
HC500 型精梳机采用前进给棉方式的探索
2020-06-23 09:01:16梅红梅李福龙杨洪刚
棉纺织技术 2020年6期
梅红梅 李福龙 杨洪刚
(德州恒丰集团陵县恒丰纺织品有限公司,山东德州,253500)
1 给棉方式的选择
1.1 两种给棉方式的工艺过程对比
1.1.1 后退给棉的工艺过程
后退给棉过程中,钳板开始由最前位置后退时,上钳板逐渐闭合迫使棉层退出顶梳,当钳板向后运动到一定位置时,给棉开始。钳板继续向后退,直至钳板完全咬合,给棉结束。钳板继续后退,此时锡林开始对钳板握持的棉层进行梳理直到钳板退至最后位置时锡林梳理结束。然后钳板向前逐渐开启,当棉层达到分离罗拉钳口时分离结合开始,此时顶梳插入棉层。当钳板运行至最前位置时,分离结合结束,钳板开口最大,钳板开启也就结束了。
1.1.2 前进给棉的工艺过程
前进给棉过程中,钳板由最前位置后退时,钳板逐渐闭合,运动到一定位置时,钳板上下钳口完全咬合。钳板继续向后运动到相应位置时,锡林开始对钳板握持的棉层进行梳理,直到钳板退至最后位置时锡林梳理结束,钳板运动转而变为前进,钳板向前运动到上下钳口逐渐开启。钳板向前运动到一定位置时,给棉开始。当棉层到达分离罗拉钳口时分离结合开始,顶梳插入棉层,此时给出的棉层因受到顶梳的阻挡,而被涌皱在顶梳后面,直到顶梳离开棉层,涌皱的棉层再因弹性而伸直。当钳板到达最前位置时,分离结合结束,钳板开启结束,此时钳口最大,给棉结束。
1.1.3 给棉方式对梳理质量的影响
给棉方式与落棉率和锡林的梳理效果关系密切,在落棉隔距相同的情况下,前进给棉与后退给棉梳理强度的差异在于一个给棉长度,后退给棉未被钳板握持的纤维增加,落棉率增加,落棉率中长纤维含量较多;后退给棉的长度越长,落棉隔距越大,钳唇外被梳理的纤维长度就越长,而锡林对棉须丛的梳理作用也就越强,纤维损伤的几率大,落棉率就会越高。采用前进给棉,给棉与分离接合棉层进入顶梳在同一时段进行,并有一部分纤维未经锡林梳理就直接进入顶梳,因此顶梳的梳理强度较大,在分离接合结束后,锡林开始梳理,受到锡林梳理的须丛长度是上一个循环分离接合后钳唇外的纤维长度,而锡林对棉须丛梳理作用柔和,纤维的损伤小,所以精梳的落棉率也较少,在落棉率相同的情况下,前进给棉优于后退给棉[1-2]。
1.2 前进给棉与后退给棉的优劣势
HC500 型精梳机具有现代精梳机的高速度、重定量、前进给棉能耗低的特性,其中前进给棉可充分发挥顶梳的梳理作用去除棉结,减少纤维的损伤;而后退给棉的重复梳理次数多,落棉率和去除效率高,建议在生产特细纱线或者采用长绒棉纺纱时,选用后退给棉。
(1)在相同的落棉隔距下,前进给棉的纺纱形式,将会影响精梳机落棉率2.5 个~3.5 个百分点的变化,采用后退给棉使落棉率相对较高。
(2)将后退给棉改为前进给棉,如果想保持落棉率不变,就必须将落棉隔距放大1.5 mm~2 mm。
(3)给棉长度是精梳机的一项重要参数,对成纱的质量有重要影响,喂入长度越长,产量就越高,但是质量会受到一定的影响,适当的增加给棉长度并配合前进给棉,可达到优质、高产、低耗的生产效果。
2 给棉方式、给棉长度、落棉隔距对精梳落棉率的影响
为分析不同的给棉方式、给棉长度、落棉隔距对精梳落棉率的影响,在HC500 型精梳机上进行了对比试验。品种为JC/莫代尔50/50 9.8 tex赛络集聚纺针织纱,原料为100%细绒棉,锡林为德国施尔9075 型整体锡林(针密25 520 齿),车速为350 钳次/min,试验结果见表1。
我们对表1 试验结果分析总结如下。

表1 给棉方式、给棉长度、落棉隔距对精梳落棉率的影响
(1)前进给棉采用较大的给棉长度,落棉率比较小,精梳条的短绒含量较高;采用较小的给棉长度,落棉率会相应的增加,但对精梳条的质量影响相对较小。
(2)前进给棉采用同一个给棉长度,落棉隔距越大,落棉率越高,精梳条的短绒含量相对减少。
(3)后退给棉在落棉隔距不变的情况下,采用较大的给棉长度,落棉率较大;较小的给棉长度,落棉率较小。
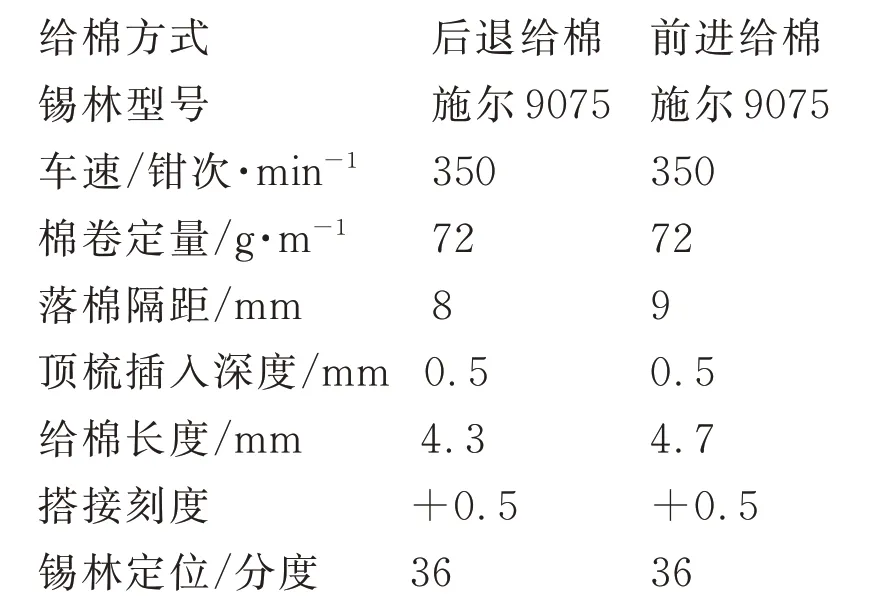
3 前进给棉和后退给棉工艺设计对比
HC500 型精梳机不同给棉方式工艺对比如下,品种为JC/莫代尔50/50 9.8 tex 赛络集聚纺针织纱,原料为100%细绒棉。
通过大量对比试验,最终选择前进给棉工艺上机,质量指标为:棉杂38 粒/g,乌斯特条干4.2%左右,精梳条短绒率8.8%,精梳条质量未见明显恶化,与后退给棉基本持平,但是精梳落棉率由原来的18.9% 降为15.96% 左右,降低2.94 个百分点,棉网清晰度良好,产量提高15.9%。
4 给棉方式对成纱质量的影响
为了进一步验证给棉方式对成纱质量的影响,我公司在6 台精梳机上进行了对比试验,试验结果如下。品种为JC/莫代尔50/50 9.8 tex 赛络集聚纺针织纱。

通过以上试验数据可知,采用前进给棉的方式,在落棉率降低2.94 个百分点、精梳产量提高了15.9%前提下,精梳条的质量和成纱质量保持稳定。
5 结束语
我公司采用HC500 型精梳机,通过合理配置给棉方式和给棉长度,形成了一套优质、高效、高产、低耗的精梳生产工艺。纺细绒棉采用前进给棉方式,配置4.7 mm 的给棉长度(给棉棘轮更换为20 齿),成纱质量无明显波动。精梳锡林梳理隔距控制在标准范围内,变化量小而且平稳,保证产品质量稳定。在改变给棉方式的同时,必须对台面喇叭口及给棉棘爪进行更换,同时调整车头张力齿轮,调好棉卷张力,避免出现涌卷或断卷现象。将搭接刻度统一调整为+0.5,保证棉网质量,减少各机台落棉率台差。可根据产品的不同质量要求调整落棉率与车速,满足用户的需求。
采用前进给棉,给棉长度设置为4.7 mm 后,台时产量提高了约6.5 kg,每纺吨条节电约19.7 kW·h,每月每套6 台车按现精梳产量168.6 t 计算,每月节电约3 321 kW·h。前进给棉精梳落棉率降低最高可达2.94 个百分点,以JC14.6 tex 赛络针织纱品种为例,每月可减少落棉4.96 t,年节棉59.4 t,经济效益非常可观。
天津工业大学科研成果展示
项目名称:
基于新型纱线结构的高性能纺织复合面料的野战手套
项目简介:
天津工业大学利用学科优势,联合际华集团研究院开发了高性能纺织复合面料的野战手套。
该项目利用制备的超细芳纶纤维加工成具有多层结构的针织弹力纱线,生产出具有高弹性、高强度、耐高温、耐磨防割的芳纶针织面料,面料拉伸断裂强力超过950 N/4 cm,抗撕裂性能超过250 N/5 cm,耐刀具冲击动能超过24 J,顶破强力1 091 N,耐切割性能达到1.8,超过目前国际防割面料标准,作为战术作训手套的主体材料,经过后期的涂层贴衬裁剪缝制,加工的产品兼具功能性和穿着舒适性,显著提高了原产品耐极端条件的能力,在军用、警用等防护领域具有显著效果。
项目获发明专利1 项,河北省科技成果认证和际华集团年度科技奖三等奖。
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27 06:52:38
棉纺织技术(2022年5期)2022-05-18 09:44:32
棉纺织技术(2021年5期)2021-12-23 14:55:09
毛纺科技(2021年8期)2021-10-14 06:51:34
纺织器材(2020年5期)2020-12-21 04:05:10
福建基础教育研究(2020年3期)2020-05-28 08:39:55
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
环球市场信息导报(2016年9期)2016-08-05 06:51:23
