
阳离子型稀土-铝高分子杂聚絮凝剂的合成及其在废弃钻井液处理中的应用
2020-06-30 07:06:44王岳能刘庆旺范振忠仝其雷
石油化工 2020年5期
王岳能,刘庆旺,范振忠,孙 傲,梁 婷,仝其雷
(东北石油大学 石油工程学院,黑龙江 大庆 163318)
在石油开发过程中钻井产生的钻井液废液是一种含钻屑、黏土、加重材料、污油以及各种高分子化学处理剂的复杂多相体系[1],具有悬浮物含量高、矿化度高、色度高、化学需氧量(COD)高等特点[2]。由于钻井液废液中含烃类、盐类及各类聚合物,成分复杂,如排放前处理不当,会对周边环境造成严重破坏[3]。现阶段处理水基钻井液的方法主要有回填法、固化法、井下回注法、循环使用技术以及生物降解技术等[4-8]。目前海上油田一口井的钻井废物回收处置费用为几百万元左右,占整口井钻井液成本的25%左右,现行处置方式难以满足要求[9]。钻井液废液运输难度大,排放要求高[10],如能在平台对废液直接处理可大幅降低处理成本,所以固液分离法对于海上油田钻井液废液处理具有很好的发展前景。固液分离法虽然前景较好,但目前采用该方法处理废液得到的液相浑浊且杂质较多,再用于配置钻井液则需二次处理,增加了处理成本[11]。如在无机絮凝剂中引入稀土离子,通过水解反应形成聚合稀土氯化物的混合溶胶,然后再接枝有机阳离子,通过无机-有机共聚形成更长更稳定且具有稳定核心的高分子网[12],在固液分离后液相可直接用于配浆,不但可降低成本,还满足环保要求[13-15]。
本工作以稀土氯化物和AlCl3·6H2O 为无机组分、丙烯酰胺和二甲基二烯丙基氯化铵为有机组分、过硫酸铵及亚硫酸氢钠为引发剂聚合得到阳离子型稀土-铝高分子杂聚絮凝剂。利用FTIR,TG,SEM 等方法分析了该絮凝剂的结构与性能,将该絮凝剂用于钻井液废液的固液分离,考察了分离所得液相再次配浆的性能。
1 实验部分
1.1 主要试剂与仪器
稀土氯化物:主要成分LaCl3含量不少于45.5%(w)、CeCl3含量不少于45.5%(w),河南吉鑫化工产品有限公司;AlCl3·6H2O:AR,无锡市亚泰联合化工有限公司;丙烯酰胺:CP,上海精细化工科技有限公司;二甲基二烯丙基氯化铵:纯度不低于99.5%(w),广东翁江化学试剂有限公司;NaOH:AR,济南宏嘉化工有限公司;阳离子聚丙烯酰胺(CPAM):AR,天津市津达正通环保科技有限公司;PFC-01(主要成分FeCl3):工业级,济南铭源化工有限公司。
AVATAR-360 型傅里叶变换红外光谱仪:Themermo Nicolet 公司;S-3400NII 型扫描电子显微镜:日立公司;S8TIGER 型X 射线荧光光谱分析仪:布鲁克光谱仪器公司;TDZ5-WS 型多管架自动平衡离心机:湘仪离心机仪器有限公司;DL-FD 型红外分光光度计:青岛动力伟业环保设备有限公司;Tecnai G2 F20 S-Twin 型散射仪:FEI公司;ZNN-D6 型六速温控旋转黏度计:河北润创科技开发有限公司;WRT-Ⅱ型热重分析仪:北京北光宏远仪器有限公司。
1.2 钻井液废液物性分析
某油田废弃钻井液废液的物性见表1。从表1可看出,含量较多的无机盐为CaCl2,KCl,NaCl,质量分数分别为0.73%,5.37%,13.53%。钻井液原液的主要成分见表2。对比表1 和表2 可看出,钻井液在使用后含水量有所下降,这主要是由于钻井液经过循环携带出大量钻屑,从而导致含水量相对下降,但钻井液废液中KCl 和NaCl 的含量与使用前相比变化不大,因此废液处理后的液相重新配浆时可在原配方的基础上不添加KCl 和NaCl。
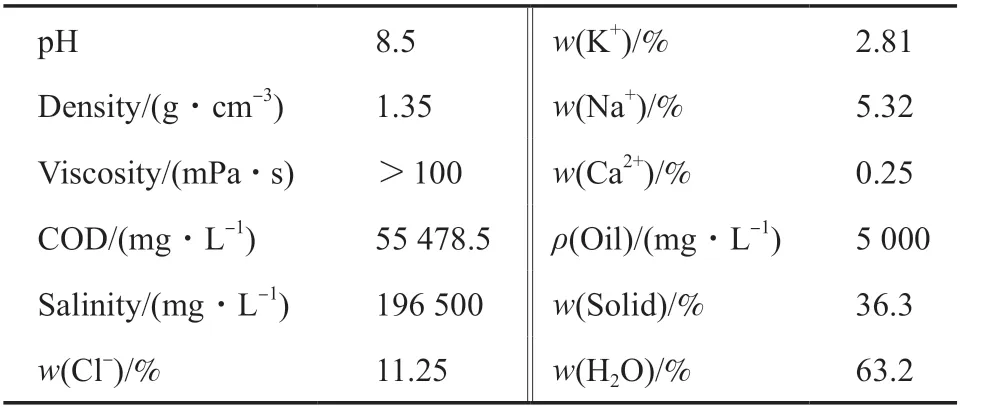
表1 废弃钻井液废液的物性Table 1 Physical properties of abandoned drilling fluid

表2 钻井液原液的主要成分Table 2 Main components of drilling fluid stock
1.3 絮凝剂的合成
在三口烧瓶中使用83.8 g 纯净水溶解10 g 稀土氯 化 物 和36.2 g AlCl3·6H2O(36.2 g AlCl3·6H2O水解后可以脱出16.2 g 水,溶解后体系中AlCl3含量为0.2 g/mL),完全溶解后在45 ℃、搅拌转速1 000 r/min 下,将3 g NaOH 加入溶液,继续搅拌直至溶液中产生的氢氧化铝、氢氧化镧、氢氧化铈完全分散。然后将16 g 丙烯酰胺及6.4 g 二甲基二烯丙基氯化铵溶解至溶胶中,通氮气除氧并且加入引发剂,首先加入0.04 g 过硫酸铵,搅拌一定时间后加入0.032 g 亚硫酸氢钠,在45 ℃下持续通氮气并搅拌4 ~6 h,即可得到稀土-铝高分子杂聚絮凝剂。
按照m(AlCl3·6H2O)∶m(稀土氯化物)∶m(CPAM)=36.2∶10∶0.5 配制可得到无机-有机复配絮凝剂。
1.4 表征方法
采用傅里叶变换红外光谱仪进行FTIR 测试:KBr 压片,检测波长范围4 000 ~300 cm-1。分别将一定量的无机-有机复配絮凝剂和稀土-铝高分子杂聚絮凝剂用无水乙醇多次洗涤提纯,在真空干燥箱中50 ℃下烘干,然后采用热重分析仪进行TG 分析。
分别使用稀土-铝高分子杂聚絮凝剂和现场用絮凝剂PFC-01 对钻井液废液进行固液分离处理,对比两种絮凝剂处理后废弃钻井液的脱水率以评价稀土-铝高分子杂聚絮凝剂的絮凝性能。
使用扫描电子显微镜分别对稀土-铝高分子杂聚絮凝剂以及PFC-01 作用产生的絮体进行观测,观察两种絮凝剂的作用方式及絮凝能力的强弱。
使用稀土-铝高分子杂聚絮凝剂对油田水基钻井液废液进行固液分离处理后,取固液分离后的液相进行物性分析。
1.5 液相配浆性能评价
在对钻井液废液进行固液分离处理后,用液相进行配浆,考察液相可循环利用的可行性。分别使用纯净水及固液分离得到的液相配浆,测定钻井液的流变性及滤失性,对比表观黏度及滤失量的变化以考察液相所配浆的性能。
2 结果与讨论
2.1 FTIR 表征结果
试样的FTIR 谱图见图1。
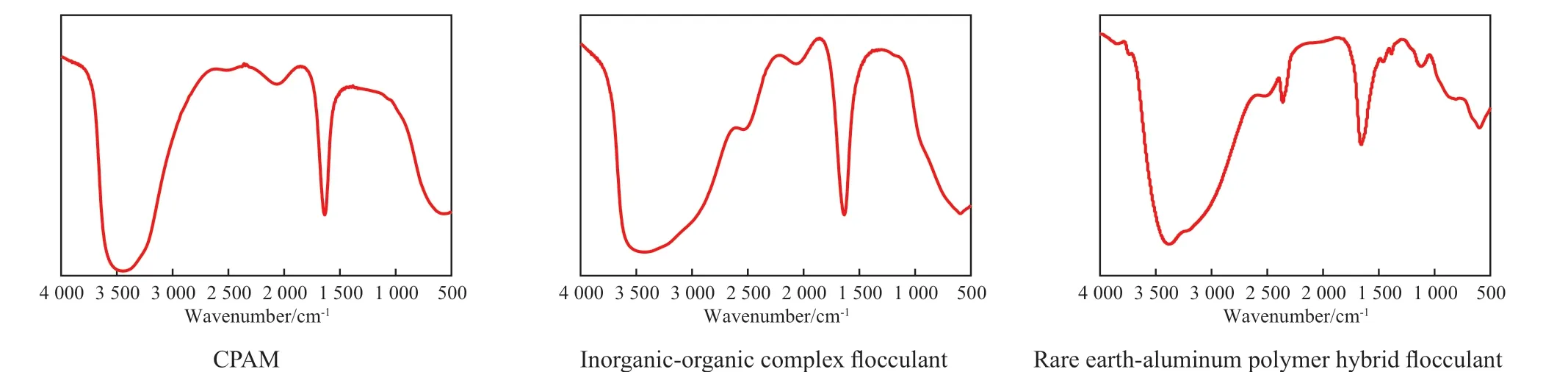
图1 试样的FTIR 谱图Fig.1 FTIR spectra of samples.
从图1 中CPAM 的谱图可看出,3 400,1 660 cm-1附近的吸收峰分别归属于—NH2和C=O 键的伸缩振动。无机-有机复配絮凝剂与CPAM 的主要吸收峰基本接近,没有产生新的吸收峰。稀土-铝高分子杂聚絮凝剂的谱图中,1 460 cm-1处的吸收峰归属于—CH3的不对称变角振动;1 150 cm-1附近的吸收峰归属于酯基团中的C—O 键;850 cm-1附近的吸收峰归属于Al(La,Ce)—O—Al(La,Ce)的弯曲振动,反映了铝元素及稀土元素在转变为聚合金属盐过程中原子之间通过氧桥进行了键合;615 cm-1附近的吸收峰为叠加在水分子吸收峰上的Al(La,Ce)—OH 的整体弯曲振动。FTIR表征结果显示,稀土-铝高分子杂聚絮凝剂的无机与有机组分之间形成了离子键,即无机-有机杂聚键合成功。
2.2 TG 表征结果
图2 为试样的TG 曲线。从图2 可看出,无机-有机复配絮凝剂的热分解主要有2 个阶段:第1 段的范围为50 ~260 ℃,约10%的质量损失,主要由于吸附水和配位水的脱除;第2 段范围为260 ~420 ℃,质量损失65%左右,此阶段质量损失较大,主要由于分子结构破坏、羟基中的结合水损失、酰胺基的亚胺反应和甲基中的季铵基团的热分解。稀土-铝高分子杂聚絮凝剂的热分解主要有3 个阶段:第1 段范围为50 ~270 ℃,此阶段吸附水与配位水的质量损失为12%左右,FTIR 表征也显示该杂聚絮凝剂中存在结晶水;第2 段范围为270 ~370 ℃,此阶段试样质量快速下降30%左右,主要为酰胺基的亚胺反应和甲基中的季铵基团的热分解产生的质量损失;第3 段范围为370 ~520℃,质量损失38%左右,损失主要来自聚合物主链的热分解反应。TG 表征结果显示,无机-有机复配絮凝剂的热分解半衰期为420 ℃左右,而稀土-铝高分子杂聚絮凝剂的热分解半衰期超过了500℃,这可能是由于聚合产生的有机物分子链的末端键合了Al,La,Ce 离子的无机基团[16-17],从而使高分子链的热运动大幅减弱,因此具有较高的耐热性,该现象也表明稀土-铝高分子杂聚絮凝剂中存在无机-有机离子键。
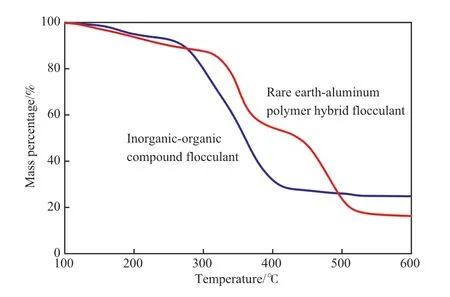
图2 试样的TG 曲线Fig.2 TG curves of samples.
2.3 絮凝性能评价
分别在钻井液废液中加入稀土-铝高分子杂聚絮凝剂和PFC-01 进行处理,然后对处理后的絮凝剂进行离心分离,转速3 000 r/min,分离时间10 min,所得液相进行脱水率测定,结果见图3。从图3 可看出,两种絮凝剂在加量较少时,都不能完全使钻井液废液脱水,随加量的增加,最终均可使废弃钻井液的脱水率达到90%以上。但在相同加量下,稀土-铝高分子杂聚絮凝剂的絮凝脱水能力明显优于PFC-01,稀土-铝高分子杂聚絮凝剂加量为6 000 mg/L 时,废液的脱水率就可达到90%以上。
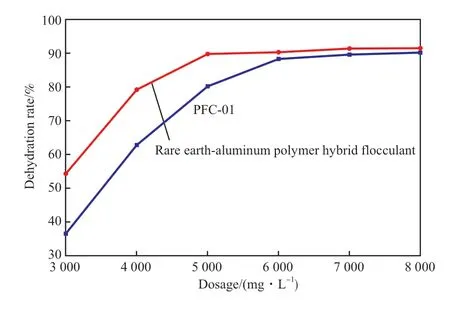
图3 两种絮凝剂的脱水率对比Fig.3 Comparison of dehydration rates of two flocculants.
2.4 固相分析
分别使用稀土-铝高分子杂聚絮凝剂及PFC-01 处理钻井液废液,加量为6 000 mg/L,然后对产生的絮凝体进行SEM 表征,结果见图4。从图4 可看出,稀土-铝高分子杂聚絮凝剂产生的絮凝体呈致密球状,絮团直径较大,而PFC-01 絮凝产生的絮凝体细碎且分散。说明稀土-铝高分子杂聚絮凝剂同时具有无机絮凝剂与有机絮凝剂的特点,因此同时具有很好的吸附能力及团聚能力。

图4 不同絮凝剂絮凝体的SEM 照片Fig.4 SEM images of flocs of different flocculants.
2.5 液相分析
分别使用稀土-铝高分子杂聚絮凝剂和PFC-01 对钻井液废液进行处理,加量6 000 mg/L,离心后取液相进行物性分析,结果见表3。对比表1 和表3 可看出,相对于PFC-01,废弃钻井液在经过稀土-铝高分子杂聚絮凝剂固液分离处理后,液相呈中性,表观黏度大幅降低,COD 去除率为97.8%,除油率为99.5%,悬浮物含量极低,液相矿化度较高,这主要是由于液相中保留了钻井液原液中的KCl 与NaCl 两种无机盐,而这两者在液相循环利用时完全可以多次利用。
为确定液相中微量的悬浮物是否会影响液相的循环配浆利用,分别对稀土-铝高分子杂聚絮凝剂和PFC-01 处理后的液相进行粒径分析,结果见图5。从图5 可看出,钻井液废液经稀土-铝高分子杂聚絮凝剂处理后,液相中的悬浮物粒径为600 nm 左右,悬浮物含量低,粒径小;而PFC-01 处理后液相的悬浮物粒径主要在1 100 nm 左右,而且还有一些粒径在5 600 nm 左右的较大颗粒,悬浮物含量高,粒径大。这是由于稀土-铝高分子杂聚絮凝剂同时具备电性吸附及网捕沉淀的能力,故对钻井液废液处理得更加彻底。
使用X 射线荧光光谱分析仪对稀土-铝高分子杂聚絮凝剂处理后的液相进行元素分析,结果见表4。
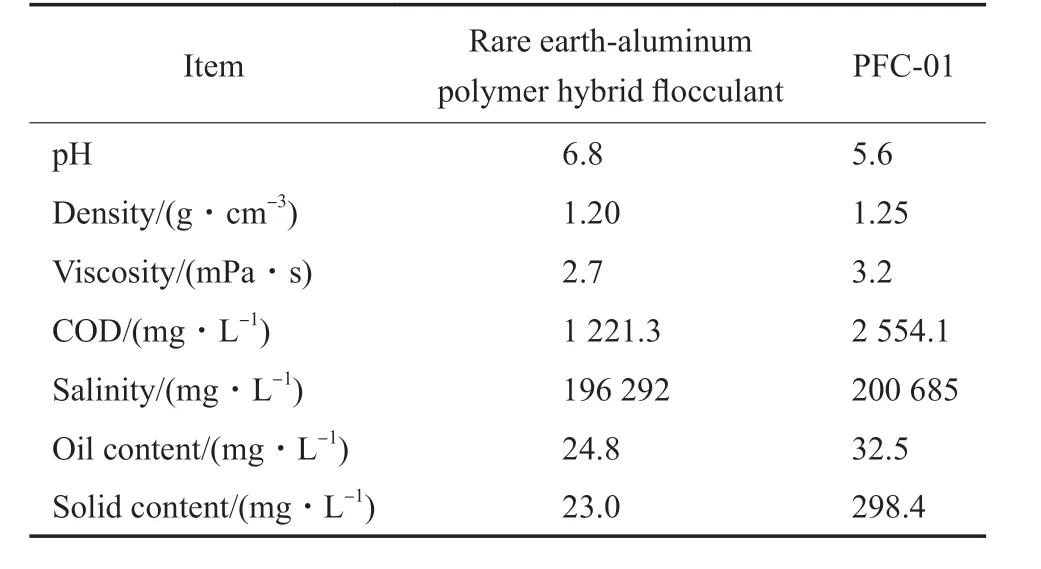
表3 液相物性分析结果Table 3 Liquid property analysis results
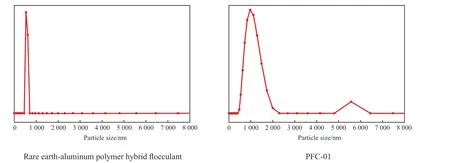
图5 絮凝剂处理后液相的粒径分布Fig.5 Liquid particle size distribution after treatment with flocculant.

表4 液相元素分析结果Table 4 Analysis results of liquid phase elements
根据表4 结果计算,处理后液相含量较多的无机盐为KCl 和NaCl,质量分数分别为5.33%,13.51%,与钻井液原液主要成分(见表2)对比可发现,相对钻井液原液,液相中KCl 和NaCl 的含量基本无变化,这也为液相循环利用提供了相应的基础。
2.6 配浆性能评价
分别使用纯净水和稀土-铝高分子杂聚絮凝剂处理后的液相配浆(加量6 000 mg/L,由于液相中KCl 和NaCl 的含量基本无变化,故使用液相配浆时不添加KCl 和NaCl),待配浆完成后测定钻井液在80 ℃下热滚16 h 前后的流变性能,结果见图6。从图6 可看出,不同介质配制的钻井液在热滚前后流变曲线基本相同,说明使用废弃钻井液处理后的液相配浆不会对钻井液流变性产生大的影响。
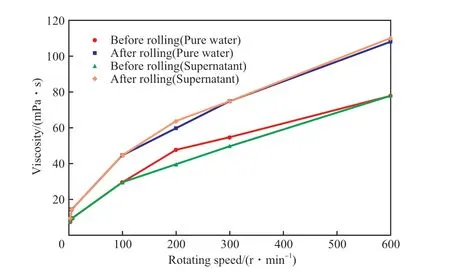
图6 钻井液的流变性Fig.6 Rheology of drilling fluid.
纯净水钻井液与稀土-铝高分子杂聚絮凝剂处理钻井液后的液相所配制钻井液的性能见表5。从表5 可看出,80 ℃热滚16 h 后,使用钻井液废液液相配制的钻井液,与纯净水配制的钻井液相比,表观黏度的变化率为1.8%,塑性黏度的变化率为6.1%,动切力的变化率为4.8%,说明钻井液废液液相配浆性能良好,与纯净水配浆对比,黏度变化均不超过10%。

表5 不同介质配制的钻井液性能对比Table 5 Comparison of drilling fluids prepared by different medium
在0.83 mPa,30 min,23 ℃的条件下测试两种配浆的滤失性能。实验结果显示,纯净水钻井液的滤失量为4.7 mL,钻井液废液液相配浆钻井液的滤失量为4.4 mL。钻井液废液液相配浆的滤失量低于纯净水配浆,说明废弃钻井液经固液分离处理后得到的液相完全可以循环利用。
3 结论
1)稀土-铝高分子杂聚絮凝剂中无机与有机组分之间形成了离子键杂化结构,使高分子链的热运动大幅减弱,耐热性较高;同时具有无机絮凝剂与有机絮凝剂的特点,即同时具有很好的吸附能力及团聚能力。
2)稀土-铝高分子杂聚絮凝剂对水基钻井液废液有更好的固液分离效果,加量为6 000 mg/L时废液的脱水率可达90%以上。钻井液废液经该絮凝剂处理后,所得液相呈中性,表观黏度大幅降低,COD 去除率为97.8%,除油率为99.5%,悬浮物含量极低,KCl 和NaCl 的含量基本无变化。
3)用稀土-铝高分子杂聚絮凝剂处理钻井液废液所得液相配浆与纯净水配浆对比,80 ℃热滚16 h 后表观黏度变化率1.8%,塑性黏度变化率6.1%,动切力变化率4.8%,滤失量低于纯净水配浆。说明废弃钻井液经稀土-铝高分子杂聚絮凝剂固液分离处理后所得液相可循环用于配浆,实现液相零排放。
猜你喜欢
上海航天(2022年2期)2022-04-28 11:58:46
云南化工(2021年11期)2022-01-12 06:06:44
山东冶金(2019年6期)2020-01-06 07:46:12
钻井液与完井液(2018年5期)2018-02-13 01:07:26
华东纸业(2016年2期)2017-01-19 07:37:32
广东饲料(2016年1期)2016-12-01 03:43:00
中国塑料(2016年10期)2016-06-27 06:35:36
中国造纸(2015年7期)2015-12-16 12:40:48
化工进展(2015年3期)2015-11-11 09:17:39
中国当代医药(2015年33期)2015-03-01 02:09:28
