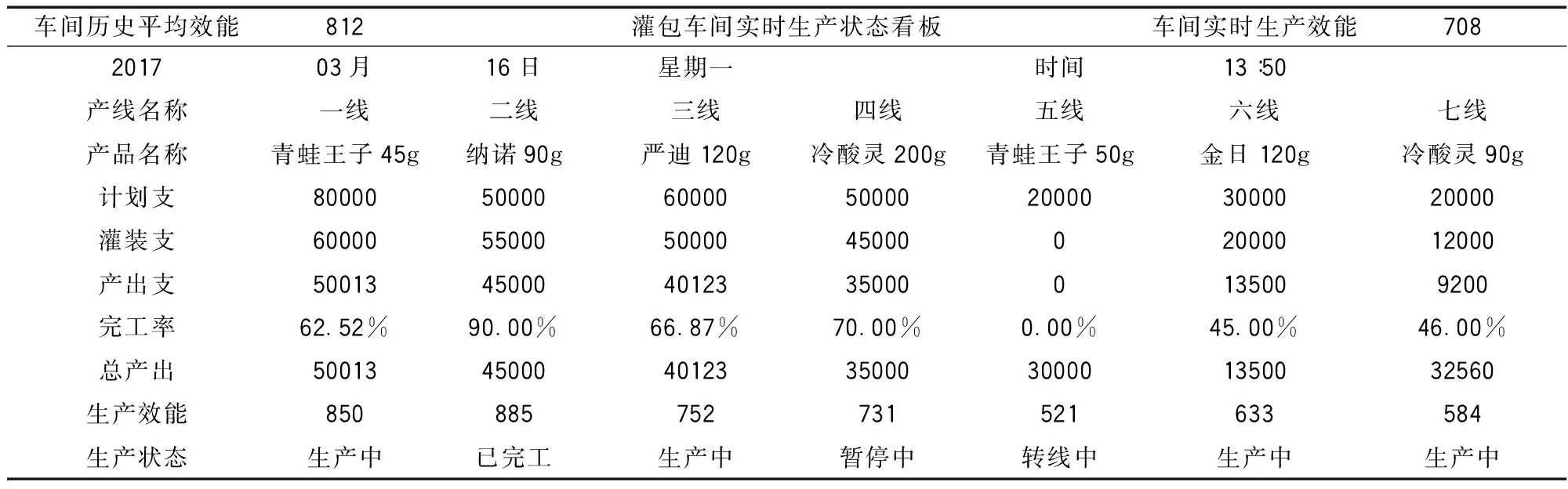
表2
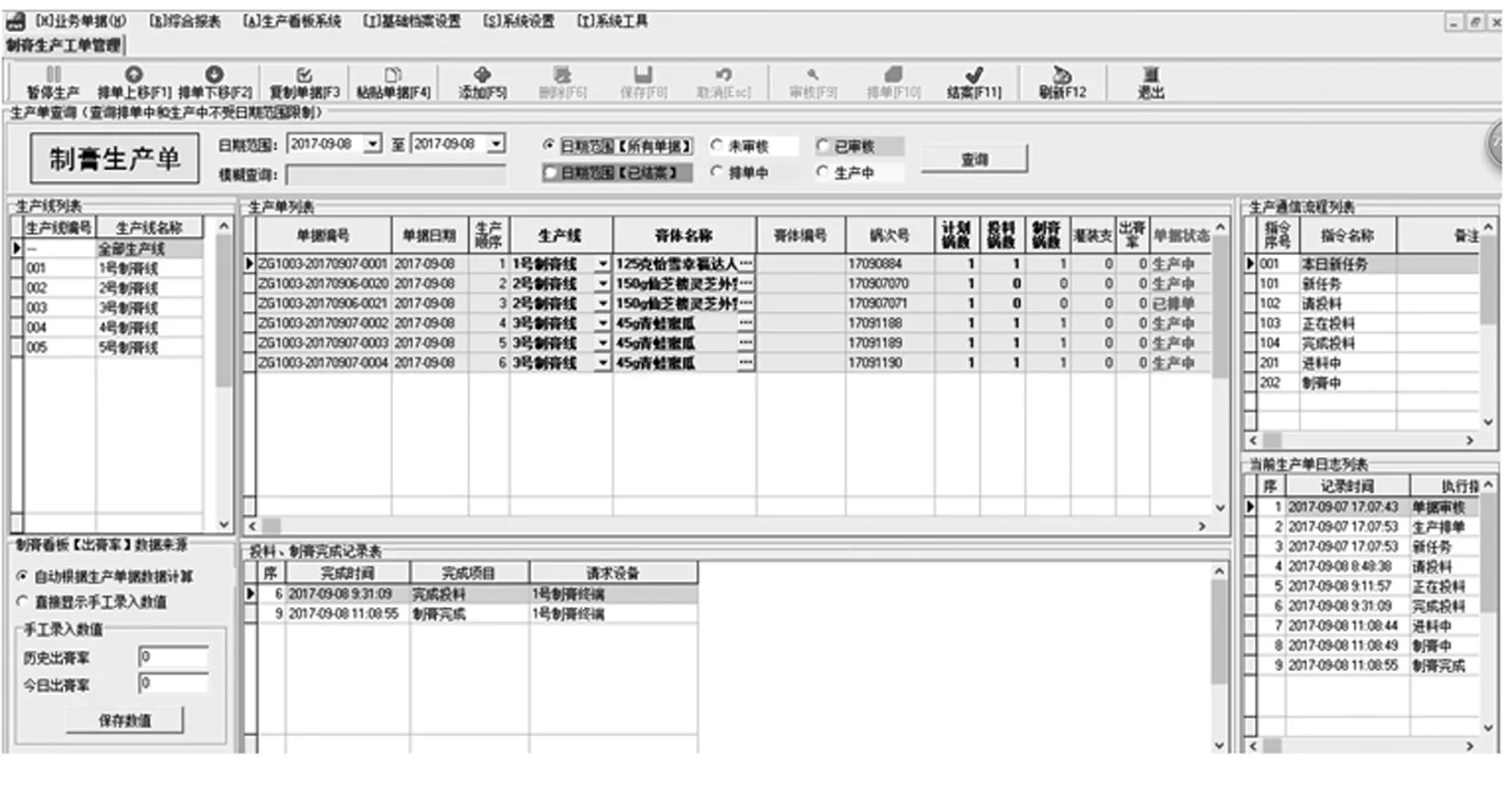
图5
3 结论
经运行验证,我们确认制造执行系统能够满足现实生产需求。通过对生产任务、信息反馈、以及生产数据的整合及实时播报,各层级管理者、各工位作业员能够准确发布和接收指令,实现了信息准确及时传递;同时,每个操作步骤及其时间节点都记录在后台数据库,成为现场改善、异常分析工作的重要基础数据。启用系统后,生产部在规范化、品质以及生产效率方面均有显著提升:制膏车间关键岗位操作员培训及辅导期有原先3个月缩短为1个半月,工艺执行率提升5个百分点,未出现新工违规操作事件;投料间、制作间一次做对率达到100%;制膏机组操作员减少50%,单位产出工时减少45.4%,包装车间生产效能提高24.6%,总体上对品质及效率有明显的提升。
为系统保留端口,在下阶段升级规划中,计划通过对仓库系统的升级对接,实现从来料入库、配送、备料、制膏、灌装、包装、仓储全流程的信息化,企业生产自动化将再上新台阶,为最终响应国家号召,实现智能制造2025规划迈出了重要一步。
猜你喜欢
当代化工研究(2023年16期)2023-09-11 04:24:45
军事文摘(2022年13期)2022-08-27 01:26:36
中国烟草学报(2021年4期)2021-09-26 07:30:38
水泵技术(2021年4期)2021-01-22 03:31:13
当代旅游(2019年3期)2019-09-19 13:05:05
山东煤炭科技(2018年1期)2018-12-05 08:22:22
科技传播(2017年22期)2018-01-10 00:29:07
中小企业管理与科技·下旬刊(2017年8期)2017-09-13 18:58:33
自动化学报(2017年11期)2017-04-04 02:52:30
党员电教与远程教育(2016年3期)2016-03-19 16:46:56