钛合金(Ti-6Al-4V)义齿激光选区熔化工艺验证研究
2020-06-20 11:04上海市食品药品监督管理局认证审评中心上海200020
中国医疗器械信息 2020年9期
上海市食品药品监督管理局认证审评中心 (上海 200020)
内容提要: 通过分析激光选区熔化的工艺参数对钛合金(Ti-6Al-4V)义齿试件性能的影响,明确了工艺验证时需关注的打印工艺参数和产品性能,为义齿企业和监管人员提供参考。研究表明,工艺验证时应考虑试件的各向异性;工艺参数可重点关注激光功率、扫描速度、扫描间距;产品的性能指标可重点关注精度、表面粗糙度、夹杂物和孔隙率、密度、硬度等;若粉末原材料已开展了抗晦暗性和耐腐蚀性研究,可进行评估以减少重复验证。
传统口腔修复体的加工过程复杂,耗时长,修复体精度低,易产生粘沙、缩孔、裂纹等铸造缺陷,行业还面临着人力资源瓶颈和成本攀升的困难[1]。3D打印以灵活的个性化定制特色,在口腔修复领域得到广泛关注,其性能如拉伸性能、抗疲劳性、致密度也优于铸造工艺,目前使用最广泛的技术为激光选区熔化(SLM)[2,3]。钛合金具有良好的生物相容性、较低的密度、较好的弹性和舒适度,可打印金属内冠、全冠、可摘局部义齿支架、全口义齿基托、舌侧托槽等,最常用的材料之一为Ti-6Al-4V[4]。
3D打印金属义齿行业虽前景广阔,但其发展受到了一些阻碍:一是行业的生产质量管理体系规范性整体差,3D打印工艺缺少必要的确认或验证[1];二是国内相关法规和标准的发展远远滞后于行业发展,现有一些定制式义齿相关规范性文件可供参考,但未明确规定3D打印义齿的具体要求[5]。因此,探究3D打印金属义齿的工艺验证,确保临床使用的3D打印金属义齿安全有效已成为一个亟需解决的问题[1]。
SLM的成型过程受到众多参数的影响,如激光功率、扫描速率、扫描间距、层厚、光斑大小、扫描路径、成型方向、支撑的添加等[6]。本文选择最关键的工艺参数激光功率、扫描速度、扫描间距,分析对产品性能的影响,明确工艺验证时需关注的工艺参数和产品性能指标,为定制式义齿加工企业开展3D打印过程确认提供参考,也帮助监管人员提升审评和核查水平[7]。
1.材料与方法
选用飞尔康快速制造科技有限公司的Ti-6Al-4V,注册证号为苏械注准20182630863。化学成分(%):Ti余量,Al 6.19,V4.05,Fe0.024,Si<0.01,C0.01,O 0.0791,N0.006,H0.0025,Cd/Be/Ni<0.005。粒度15~53μm,松装密度≥2.15g/cm3,粉末流动性<40s/50g。
激光功率P、扫描速率V、扫描间距h和层厚t共同影响体能量密度(Bulk Energy Density,以下简称E),E=P/(V×h×t)。使用SLM 280打印机(SLM Solutions公司)打印试件,层厚30μm,打印参数见表1。尺寸、表面粗糙度制作10mm正方体试件,表面不经任何处理,每个参数打印3个;夹杂物和孔隙率、硬度、密度制作10mm正方体试件,表面高度打磨抛光,每个参数打印2个;拉伸性能选择11、4、10#参数,按GB 17168-2013[8]制作哑铃型试件,Z轴和X/Y轴方向各6个;耐腐蚀性制作34mm×13mm×1.5mm试件,抗晦暗性制作φ10mm×h0.5mm圆形试件,均选择11、14、15#参数,Z轴和X/Y轴方向各2个。试件经热处理。坐标轴和打印方向的定义按YY/T 1702-2020[9]。

表1.打印工艺参数
测试试件X和Y轴方向的尺寸、Z面表面粗糙度;按YY/T 1702-2020[9]测试Z面和X/Y面的夹杂物和孔隙率、硬度。密度按GB/T 1423-1996[10];拉伸性能、耐腐蚀性、抗晦暗性按GB 17168-2013[8]。接受标准参考YY/T 1702-2020[9]。应用SPSS 24.0软件进行统计分析。
2.结果
试件性能与E的关系见图1。随E的增加,尺寸增大,与预设尺寸10mm的误差增加。E最大的15#试件精度误差达0.43mm,远超出了接受上限0.05mm。随E的增加,表面粗糙度呈减小趋势,均低于接受上限15μm。所有试件硬度均大于接受下限260HV10,且不同的打印参数对硬度的影响不大,仅当E较小时硬度值较小。随E的增加,夹杂物和孔隙率呈现先减小后增大的趋势。当E较小和较大时,均超过接受上限2.8%,尤其14#试件孔隙率达36.67%,肉眼清晰可见。见图2,当E较低时,孔隙呈现为不规则的形状,布满未融粉末,如7#,当E较高时,孔隙为近似圆形,如15#。随E的增加,密度整体呈先增大后减小的趋势,但E最低的14#出现了异常点,是因为密度测试为阿基米德原理,不适用于多孔材料。去除异常点后,将夹杂物和孔隙率与密度进行Pearson相关性分析,R2=0.98(P>0.05),说明存在显著相关。
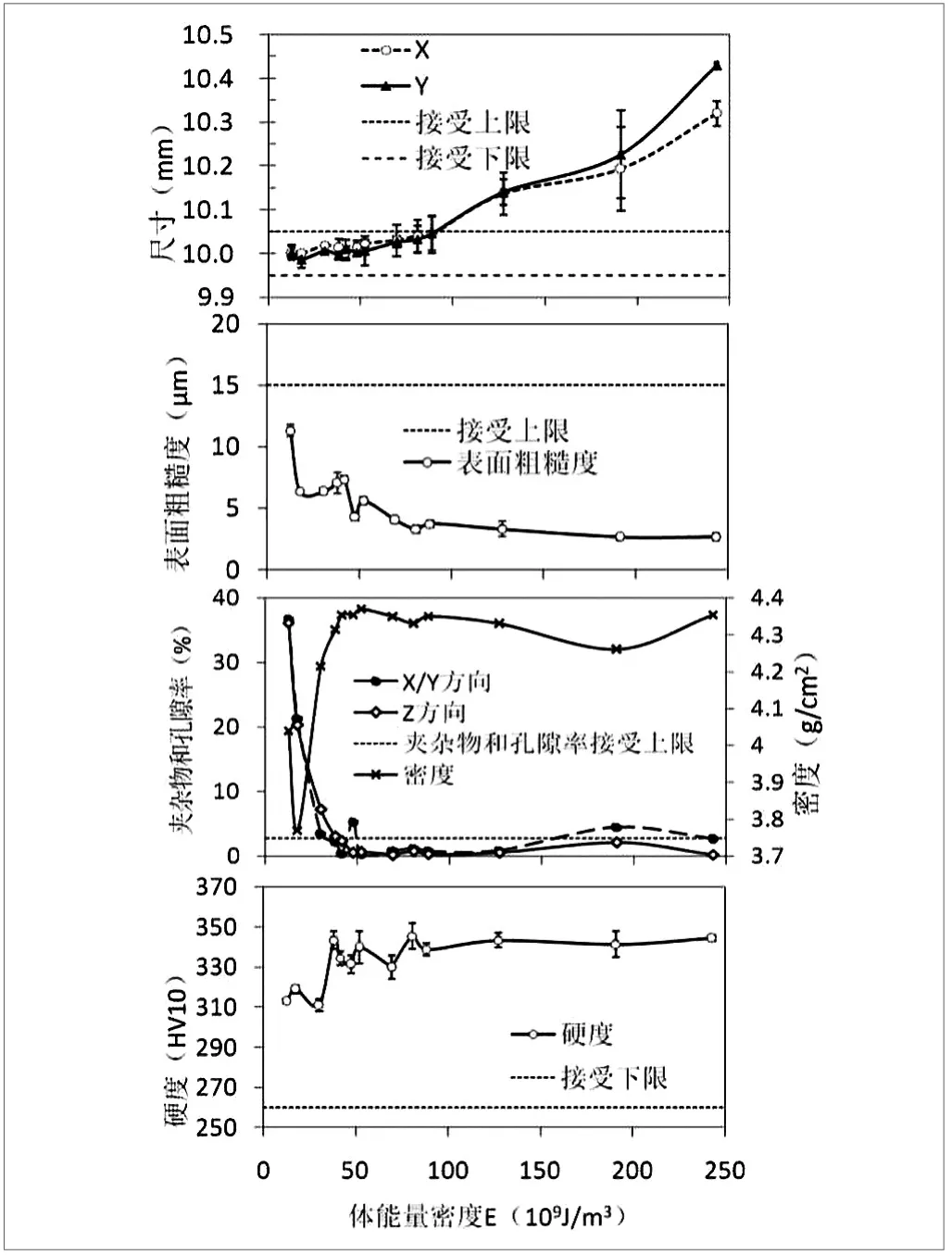
图1.试件性能与E的关系
拉伸试验测试结果表明,0.2%规定非比例延伸强度Rp0.2平均值为(979.8±18.7)Mpa,杨氏模量平均值为(112.9±5.1)Gpa,不同打印参数间无统计学差异(P>0.05)。沿Z轴打印的试件断后伸长率平均值为(13.5±0.7)%,显著高于沿X/Y轴打印试件的平均值(7.4±0.6)%(P<0.05)。沿Z轴打印的11#的断后伸长率(15.3%±0.7%)显著高于4#(13.6%±0.8%)和10#(11.8%±0.8%)(P<0.05)。
14#、15#和11#释放到溶液中总金属离子量分别为13.76、2.73和1.87μg/cm2,远小于接收限200μg/cm2,耐腐蚀性检测全部通过。在溶液中浸泡后,所有试件均无颜色改变,认为均具有抗晦暗性。
3.讨论
研究表明,E对义齿试件的表面和内部性能均有明显影响,原因分析如下[11]:①E较小时,熔池能量不足以全部融化粉层,形成了较多不规则孔隙,导致制件表面粗糙度较大。②随着E的增大,相邻熔道和层间结合更加紧密,因此孔隙较少。③E继续增大,粉床吸收的热量过多,熔池周围的粉末一同融化,造成了精度误差偏大,且熔池间的重叠区较深,引起熔道过烧,伴随汽化形成了圆形的孔隙。
不同的打印参数对硬度的影响不大,当E太低时,因熔融不全,硬度有轻微减小。断后伸长率表示钢材的延性,结果表明,当打印参数较适宜时,试件的延性较好。不同于铸造和切削工艺,3D打印存在各向异性,如本文断后伸长率呈现出明显的各向异性,谢文强等[3]研究钛合金卡环疲劳性能时也发现了各向异性。
齿科金属修复体在口腔环境中长期受食物和唾液的影响,表面发生晦暗和腐蚀,影响美观、功能及生物相容性。本文发现,抗晦暗性不受打印参数的影响,为材料的固有化学属性。打印工艺参数可影响耐腐蚀性,14#的E最低,试件表面存在大量孔隙和未融化颗粒,浸提表面积较大,因此释放到溶液中的重金属含量较高。即使14#试件孔隙率达到了肉眼可见的程度,但耐腐蚀性检测结果仍远远小于接受上限。
通过分析SLM工艺参数对性能钛合金义齿试件性能的影响,本研究为SLM打印工艺验证提供思路:试件制备时应考虑各向异性。在众多的工艺参数中,可重点考虑激光功率、扫描速度、扫描间距,通过计算E来设计验证方案,减少重复验证。产品的性能可重点关注精度、表面粗糙度、夹杂物和孔隙率、密度、硬度等。若粉末原材料已获得医疗器械注册证,开展了耐腐蚀性和抗晦暗性的研究且原料质量稳定可靠,出于效率和经济考虑,定制式金属义齿加工企业可评估后减少重复验证。
致谢:特别感谢四川医疗器械生物材料和制品检验中心的吴敏华老师、三的部落(上海)科技股份有限公司高健先生在研究过程中给予的热心帮助和大力支持。
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
汽车实用技术(2022年12期)2022-07-05
陶瓷学报(2021年5期)2021-11-22
家庭医药(2020年8期)2020-08-25
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-06-24
制造技术与机床(2019年4期)2019-04-04
陶瓷学报(2019年5期)2019-01-12
汽车文摘(2017年4期)2017-12-07
中国医疗美容(2015年2期)2015-07-19