核电汽轮机高中压缸错口问题分析与研究
2020-06-22 06:27陈建军李庆华侯志蓉蒋仕锦
热力透平 2020年2期
陈 聪,陈建军,李庆华,侯志蓉,蒋仕锦
(中广核工程有限公司,深圳 518000)
某半转速核电汽轮机高中压缸在现场安装过程中出现了汽缸上下半汽封体开档、隔板开档垂直面的轴向错口问题,现场历时2个半月处理完成。本文对高中压缸错口问题进行全面分析与诊断,制定了解决错口问题的可行方案,并对汽轮机高中压缸错口问题提出了预防改进措施,旨在为后续机组的设计、制造和安装提供参考。
1 高中压缸结构特点
高中压缸为单层的低合金钢铸造汽缸。整个汽缸由高压、中压两段且水平中分的4部分组成。高压段和中压段的垂直接合面用螺栓连接,并在外层进行密封焊,组合后的汽缸形成水平中分的上汽缸、下汽缸,汽缸水平接合面法兰采用螺栓连接。汽缸结构外形如图1所示。

图1 汽缸整体结构外形图
高中压缸高压侧共有5级隔板槽,中压侧有2级隔板槽。汽缸为上猫爪支撑结构,安装初期以下猫爪临时支撑为基准,实现汽缸的找中、找正。安装后期通过负荷变换,转换成上猫爪支撑。汽缸装配的部件还包括高压后汽封体、中间汽封体和中压后汽封体。
高中压缸水平中分面共有8只锥销和168只热紧螺栓。机组运行时隔板定位凸台与汽缸定位槽受蒸汽流推动作用,在高压侧形成承压密封面,方向为前侧;中压侧形成承压密封面,方向为后侧,保证隔板紧贴汽缸承压密封面,防止运行中隔板出现振动,也防止级间漏汽导致的机组出力下降。高中压缸模块基本质量见表1。
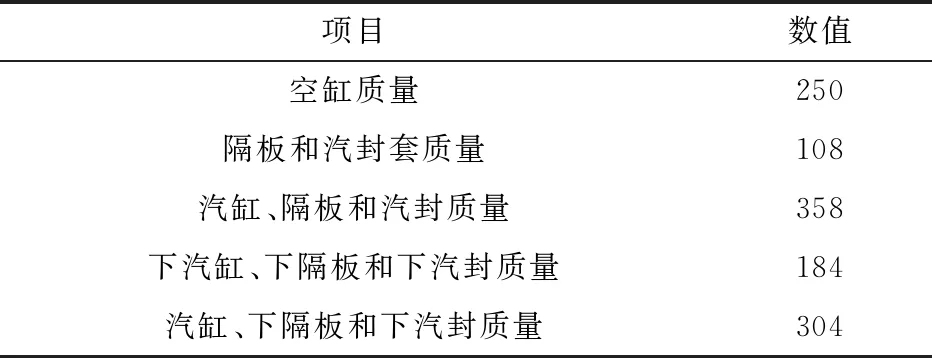
表1 高中压缸模块基本质量(单位:t)
2 错口问题分析与诊断
2.1 错口发现
现场扣合高中压缸上隔板、上汽封体和上缸,此时下缸支撑在现场制作的临时支撑上,中分面8个定位锥销已全部打入。检查发现汽缸存在垂直错口,如图2所示,错口数据如表2所示。

注:数值单位0.01 mm
图2 定位面错口示意图

表2 错口数据1(单位:0.01 mm)
2.2 错口调整与测量
2.2.1 调整方案一
考虑垂直错口可能是由于汽缸上、下半的垂弧不一致而引起的,因此,拧紧水平中分面螺栓数量的1/3,从而将上半汽缸下拉,消除垂直错口。由于中压后汽封洼窝处错口量相对较小,高压后汽封洼窝处错口量较大,因此,将近中压后汽封洼窝处定位销保留,取出其余全部定位销。然后紧固水平中分面螺栓,检查垂直错口数据如表3所示。
2.2.2 调整方案二
学校对实验教学的管理是根本性管理。对是否能够真正实现、实践实战能力强的应用型专业人才培养目标,具有根本性、决定性作用。
将汽缸上半吊开,上、下半隔板吊出,然后再
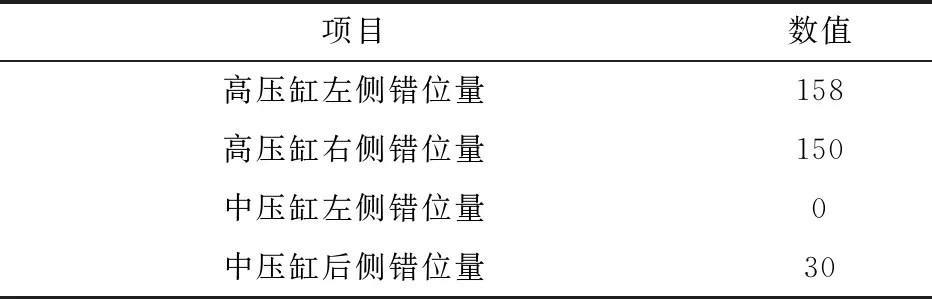
表3 错口数据2(单位:0.01 mm)
将上半缸扣合(中分面螺栓尚未拧紧,此时汽缸质量支撑在下半缸临时支撑上),打入最外端定位销。对汽缸汽封洼窝、隔板定位槽进行垂直错口测量,数据如表4所示。通过错口数据的分析可以看出,汽缸横向水平存在偏差。

表4 错口数据3(单位:0.01 mm)
2.2.3 调整方案三
再次将汽缸上半吊开,对汽缸横向水平进行测量。利用精密水准仪对汽缸下半进行标高测量,测量结果如图3所示。
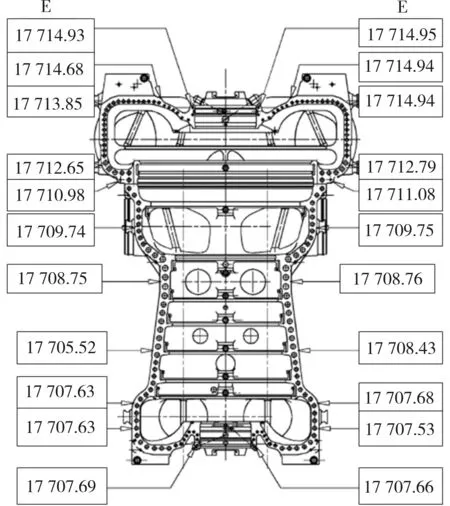
注:数值单位mm
图3 汽缸下半标高测量示意图
根据上述标高数值,以高压第3顺点为测量零点,汽缸单侧取8个测量点,计算汽缸垂弧数值如图4及表5所示。
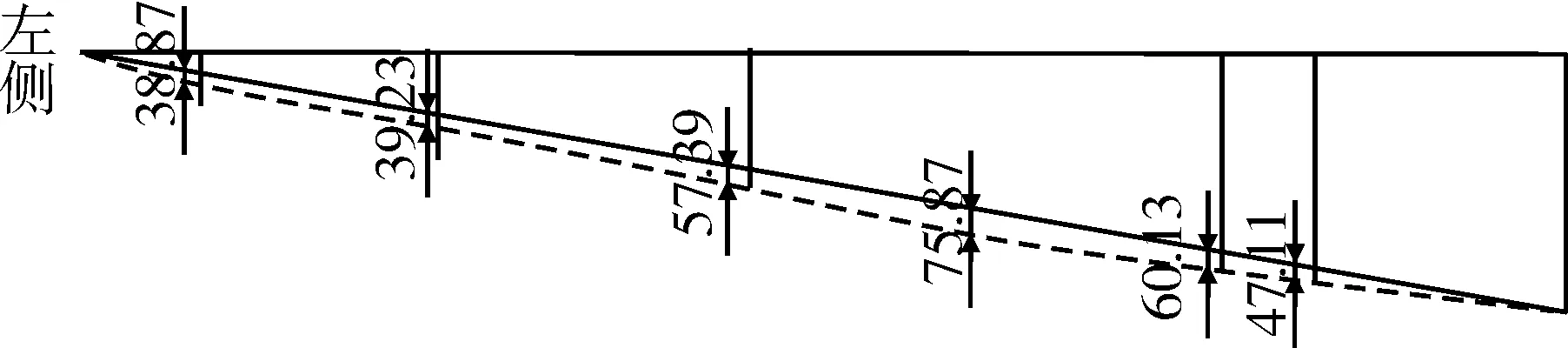
图4 汽缸垂弧示意图

表5 垂弧数据(单位:0.01 mm)
2.3 错口问题原因分析
2.3.1 安装角度分析
汽缸前后两端支撑距离长达10 m,质量超过300 t,汽缸定位使用直径40 mm的锥销。现场安装阶段汽缸下半前后两端支撑,汽缸上半呈自由状态,在重力作用下,汽缸上下半中部都存在下挠趋势,因此在汽缸扣合时形成轴向“错口”。
汽缸在工厂加工制造时的支撑情况与安装现场不同,工厂内汽缸有中间支撑,汽缸下挠影响不明显。而在安装现场,上下汽缸扣合前、后汽缸下挠会出现变化,如图5所示。
2.3.2 制造加工角度分析
汽缸隔板定位槽的加工是在22 m数控龙门铣上完成的,加工状态为汽缸水平中分面向上,

(a) 下缸有支撑
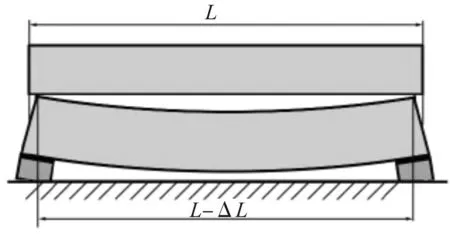
(b) 汽缸法兰螺栓紧固前

(b) 汽缸法兰螺栓紧固后
图5 把汽缸简化成长杆后的汽缸扣合情况
上、下半汽缸分别用三面刃盘铣刀,按数控程序铣削而成,加工前对汽缸的上、下半均找平、找正,进行负荷分配。由于是全数控加工,汽缸的加工精度完全取决于数控机床的精度,加工误差可能性极小。
3 错口处理及经验反馈
返修隔板前,高中压缸半实缸状态轴向错位量如表6所示,全实缸状态轴向错位量如表7所示。
根据现场的实际情况,采取大设备(高中压缸)尽量不改造的原则,以修复小设备为代价,是最简单、实际的一种修复方案。经评估,最终确定车削高压第4、6、8、9级隔板下半,车削高压缸后汽封体下半、中压后汽封体下半、中间汽封体下半的返修技术方案,用以满足汽缸与隔板、汽缸与汽封体装配要求。高压隔板和汽封体轴向定位凸台承压面最终加工量如表8所示。

表6 半实缸状态轴向错口值(单位:mm)

表7 全实缸状态轴向错口值(单位:mm)
将高压隔板下半、高压后汽封体下半、中压后汽封体下半、中间汽封体下半安排返厂,在数控立车上去除加工量,处理后的隔板、汽封体与汽缸的轴向定位间隙满足设计要求。
本次高中压缸错口问题反映了在工厂装配阶段需要增加消除汽缸上下半错位的工艺程序。针对后续机组,在工厂总装工艺中增加了检查错位量的工序;同时,采取了补充加工隔板的措施,以消除错位量。实践证明后续机组通过实施上述措施未再出现同类问题。
4 结 论
本文对某核电厂汽轮机高中压缸安装阶段出现的隔板定位凸台错位问题进行了深入分析研究,确定了错口问题处理的可行方案,保证了设备质量,实践验证了该方案的效果。对汽轮机高中压缸错口问题提出了预防改进措施,并将其成功运用于后续机组设备制造与安装管理。研究成果可为高中压缸的设计、制造和安装提供参考。
猜你喜欢
沈阳建筑大学学报(自然科学版)(2022年4期)2022-11-15
北方交通(2022年3期)2022-03-20
E动时尚·科学工程技术(2019年11期)2019-09-10
佛山陶瓷(2018年8期)2018-11-07
汽车维修技师(2018年4期)2018-09-13
IT经理世界(2017年20期)2017-10-21
电子技术与软件工程(2017年12期)2017-07-05
科技视界(2016年5期)2016-02-22
企业技术开发·中旬刊(2014年10期)2014-10-30
东方汽轮机(2014年2期)2014-04-27