激光切割技术在筛板加工中的应用研究
2020-06-22 13:11刘险峰张志刚
科技创新与应用 2020年18期
关键词:应用研究
刘险峰 张志刚


摘 要:文章通过加工筛板,对比多种加工方法,研究激光切割的优缺点,结果表明:激光切割技术在不锈钢薄板加工中高效、优质,在现代机械加工领域中有不可替代的地位。
关键词:激光切割;筛板;应用研究
中图分类号:TG485 文献标志码:A 文章编号:2095-2945(2020)18-0119-02
Abstract: In this paper, through the processing of sieve plate, compared with a variety of processing methods, the advantages and disadvantages of laser cutting are studied. The results show that laser cutting has high efficiency and high quality in stainless steel sheet processing, and has an irreplaceable position in the field of modern machining.
Keywords: laser cutting; sieve plate; application and research
1 概述
振动筛是工业生产中的关键设备,加工出符合工艺要求的筛板,对于工矿企业经济合理运行、优化生产成本、降低职工劳动强度具有深远意义。SUS304不锈钢[1-2]由于表面光泽度高,耐腐蚀性能好被广泛应用在各个行业。特殊作业环境下,振动筛筛板必须使用SUS304不锈钢薄板来加工制造。
2 筛板加工实验
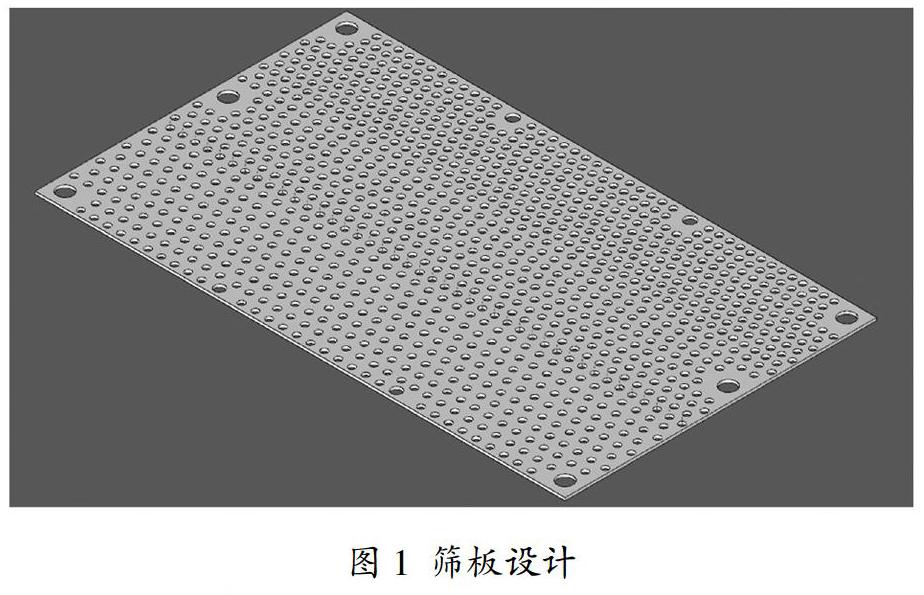
2.1 筛板设计
按照筛分工艺要求及现场振动筛的作业环境、安装情况,设计出筛板。见图1。
2.2 筛板加工
筛板加工的最终质量决定了振动筛能否达到筛分工艺要求,并影响振动筛的效率和整体精度。筛板加工的特点是板薄、孔多、易于变形,加工之后不能产生导磁性。传统的切割工艺手段有火焰切割,等离子切割,水刀切割和线切割等,因筛板尺寸精度高,加工时只能采用数控机床。拟定的三种加工方式是:数控加工中心(或数控钻床)、数控冲床、数控激光切割机。几种工艺加工筛板的效果对比详见表1。
在机械制造厂里,许多精密加工需要在数控加工中心加工,加工此筛板长时间占用数控加工中心得不偿失;如果采用数控冲床加工孔板,冲孔之后需要送到钻床进行扩孔,二次定位降低了孔板位置精度。现有条件下,选用激光切割是最佳选择。但必须要解决小孔切割不圆和孔板变形量大的问题。
3 激光切割技术的选择
3.1 二氧化碳激光切割技术
作为主流的、传统的激光切割、焊接设备,都采用CO2激光器,可以稳定切割20mm以内的碳钢,10mm以内的不锈钢,8mm以下的铝合金。早期在光纤激光器推出市场之前,为了实现三维加工,可采用光关节技术通过高度精密配合的动态的组合反射镜系统将CO2激光导到三维曲面表面,实现CO2激光的三维加工,但价格昂贵,维护要求高,在光纖激光的市场份额逐渐扩大的同时已经逐渐失去其市场。根据国际安全标准,激光危害等级分4级,CO2激光属于危害最小的一级。
3.2 光纤激光切割技术[7]
光纤激光可以通过光纤传输,柔性化程度空前提高,特别是针对汽车行业,由于基本上都是薄板曲面加工,光纤激光配合同样柔性化的机器人系统,成本低,故障点少,维护方便,速度快,已经占领了大部分市场。因为波长的原因,其只能切金属材料,对非金属不容易被其吸收,从而影响其切割范围。光纤激光的光电转化率高达25%以上,而CO2激光的光电转化率只有10%左右,在电费消耗、配套冷却系统等方面光纤激光的优势相当明显。光纤激光由于波长短对人体眼睛的伤害大,属于危害最大的一级,所以光纤激光加工时处于全封闭的环境。
3.3 加工筛板所采用的激光切割技术
考虑激光切割对孔板导磁性能的影响[8-9],同时兼顾加工精度、加工成本、所处位置地理区域状况等多方面因素,最终确定使用光纤激光切割机批量加工筛板。
4 存在的问题及解决方案
前期实验中,激光切割加工筛板存在的主要问题是:(1)切割小孔时,呈椭圆形;(2)切割之后筛板变形量大,平面度不理想。
4.1 小孔切割圆度调整
与激光切割机制造厂家电话联系后,厂家回复:切割速度、焦点位置的调整、辅助气体压力、激光输出功率是影响激光切割质量的主要因素。从使用的光纤激光切割机的运行情况来看,问题在于透镜焦长产生了飘移:激光束聚焦后光斑大小与透镜焦长成正比,光束经短焦长透镜聚焦后光斑尺寸很小,焦点处功率密度很高,对高速切割薄型材料很有利;随着设备长期运行,透镜聚焦发生改变,小孔径切割成为椭圆。厂家技术人员到现场调整之后,孔板割孔不圆的问题得到了解决。
4.2 筛板变形量大问题的解决
4.2.1 原因分析
初次加工时整张不锈钢钢板放到工作平台进行切割,优点是高效、省料。但钢板切割时局部受热,热量很快传递到整张钢板,在一处切割时整张不锈钢板全面积受热。由于各处受热不均匀,产生的变形量也不相同,具体到单个筛板,加工完成之后总是产生较大的变形,变形量达到3毫米上。
4.2.2 采取的措施
(1)把激光加工后的筛板用100吨油压机压平,保持固定油压,18小时后松开油压机取出筛板,发现筛板又恢复为原来的变形状态。
(2)为保证筛板的加工质量,决定分两个步骤进行切割。首先把整张钢板切割成为小块,再把小块钢板用螺栓固定到模具上,进行激光切割。见图2、图3。如此加工之后的筛板变形量为1~2毫米,缺点是钢板利用率降低,但成品变形程度大幅度降低。
(3)如果用机械加工的方法把筛板变形量控制在1毫米以内,预计加工成本将急剧上升。振动筛实际安装筛板时,把安装孔位置处的各螺栓拧紧,则筛板自动校平。
5 结束语
筛板加工仅靠单一机械加工方法,很难低成本达到所需要的结果。在采用光纤激光切割技术前提下,使用模板作为辅助方法,大幅度提高了筛板的平面度。在安装筛板过程中紧固螺栓时,筛板自动调整平面度,达到了振动筛设备对筛板的平面度要求。
参考文献:
[1]张波,朱益盈,吴军,等.SUS304不锈钢表面光泽度的影响因素分析及控制[J].宝钢技术,2014(3):69-73.
[2]刘林枝.SUS304不锈钢ELID镜面磨削正交化实验研究[J].机械科学与技术,2013(4):506-509.
[3]何国旺.薄板零件的工艺及正弦轮廓的编制[J].卷宗,2013(12):240-241.
[4]葛文军,习菲,俞芬.薄小零件加工及优化[J].机械与电子,2009(11):65-67.
[5]王烈,罗玲慧,龙凤英.数控冲床加工过程中工件变形的问题分析和研究[J].制造技术与机床,2012(4):119-122.
[6]徐路宁,王霄,张永康.激光切割板材的工艺处理[J].应用激光,2002(6):533-538.
[7]沈海平,陈欣,陈阳.光纤激光切割技术[J].电焊机,2013(7):51-56.
[8]陈明,程旭东,毛方.热处理对钡铁氧体空心微球的结构及静磁性能的影响[J].过程工程学报,2008(10):1018-1021.
[9]汪元亮,成刚,顾正飞,等.退火温度对Fe-Cu颗粒膜巨磁阻以及磁性能的影响[J].电工材料,2006(4):43-46.
猜你喜欢
数字技术与应用(2016年9期)2016-11-09
知音励志·社科版(2016年8期)2016-11-05
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
时代金融(2016年23期)2016-10-31
电脑知识与技术(2016年21期)2016-10-18
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
考试周刊(2016年76期)2016-10-09