
HNC- 21 世纪星四方刀架常见电气故障排查
2020-06-30 02:48曹会腾
科学技术创新 2020年17期
曹会腾
(山东轻工职业学院,山东 淄博255300)
HNC-21 世纪星是华中数控股份有限公司开发的一款针对HNC-21T 型数控车床的教学版,由输入输出系统、计算机数控系统(CNC)、伺服驱动单元、可编程控制器(PLC)、电气控制装置、位置检测装置和机床本体等组成[1]。
1 HNC-21 世纪星自动换刀电气原理介绍
HNC-21T 四方刀架自动换刀的电气控制主要涉及三个方面,第一是电气控制线路,包括强电回路和控制回路两部分;第二是和刀架有关的PMC 参数,主要为正转延时时间T1、换刀超时时间T2 和刀架锁紧时间T3,参数的设置不当也会影响刀架的运行;第三是和PLC 有关的输入输出点的设置,PLC 内部软件输入输出点的设置应和硬- 的接线对应[2]。HNC-21 世纪星的换刀过程涉及三方面[3]。第一方面是PLC 的输入与输出信号,包括CNC 给PLC 的数控指令、PLC 通过Y0.3 和Y0.4 口的输出控制信号、PLC 的输入的刀架号信号;第二方面是PMC 参数中T1、T2、T3 的值;第三方面是换刀的电气控制部分。根据刀架的控制电路图可以得到换刀的步骤:
1.1 控制面板上输入刀号信号和换刀开始信号,数控系统存储刀号信号,同时通过PLC 控制使KA4 继电器得电,继而继电器KA4 中的常开开关闭合,刀架正转线路导通,接触器KM1 的线圈得电。
1.2 接触器线圈得电后,接触器KM1 的三个常开开关闭合,刀架电机得电,刀架开运动。
1.3 每更换一个刀位,刀架内部安装的的霍尔传感器能够获得刀号,通过X1.1~X1.4 传递给PLC,然乎进行比较传递的刀具信号和系统中的信息是否匹配,当匹配时候停止换刀操作。
1.4 当换刀时间小于系统设定的T2 时间,同时刀具信号也没有超时,CNC 发出信号使继电器K5 闭合;通步骤1.1 至步骤1.3 相似的方式使得刀架电机反转锁死,反转的时间为T3。
2 刀架故障类型
HNC-21 型号系统刀架相关的故障类型有多种多样,同时也有多种原因,如CNC 故障,PLC 的输入、输出的线路故障,刀架的强电控制线路故障,刀架霍尔电气元器件的故障等,但在解决故障的时候是从到刀架的异常现象入手,结合刀架电机的电气控制原理、数据传输过程图和PMC 的参数设定来逐步排除可能的原因。
2.1 故障一 刀架时转时不转
刀架时转时不转的原因有多种,本文采取了二叉树的方式,从继电器的发光二极管是否亮入口,这样更加直观的判断出可能的原因处于电气控制的那一部分,加快了故障排除的速度。图1 为刀架时转时不转的故障树图。
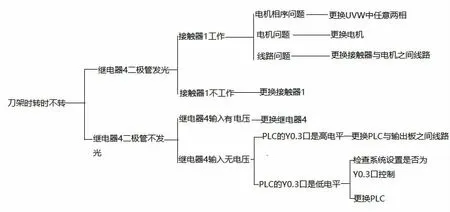
图1 刀架时转时不转故障树
2.1.1 首先观察继电器4 的发光二极管是否发亮,如果发亮,则表示信号已经到达了继电器4,这就节省了检查继电器4之前电路的环节;如果二极管不亮说明信号没有传递到,这时候首先需要检查PLC 与继电器4 之间的电路,然后再排除继电器和电动机之间的电气问题。2.1.2 发光二极管不亮的情况下,首先通过万用表测量继电器4 的输入端是否有24V 的电压输入,如果有则更换继电器4,如果没有表示PLC 与继电器4 之间存在问题。2.1.3 在步骤2 的基础上,通过HNC-21 世纪星的PLC 监控界面,查看Y0.3 口是否为高电平。如果是高电平,则需要更换PLC 与输出板之间的线路,如果为低电平,则检查继电器的输入口是否为Y0.3。如果不是则更改系统设置进行排除故障,如果是则是PLC 或者或者控制面板故障,然后逐个检查排除。2.1.4 如果发光二极管亮,则首先检查接触器1 的线圈输入端是否有电压。如果没有电压,则需要更换线路;如果有电压,则检查接触器1 的输出三相电压是否正常,如果不正常,则需要更换接触器1;如果接触器的输出三相电压正常,则依次检查电机UVW 的相序、接触器与电机之间的线路问题和电机这三个方面。刀架电机时转时不转是一个设计到多方面,本文提到的故障树的方式只是提供了一个指导性的参考。
2.2 故障二 刀架持续正转,提示换刀超时
刀架电机持续正转,当换刀实践超过T2 时会提示换刀超时。刀架内部装有1 个霍尔传感器,传感器连接四个霍尔元件,分别对应四个刀号,在刀架上有一个磁性元件,磁性元件会跟随刀架的转动而转动[5,6]。当磁性元件通过霍尔元件时,会将对应的霍尔元件会输出低电平,霍尔传感器会将四个刀具信号电平通过X1.1~X1.4 输入到PLC 中,PLC 将数据传输到CN 中,CN会依据电平判断出刀架当前的刀号。刀架持续正转的故障诊断相对简单,首先通过系统自带的发光二极管能判断出故障在电气系统的那一部分。如果发光二极管亮则表示,信号传输到了PLC,因此是PLC 或者CNC 内部故障;否则的话就是霍尔传感器故障或者线路故障,线路故障可以通过万用表确定。详细的故障树如图2 所示。

图2 刀架持续正转故障树
2.3 故障三 刀架无法锁紧
刀架正转找刀,反转锁紧。依据前面的分析可以得知,在正转完成之后,PLC 通过Y0.4 口发出信号,通过继电器5,为接触器2线圈供电,使电机反转锁死。图3 为刀架无法锁紧故障树,首先查看KA5 的发光二极管是否发光,发光表明信号从PLC 传输到了KA5,然后在检查KM2 的输出三相电压是否正常,如果有输出电压正常则是KM2 与刀架电机之间的动力线出现了问题,否则的话就是KM2 内部故障或者KM2 与KA5 之间的线路出现故障。KA5 的发光二极管不亮,则通过PLC 的查看功能查看Y0.4 口的输出电平,进而判断PLC 与KA5 之间的链接线路问题。刀架无法锁紧还可能与PMC 中的T2 和T3 时间相关,需要通过参数列表进行查看。建议T2 设置为20s,T1 时间设置为1s。
2.4 故障四 刀号错误
系统换刀的结果和控制面板上的刀号不一致。这种情况往往是由于硬件接线错误或软件的设置问题导致的。1-4 号刀通过刀架上的霍尔传感器传输到PLC 的X1.1~X1.4 端口,由于软件设置或接线过程中的错误导致的此故障。解决方法有两种,第一种是在PMC 参数值中修改对应的接口参数,第二种方法是更换I/O 口的接线端口。
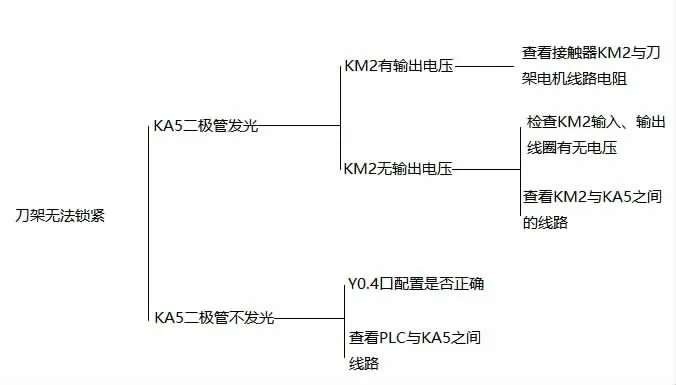
图3 刀架无法锁紧故障树
结束语
HNC-21 世纪星的四方刀架故障模式相对较少,故障排除需要在理解刀架电机强电回路图、刀架控制原理图、PMC 参数、刀具号输入的PLC 的端口号等基础上,从PLC 的执行器继电器入手,结合故障树,按照步骤进行故障排除。
猜你喜欢
再生资源与循环经济(2022年4期)2023-01-06
发明与创新·小学生(2020年10期)2020-10-19
汽车维护与修理(2019年11期)2019-12-03
科教新报(2019年27期)2019-09-10
电子制作(2019年7期)2019-04-25
电子制作(2018年13期)2018-07-27
科技与创新(2018年5期)2018-03-16
电子制作(2017年9期)2017-04-17
电子制作(2016年19期)2016-08-24
中学物理·高中(2016年1期)2016-05-26
