“华龙一号”示范工程主管道窄间隙自动焊焊接缺陷分析
2020-06-24 03:33雷自旺夏书文
中国核电 2020年2期
吕 琛,雷自旺,夏书文
(福建福清核电有限公司,福建 福清 350318)
“华龙一号”是我国具有完整自主知识产权的第三代核电机组,每台机组的反应堆冷却剂系统为三环路布置。反应堆冷却剂管道(简称主管道)是压力容器、蒸汽发生器和反应堆冷却剂泵(简称主泵)之间连接的管道,是一回路压力边界的一部分。在压力容器、蒸汽发生器、主泵泵壳吊装就位后,通过焊接的方式将主管道管段与上述三大主设备连接成为一个整体,构成反应堆冷却剂系统主体。每个环路的主管道共有8道焊口(其中冷段2道焊口,热段2道焊口,过渡段4道焊口),三个环路共有24道焊口,焊口分布示意图见图1。

图1 “华龙一号”主管道焊口分布示意图Fig.1 The schematic of welded junctions of ACP1000 primary coolant pipeline
“华龙一号”示范工程主管道采用控氮不锈钢材料整体锻造工艺制造,弯头和直管部分采用整体弯制,取消了环焊缝,大的接管嘴采用整体锻造方式,减少了焊缝数量,采用了破前漏(Leakage Before Break,LBB)技术,防止发生双端剪切断裂事故,提高了安全性,将设计寿命延长到60 a。[1]
1 主管道焊接简介
“华龙一号”主管道焊接工艺采用窄间隙氩弧脉冲自动焊焊接工艺,该工艺具有焊接效率高、焊接质量稳定、工艺成熟等优点,已成功应用于国内福清核电站1~4号机组、方家山核电站1~2号机组等核电项目。“华龙一号”主管道焊接使用的是国外某公司生产的GOLD TRACK-VI型的自动焊机,该焊机包括一个带有计算机操作系统的机柜,一个管道焊接机头,一个监视系统,性能稳定、操作简单,可进行焊接过程远程视频监控和钨极位置微调。主管道焊接材料使用型号ER316L、规格φ0.8 mm以及型号ER316LSi、规格φ1.0 mm的不锈钢盘状焊丝。焊缝正面使用高纯氩气保护,焊缝背面使用纯氩气保护。
“华龙一号”示范工程主管道焊缝的坡口形式为窄间隙坡口,详见图2所示,焊口组对要求为:组对间隙控制在0~1 mm(目标值0 mm)。主管道焊接使用窄间隙氩弧脉冲自动焊焊接工艺,焊接过程划分为4个阶段:根部焊道焊接阶段、填充焊道焊接阶段、填充末期焊道焊接阶段和盖面焊道焊接阶段。根据技术规格书规定,在焊缝厚度大于15 mm、大于半厚度以及焊接完成后分别进行射线检测(简称RT),焊接完成后进行超声波检测(简称UT)。

图2 主管道焊口的焊接阶段示意图Fig.2 The schematic of welding stage of primary coolant pipeline welding joint
2 焊接缺陷情况
“华龙一号”示范工程主管道焊接期间,24道焊口及2个焊接见证件中,共有4道焊口在RT检测时发现了焊接缺陷,缺陷类型包括气孔和未熔合。其中一环冷段1F4焊口和二环冷段2F4焊口在焊接完成后进行的RT检测时发现:底片中存在链状气孔缺陷显示,依据验收标准评定为不合格。二环冷段2F1焊口和二环过渡段2U4焊口在焊接完成后进行的RT检测时发现:射线底片中存在阴影显示,评定为层间未熔合缺陷,依据验收标准评定为不合格,详见表1所示。

表1 “华龙一号”示范工程主管道焊接缺陷
2.1 链状气孔缺陷情况
主管道1F4焊口在焊接完成后进行了RT检测,发现在10张RT底片中,有2片张RT底片存在链状气孔缺陷,其中底片0~1,在50~210 mm位置有链状气孔缺陷,底片9~0,在165~230 mm位置有链状气孔缺陷,评定为不合格。进行了UT检测,缺陷深度为距焊缝外表面35~39 mm范围,1F4焊口缺陷示意图见图3。
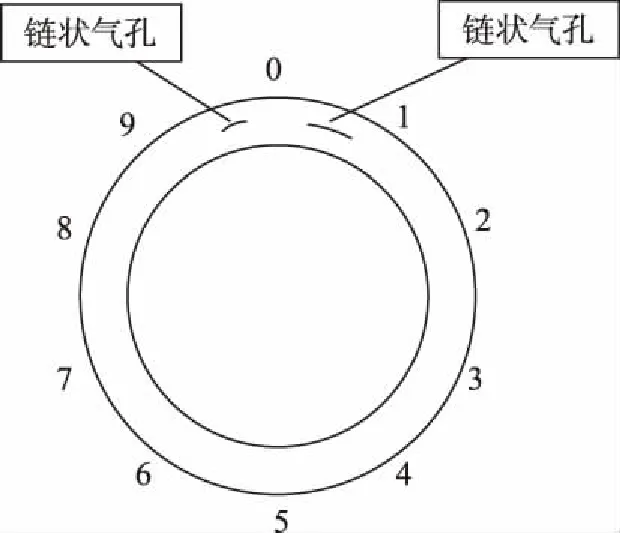
图3 主管道1F4焊口气孔缺陷示意图Fig.3 The schematic of wormhole in the 1F4 welding joint
主管道2F4焊口在焊接完成后进行了RT检测,发现全部的10张RT底片中,有3片张RT底片存在链状气孔缺陷,其中底片0~1,在110~225 mm位置有链状气孔缺陷;底片5~6,在107~147 mm位置有链状气孔缺陷;底片9~0,在30~267 mm位置之间有链状气孔缺陷,评定为不合格。进行了UT检测,三处缺陷的深度分别为距焊缝外表面20~40 mm范围、42 mm、20~39 mm范围,2F4焊口缺陷示意图见图4。
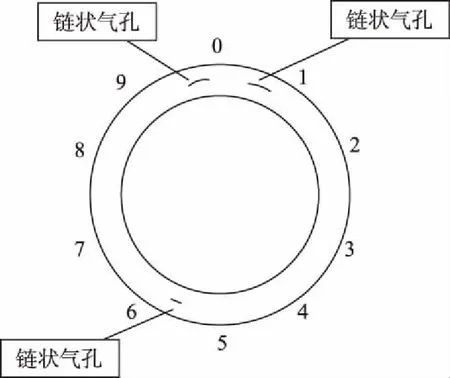
图4 主管道2F4焊口气孔缺陷示意图Fig.4 The schematic of wormhole in the 2F4 welding joint
2.2 层间未熔合缺陷情况
主管道2F1焊口在焊接完成后进行了RT检测,发现10张RT底片中,有1片张RT底片7~8,在距离7位置0~120 mm范围内有阴影显示,经评定认为是层间未熔合缺陷,评定为不合格。进行了UT检测,缺陷深度为距焊缝外表面22~34 mm范围,2F1焊口缺陷示意图见图5。

图5 主管道2F1焊口层间未熔合缺陷示意图Fig.5 The schematic of incomplete fusion in the 2F1 welding joint
主管道2U4焊口在焊接完成后进行了RT检测,发现10张RT底片中有6张RT底片:9~0、0~1、1~2、2~3、3~4、4~5在焊缝中心位置存在阴影显示,长度总计约为1 750 mm,经评定认为是层间未熔合缺陷,评定为不合格,进行了UT检测,缺陷深度为距焊缝外表面36~56 mm,2U4焊口缺陷示意图见图6。
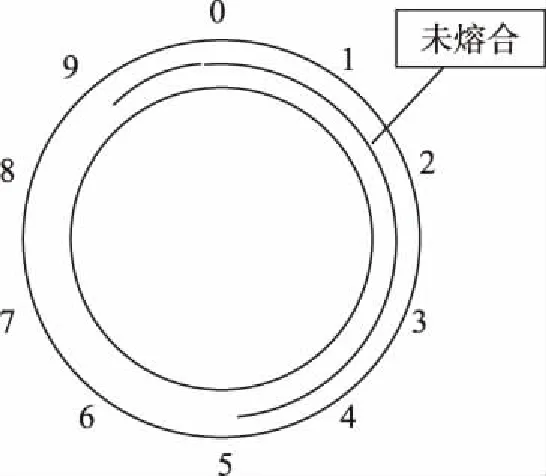
图6 主管道2U4焊口层间未熔合缺陷示意图Fig.6 The schematic of incomplete fusion in the 2U4 welding joint
3 缺陷原因分析
3.1 链状气孔缺陷原因分析
气孔是焊接熔池中的气泡在凝固时未能及时逸出而残留在焊缝金属中所形成的空穴,是一种常见的焊接缺陷,其形状一般为球形、椭圆形、旋风形、条虫形等,主要分布在焊缝内部。气孔的大小不等,有时是单个的,有时是密集在一起或是沿焊缝连续分布。气孔是体积性缺陷,对焊缝的性能影响很大。气孔缺陷产生可能的因素有:焊接环境湿度过大;坡口部位残留的水、油脂、铁锈等污物未清理干净;氩气纯度不足、流量不够或保护不到位;焊接速度过快或焊工技能不足等原因。
通过审查RT底片、查看现场焊接环境、调阅焊接记录、访谈焊工等一线作业人员,分析了主管道1F4和2F4焊口链状气孔缺陷的形成原因。通过分析可知:两道焊口的焊接基本同步,缺陷类型相同,缺陷的位置和深度基本一致,因此判断两道焊口缺陷的原因很可能相同。查看了焊接记录,1F4和2F4焊口于3月中旬开始焊接,至4月中旬焊接完成,期间气温逐渐回升,下雨天多,昼夜温差较大,空气非常潮湿,容易在厂房的墙面及设备的表面形成冷凝水。根据UT检测出的缺陷深度及焊接记录,气孔缺陷产生的时间段应在3月30日至4月3日期间,焊接专区的温湿度记录显示,该时间段内空气湿度在80%~85%,满足技术规格不大于90%的要求,但相比其他时间段的空气湿度至少要大10%左右。
福清核电站4号机组主管道2C4焊口在焊接过程中也曾出现了链状气孔缺陷,可能的原因是预充氩气时间不足,或主管道焊丝盘受到潮气污染,预防和改进措施已在“华龙一号”主管道焊接前经验反馈并落实。
环境湿度对主管道焊接质量的影响,在“华龙一号”主管道焊接之前已有考虑,制定并执行了预防措施,包括:布置除湿机,湿度大时及时开启除湿;焊口附近悬挂温湿度计,每天上下午各记录一次温湿度;环境湿度超过90%立即停止焊接;每次焊接前用干燥的白布擦拭焊缝和坡口;焊接前预充一段时间氩气以排空潮气;每日下班后将焊丝盘取下放入包装袋避免受潮。
经过调查,认为以上措施落实到位,但是1F4和2F4焊口气孔缺陷的产生,说明仍然有导致气孔缺陷的因素存在。通过进一步调查,并模拟了现场场景再现,发现在环境湿度85%左右,昼夜温差较大,且夜间未进行除湿的情况下,焊机机头的焊丝导丝管内部出现了潮湿现象,焊丝导丝管位置详见图7所示。

图7 焊机的焊丝导丝管照片Fig.7 Photograph of wire guide pipe of the welding machine
焊丝导丝管是主管道自动焊机机头的一部分,是一段长度约500 mm,内径略大于1 mm的空心管道,对焊丝起到导向作用,焊丝插入导丝管后,通过导丝管准确输送到焊接电弧位置,使焊丝被电弧熔化形成熔覆金属。如果导丝管内潮湿或有冷凝水,焊丝在穿过导丝管时很可能将导丝管内的水分带出来直接接触电弧,焊丝上的水分则在电弧高温作用下分解为氢气和氧气进入熔池形成气泡,如果气泡在焊缝冷却过程中来不及排出,则留在焊缝中形成了气孔。
主管道1F4和2F4焊口出现气孔缺陷的3月30日至4月3日期间,焊接专区的环境湿度在80%~85%,此时白天环境温度在20 ℃左右,夜间温度最低在12 ℃左右,昼夜温差较大,容易产生冷凝水。因此,当时很可能导丝管内存在潮气或冷凝水,焊丝在经过导丝管时将潮气或冷凝水带入熔池产生了气孔。
3.2 层间未熔合缺陷原因分析
未熔合是指焊接过程中,焊缝金属与母材金属,或焊缝金属之间未熔化结合在一起的缺陷,按其所在部位,未熔合可分为坡口未熔合、层间未熔合和根部未熔合三种。未熔合是一种面积缺陷,坡口未熔合和根部未熔合对承载面积的减小都非常明显,应力集中也比较严重,其危害仅次于裂纹。未熔合缺陷产生的原因主要是焊接热输入太低,电弧指向偏斜,坡口侧壁有锈垢及污物,层间清渣不彻底等。
2F1和2U4焊口焊接至15 mm厚度、50%厚度的RT检测结果均合格,继续焊接至100%厚度后,2F1焊口有1张底片在焊缝中心位置存在阴影显示,2U4焊口有6张底片在焊缝中心位置存在阴影显示,经评定认为是层间未熔合缺陷,评定为不合格。经调查了解,国内其他项目主管道窄间隙自动焊也曾出现过类似情况:
方家山核电项目2号机组主管道1U4、1U6焊口在焊接至50%厚度后,RT检测发现分别有7张底片和3张底片焊缝中心有阴影显示,疑似为结构性显示或未熔合缺陷,均进行了返修处理。
阳江核电项目2号机组主管道2U6焊口在进行55%厚度射线检验时发现,在距离焊缝上边沿约1/3处,整圈焊缝均有连续显示。针对此显示,经大连理工大学的焊缝界面金相检验和扫描电镜检查,均未发现该缺陷,按未熔合的特征进行判定与分析,经过现场逐层打磨和PT,始终未发现该缺陷,因此,对该阴影显示定义为疑似未熔合。
针对主管道2F1和2U4焊口的层间未熔合缺陷,通过审查焊缝射线检验底片、相控阵超声波检测,查看现场情况和焊接记录、访谈焊接操作工、邀请专家评审、参考国内其他核电项目类似问题处理及相关文献[2],对缺陷产生的原因进行了分析,具体如下:
对主管道2F1和2U4焊口偏移5°(射线源在轴线上偏移41.5 mm)中心曝光和偏移3°(射线源在轴线上偏移20 mm)中心曝光射线底片的观察,由于“华龙一号”主管道管段为锻造,两次射线底片焊缝轮廓线模糊,不具备评定条件。对2F1焊口和2U4焊口进行了相控阵超声波检测,发现在RT底片中有阴影显示的地方,UT检测发现了回波,存在断续条形显示,但未达到UT记录灵敏度,按照UT检测评定标准判定为合格。通过UT检测已经可以确定,RT检测发现的焊缝中心阴影显示不是焊缝结构性显示,因为如果是结构性显示,UT检测不会出现明显的回波信号。因此,将2F1焊口和2U4焊口RT底片的中心阴影显示定性为层间未熔合缺陷。
2U4焊口层间未熔合缺陷在主管道焊缝的分布详见图6,缺陷在焊缝中心位置,焊接时自动焊机机头为顺时针转动,缺陷所在部位基本是立向下的焊接位置。焊接过程中,焊丝通过导丝嘴后,焊丝端部与钨极端部之间出现了偏离,焊丝端部偏向了主泵泵壳一侧,导致焊丝熔化的钢水也偏向了泵壳一侧,造成熔池异常。在焊接过程中,焊机机头顺时针转动到立向下位置,此时熔池受到向下的重力,同时熔池偏向主泵一侧的钢水较多,钢水有向焊缝中心流动的作用力。在重力作用下熔池中的钢水逐渐聚集增多向下流动,同时向焊缝中心流动,逐渐形成如图8中(4)所示的熔池形态。
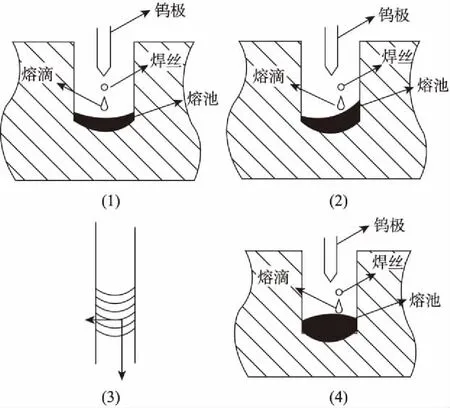
图8 焊丝偏离后熔池成型示意图Fig.8 The schematic of molten pool forming after the deviation of welding wire
熔池中的钢水多了以后,部分钢水被电弧脉冲推到熔池的前沿,从而导致电弧热无法有效地向熔池前传导,同时由于熔池中钢水聚集,焊缝中心处熔池较厚,焊缝边缘处熔池较薄,焊缝中心处得不到足够的电弧热能,焊缝中心处温度场由于熔化金属的满溢而传不到待熔界面,造成焊缝中心处未熔合,从而产生了层间未熔合缺陷,而焊缝边缘处由于熔池较浅,能够得到足够的电弧热能,熔合情况较好,没有产生未熔合缺陷。对主管道焊口层间未熔合的理论推断图详见图9。
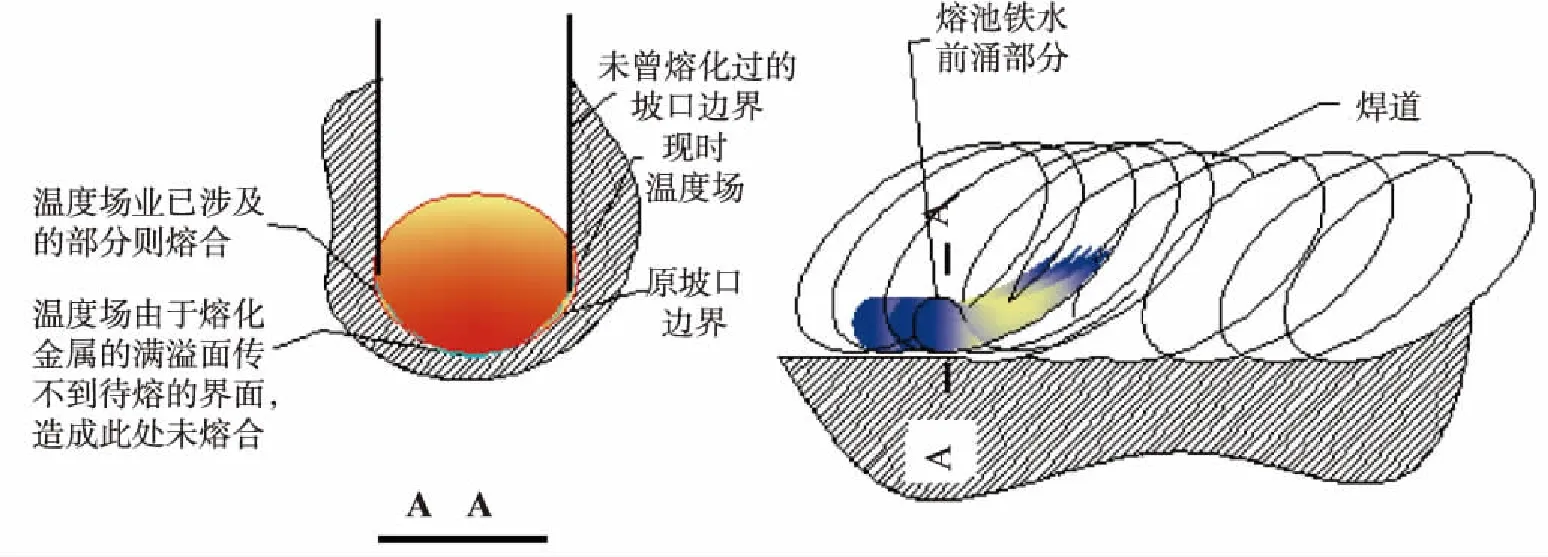
图9 主管道焊口层间未熔合的理论推断图Fig.9 Theoretical inference diagram of interlaminar incomplete fusion of primary coolant pipeline welding joint
窄间隙自动焊的焊道宽窄略有差异,焊接操作工需根据焊道的宽窄实时调整以保证焊接质量,在出现焊丝偏离、钢水前涌等异常情况时,焊接操作工视频监控时观察重点为焊缝表面成型及侧壁熔合的情况,没有对焊缝中心熔合情况引起足够重视,没有及时进行焊接过程的微调,导致焊缝中心熔合不良,出现层间未熔合缺陷[3]。
对2F1焊口层间未熔合缺陷原因进行分析,认为未熔合缺陷形成原理和2U4焊口基本相同,焊丝偏离导致焊丝熔化的钢水偏向一侧,造成熔池异常,焊接操作工未能及时发现异常情况,没有及时微调,致使焊接过程中出现层间局部熔合不良,产生层间未熔合缺陷。
4 缺陷处理
4.1 缺陷定位
首先应明确缺陷在焊缝中的具体位置,包括缺陷的长度、宽度及深度。根据技术规格书要求,主管道在焊缝厚度大于15 mm、大于半厚度以及焊接完成后分别进行RT检测,焊接完成后进行UT检测。RT检测的优点是可以从底片上直观看到缺陷长度和宽度,根据底片在焊缝表面的布置位置,可以测得缺陷在焊缝长度和宽度方向上的具体位置。
缺陷在焊缝深度方向的测定,可以采用沿主管道轴向平移射线源的方式进行两次RT检测,通过相似三角形原理计算出焊缝中心缺陷位置,或采用UT检测法对缺陷深度进行定位,“华龙一号”示范工程使用全自动相控阵UT检测技术,灵敏度较高,可以检测气孔、未熔合等常见缺陷的深度范围。主管道1F4、2F4、2F1和2U4焊口均是焊接完成后的RT检测时发现焊接缺陷,焊缝已全部焊接完成,将焊缝表面打磨平整光滑后,即可使用全自动相控阵UT检测技术进行缺陷深度定位。
4.2 缺陷去除
主管道焊接缺陷可分为局部缺陷和整圈缺陷,如果是局部缺陷只需要将缺陷部位打磨去除,使用手工焊返修工艺进行补焊,优点是手工补焊只对缺陷部位进行返修,比较简单易行,缺点是效率低,焊工劳动强度大。如果是整圈缺陷,需要使用坡口机进行整圈焊缝的挖槽,使用整圈自动焊补焊工艺进行返修,优点是操作简单,精确度高,速度快,能够显著降低焊工劳动强度,缺点是需要精确找到缺陷的位置才能进行挖槽,且必须整圈焊缝挖槽,不能进行局部焊缝的返修[4]。
主管道1F4、2F4和2F1焊口均为局部缺陷,缺陷位置靠近焊缝外表面,考虑缺陷的去除对焊缝的影响以及返修难度,返修方案确定为从焊缝外表面进行局部打磨。主管道2U4焊口10张底片中有6张底片有缺陷显示,考虑到缺陷靠近焊缝内表面,整圈挖槽必须从焊缝外表面进行,挖槽较深,不利于主管道焊缝质量。而局部缺陷打磨可以从焊缝内表面进行,打磨量、打磨深度和整圈挖槽相比较小,对焊缝的影响也较小,同时参考到国内其他核电项目主管道焊缝返修经验[5],返修方案确定为从焊缝内表面进行局部打磨补焊。
首先用记号笔在焊缝表面画出打磨范围,UT测定的缺陷深度范围为T1(缺陷最浅处)~T2(缺陷最深处),第一次打磨至T1深度,打磨完成后进行RT检测,如缺陷已去除可不再打磨,如缺陷仍存在则继续打磨,将剩余的打磨量(T2~T1)mm分成若干层,每次打磨一层,逐层打磨,每层打磨完成后进行RT检测,以确认缺陷是否已被去除干净,如缺陷已去除可不再打磨,如缺陷仍存在则继续打磨,允许打磨的最大深度为T2。值得注意的是,由于气孔缺陷一般目视可见,在打磨过程应注意观察焊缝中是否存在气孔缺陷,在将气孔缺陷去除干净后即可进行RT检测,以尽量减少打磨量。
4.3 缺陷返修
主管道1F4、2F4、2F1和2U4焊口均为局部缺陷,缺陷全部去除后,选用主管道手工焊返修焊接工艺进行补焊,焊接工艺评定如表2所示。
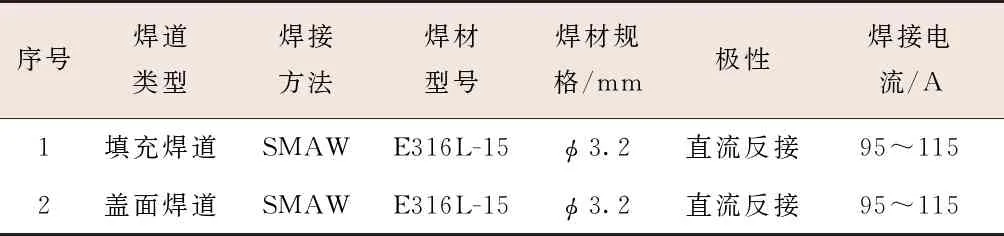
表2 主管道手工焊返修焊接工艺评定
补焊使用ESAB公司生产的TIG 3000i型焊机,焊材为E316L-15型药皮焊条,返修时应使用防火布对焊缝周围区域进行保护,防止焊渣飞溅污染或损伤母材。补焊时焊道表面应光滑、连续地过渡到相邻区域。对每条焊道清理后进行目视检测,保证焊道表面无焊渣、氧化皮等杂质及咬边、成型不良等影响下一道焊接的缺陷,对于影响后续焊道焊接质量的缺陷,使用不锈钢专用角磨机进行表面打磨修整,注意避免出现过热而造成焊缝氧化。
4.4 检测结果
主管道1F4、2F4、2F1和2U4焊口补焊完成后,对补焊区域进行打磨,使补焊区域表面与母材表面平滑过渡,并按照技术规格书的规定进行目视检测、液体渗透检测、射线检测、超声波检测,检测结果全部合格,补焊返修工作完成。
5 管理改进
“华龙一号”示范工程主管道焊接时中出现的焊接缺陷,通过原因分析,查找管理上存在的不足,提出了以下管理改进措施:
1)福建省3—5月期间雨水较多,空气湿度大,容易产生冷凝水,必要时应不间断开启除湿机或暖风机,在技术规格书要求环境湿度≤90%的基础上,进一步内控环境湿度≤80%;
2)每日主管道焊接开始前应重点检查焊丝导丝管内、焊丝表面、焊缝坡口处是否有潮湿或冷凝水现象,确保焊接开始前均处于干燥、清洁的状态;
3)重视人员和焊机设备的适应性。在主管道焊接开始前,焊接操作工应进行主管道模拟件的焊接练习,能够熟练使用主管道焊机,能够正确判断熔池的成型,避免出现熔融金属的不正常状态,从而造成链状气孔、未熔合等缺陷;
4)在主管道焊接开始前,应对焊机进行试运转,全面检查焊机的运行情况,确保焊机状态良好;
5)主管道焊接过程中,焊接操作工应注意观察监控视频显示的熔池及焊缝的成型情况,及时调节焊丝位置,对于表面成型不良的焊缝及时调整和处理;
6)对于相控阵UT检测过程中的图像记录需要准确的控制措施,以便缺陷的精确定位;
7)对缺陷的定位、标识标记工作需要制定详细的控制措施。
前两项管理改进措施在“华龙一号”示范工程主管道后续十几个焊口的焊接过程中实施,没有再次出现气孔缺陷,管理改进取得了明显效果。其余几项管理改进措施经过行业内专家评审认可,此时主管道24道焊口已经全部焊接完成,管理改进措施将在后续“华龙一号”福清核电6号机组主管道焊接时实施。
6 结束语
通过对“华龙一号”示范工程主管道焊接缺陷详细描述,对缺陷产生的原因进行深入分析,并提出了缺陷返修处理方案,总结了经验,提出管理改进措施,起到了首堆示范工程的作用,为后续“华龙一号”机组主管道焊接提供了参考和借鉴。
猜你喜欢
心声歌刊(2022年2期)2022-06-06
中国核电(2021年3期)2021-08-13
中国核电(2021年3期)2021-08-13
中国核电(2021年3期)2021-08-13
天然气与石油(2021年1期)2021-03-08
石油管材与仪器(2020年2期)2020-05-11
科技风(2018年9期)2018-05-14
建筑建材装饰(2017年4期)2017-05-31
科技视界(2016年15期)2016-06-30
环球时报(2016-03-16)2016-03-16