加工盐生产线上的管道安装及试验
2020-06-20 05:53吴发进
中国盐业 2020年5期
吴发进
1 前言
加工盐就是由原料盐经过粉碎、洗涤、脱卤、烘干、计量、包装等工艺过程而制得的各种盐产品的统称。生产线就实现这些盐产品而加工的设备、管道、配电和设施(设备基础、平台、卤水澄清池等)的系统。由此可见管道也是加工盐生产线的重要组成部分。管道就是用管子、管件和阀门、支撑件等联接成的用于输送盐浆、卤水或冷却水、压缩空气等的装置。加工盐生产线上所用的管道可分为盐浆管道;卤水管道、冷却水管道、压缩空气管道、电缆套管等几大类,各种管道的选材、路线、焊接、固定支架、管间距、可拆卸性、泄漏性试验、耐压试验等都有规定标准,达不到这些标准,以后在加工盐生产过程中,往往会造成泄漏、维修焊接困难、管道下落、震动、噪音等一系列问题。
2 管材的检验
加工盐产品一般都是以供人们直接食用的口食盐和腌制盐为主,其产品质量必须符合GB5461-2000国家标准,同时还要符合国家食品安全法规定要求,设备和管道都必须耐腐蚀、清洁卫生。不得污染盐质,所以对管道要求较高。
2.1 盐浆管道选材
盐浆管道就是输送粉碎洗涤盐浆的管道,包括旋流器顶端压出的卤水管道,盐浆由泵直接打入旋流器,清液由于比重小而从顶部溢出,增稠后的盐浆进入离心机脱卤,整个系统要有一定的压力,且都与盐浆直接接触,所以不能有铁锈产生而混入其中,要选择耐腐性能好的不锈钢材质,一般选择国标304不锈钢无缝钢管,更可选用316L不锈钢材料,抗腐性能更好。
2.2 洗涤液管道
原料盐经过对辊机粉碎后进入螺旋洗涤机洗涤,盐由螺旋洗盐机输送至搅拌槽,洗涤卤水夹带着原料盐里的水不溶物溢流至螺旋洗盐机尾腔,通过洗涤液管道自流至洗涤液回收槽,洗涤液管道因无多大的压力,可选用塑料管道,一般选用PVC或PPR。
2.3 冷却水管道
主要包括离心机冷却水进出管道、内热式(埋管式干燥床)冷却水进出管道等。离心机冷却水管道可用一般无缝钢管,因为离心机冷却器也是普通钢制,使用不锈钢冷却水进出管道更好,由于离心机冷却出水为热水,故不适宜使用塑料管道。干燥床冷却水管道,应该采用不锈钢材质,因床内盘管冷却器为不钢材质,故塑料管道也不适用。
2.4 压缩空气管道
压缩空气管道是连接空压机到设备气动部件的这部分管道,必须采用无缝钢管,工作压力不超过0.8mpa。
2.5 电力电缆和控制电缆管道
埋地电缆管道统一采用专门电缆管材,其它电缆电线管道可用塑料管。
3 管道的安装
一般工艺设计图纸上,管道只标注透视图,设计深度不够,具体的管件数量。支承位置,交叉、避让等不详细,所以在安装之前,要进一步深化设计,必要时进行技术测量,绘制专门管道施工图纸,编制管道材料预算等。
3.1 绘制深化设计图纸
工艺设计图纸的透视图,只标注空间位置,在读通读懂图纸后,再结合安装现场实际,绘制深化设计的管道施工图纸。
3.2 确定管道走向
深化图纸绘制后,要标明管道路线或走向,标高,进出方向,连接方式,支架位置,支撑形式等。
3.3 管道、管件、支承件等材料验收
验收包括材质、规格型号、数量等,确认符合设计要求后,再进行领料,登记。
3.4 管道及支承件制作
管道下料配置。长短尺寸搭配,包括路线上多少个弯头、法兰,阀门等。
管道焊接一般采用氩电联焊,即氩弧焊打底,手工电弧焊填充,公称直径DN54以上的铲坡口,见图1。
管道固定。管道固定一般由地面支架、吊架、三角支架等,不管那种固定形式,材质必须与管材一致,管道固定一定要稳定,承载力要大,充分考虑管道管道重量、流体流向,管道的震动和抖动,泵开停时候的冲击力等,要强化设计,管道和固定件制作好,再检查验收,做好记录后,就进行安装。
3.5 管道安装顺序
管道安装要本着先主管道,后次管道,先大管道后小管道,先内部管道,后外部管道的原则。
管道固定点。管道固定支撑点,一般5-6米一个,间距太大造成管道中间下垂,集液,盐浆管道容易析盐堵塞。
管道膨胀器。每50米左右直管设计一个膨胀器,防止热胀冷缩现象,使管道拉断或挤压变形,如50米长度以内有90度弯头,可不设计膨胀器。
管道的坡度。管道向着液流方向略带一点坡度,一般考虑坡度1:100为宜。
管道间距。多支管道并列(排管)安装,铺设在同一管道支架时,考虑到将来运行以后的拆卸和维修,管道之间的最小净距不得小于200毫米,见图2。且每50米长的直管段安装一对法兰。管道可以平铺,也可以分层架设。架空管道距离地面净高不少于4.5米,方便车辆在管道支架下面穿越。
管道混铺。盐浆管道、卤水管道、冷却水管道可以并排安装,电力电缆管道、控制电缆管道、压缩空气管道不宜同架铺设。

图1 管道氩电联焊示意图
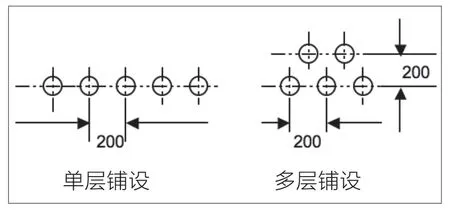
图2 管间距
热力管道。热力管道属于特种设备管控,有专门的检测机构监检,不在工艺管道安装范围。
管道的防腐。不锈钢管道焊接处磨光后,可涂白厚漆两遍,普钢管道焊接处要刷防锈打底,再涂中间漆和面漆,漆层总厚度不少于150微米。
4 管道的试验
管道安装好之后,必须进行吹扫和试验,吹扫的目标就是清理管道内部杂物,如焊渣、泥砂、铁锈等,管道吹扫后,就是要检查管道制作安装质量情况。安装好的管道往往会造成焊缝的气孔、夹渣,这是造成管道泄漏的主要原因,焊缝处,法兰联接处是重点。管道试验是检验管道制作、安装质量的最好办法;压力试验分液压试验,气压试验,泄漏性试验。排水管道灌水试验即可。
4.1 管道的吹扫
管道吹扫就是把管道封闭起来,在方便清理的地方设计一个泄压口,一般用加厚红纸板或承载压力较小的板材作为盲板,当空气压力大于一定数值的时候,盲板被吹破,管道内脏污物随气流冲出管道系统,有条件的地方,管道吹扫以后,还要进行清洗,清洗要使用无毒清洁剂清洗,不能使用有毒有害的化学清洗剂。管道清洗后,残留在管道内部的清洗剂必须排除干净。吹扫和清洗简称管道的吹洗。
4.2 液压试验
管道在吹洗之后,就可以进行压力试验,液压试验适用于盐浆管道、卤水管道、冷却水管道,一般就是用洁净水作为试验介质,试验时候气温应不低于50C,试验压力为设计压力的1.5倍,试验时,压力缓慢上升,达到试验压力时候,稳压10分钟,再浆压力降低到设计压力,保持30分钟,以压力不降低为合格。试验前必须排净管道内的空气,试验时候发现泄漏点,不得带压处理,试验结束排液时需要防止管道系统形成负压。
4.3 气压试验
气压试验适合于压缩空气管道,主要是空气压缩机至储气罐、储气罐至定量包装称或机械手等,按照规定要使用无缝钢管,且必须进行压力试验,试验压力应为设计压力的1.15倍,试验时,加装超压泄放装置,其设定压力不得超过试验压力的1.15倍,或者试验压力加0.345 mpa,试验之前,要进行预试验,试验压力0.2 mpa为宜,试验时,逐步缓慢升压,当压力上升到试验压力的50%时,观察系统,无异常或泄漏现象,继续按照试验压力的10%逐级升压,每级稳压3分钟,至试验压力,稳压10分钟,再将压力降至设计压力,以发泡剂检查不泄漏为合格,试验中,严禁带压坚固螺栓。
4.4 泄漏性试验
有些重要管道还要进行泄漏性试验,在加工盐生产线上的所有管道,一般不需要泄漏性试验。
5 结束语
加工盐生产线上,管道也是重要组成部分,盐浆管道、卤水管道、冷却水管道、压缩空气管道都不能泄漏,一是文明生产需要,二是跑冒滴漏造成浪费,所以管道从选材、制作安装,试验等方面都是按照规定实施,所有程序到位,才能保证管道安装质量,才能保证以后正常生产,以便杜绝跑冒滴漏。节约工厂成本,所以管道的选材、安装、试验是加工盐生产线设备安装过程中的重要方面。
猜你喜欢
化工管理(2022年22期)2022-08-15
石油和化工设备(2022年4期)2022-07-13
云南化工(2022年1期)2022-03-08
盐科学与化工(2022年2期)2022-03-04
石油化工建设(2020年1期)2020-08-24
科学导报(2020年30期)2020-05-21
饮食科学(2019年5期)2019-06-03
汽车维护与修理(2017年18期)2017-02-07
知识就是力量(2016年6期)2016-05-31
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27