运用条码检测仪提升条码质量
2020-06-18 05:37:46湖南省卓越标准与编码技术服务中心
条码与信息系统 2020年3期
湖南省卓越标准与编码技术服务中心 胡 强
湖南省质量和标准化研究院 程晓屹
条码是由一组规则排列的条、空以及其对应的字符组成的用以表示一定信息的符号。条码技术是将这一组信息符号进行扫描处理,转换成可以自动阅读的数据,它是一门综合技术,包括条码编制规则、条码译码技术、条码印刷技术、数据通讯技术及计算机技术等。条码检测是对条码质量进行监管的有效手段,条码质量的好坏直接影响到数据的采集效率和信息处理速度。运用条码检测仪对条码符号质量进行检测,通过科学、先进、完善的条码检测系统,为条码应用系统正常运行提供技术保障,提高条码的印制质量,降低出错率,有效提高企业的经济效益,促进发展。
条码检测仪的种类
条码检测仪是专门用于检测条码质量的设备,它能够对条码符号进行可靠的检测,通过一定范围内对条码符号进行扫描读取和分析,确保检测结果的准确性。
条码检测仪可分为便携式条码检测仪、在线式条码检测仪和固定式(台式)条码检测仪。
条码检测仪的结构及工作原理
结构
条码检测仪通常由光电扫描器(包括光源、扫描模组、光学透镜、模拟数字转换电路等部件)、辅助测长装置和计算机等部分组成。
工作原理
条码检测仪通过扫描器光源发出的光束照射在条码符号上,发射光不断移动,当发射光照射到条码符号时,条码符号会把发射光反射回去,当反射光回到条码检测仪时,通过光学系统后,投射回光电转换器,转换器把放射光转化成电信号,通过电信号判定“条”和“空”的前、后边界,同时根据条码检测仪辅助测量装置的计数值,计算出从前边界到后边界的位移量,测出条码符号的“条”和“空”,最后再将电信号转化为数字信号传输到计算机中进行处理。
条码检测仪的应用
条码检测仪的检测项目
条码检测仪主要检测项目有参考译码、可译码度、最低反射率、符号反差、最小边缘反差、调制比、缺陷度、空白区宽度、宽窄比(ITF-14码制)、Z尺寸。
条码检测仪的检测方法
目前有两种通用的条码检测方法:“传统检测法”和“美标检测法”
传统检测法
传统检测法对条码符号的质量判定是基于一次扫描所测出的质量参数结果为基础,在检测时,扫描通过的可能恰好是条码质量最好的部分,也可能是最差的部分,因此,它不能够全面、真实地反应条码的状况。另外,由于条码检测设备扫描性能各不相同,导致检测的结果与扫描识读性能不能完全保持一致,传统检测法逐渐被替代。
美标检测法(即扫描反射率曲线检测法)
随着条码技术的发展,“美标检测法”得到了广泛的应用,是一种比较切合实际的条码检测方法。美标检测法即扫描反射率曲线法,主要是通过条码检测仪对条码符号扫描得到的“扫描反射率曲线”(如图1所示)分析条码的尺寸特性、光学特性等各项质量参数,然后根据各质量参数的标准将条码分为“A”~“F”5个质量等级,A级为最好,D级为最差,F级为不合格。为使条码检测仪测量结果更加全面和准确,在用扫描反射率曲线法检测时,通常要在条码高度范围内取N(通常取10)条等分的扫描路径,检测时使被检条码符号尽可能处于设计的被扫描状态。对不能在形态下被检测的样品,应对检测样品作适当处理,使之平整、大小适中,便于检测,保留足够的固定尺寸于条码符号四周。对于不透明度小于0.85的条码符号印刷载体,应在条码符号底部衬上放射率小于5%的暗平面。每次扫描结束后都会根据这条路径上的“扫描反射率曲线”判断出各项参数的等级,并把最低的一项参数等级作为该曲线的“扫描等级”。通过对扫描反射率曲线的信息反馈,观察扫描反射率曲线的波动情况,可以控制整个印制过程,确定印制过程需要的各个参数值,扫描反射率曲线是比较重要的指标依据,给评价商品条码印制质量的好坏提供指导。
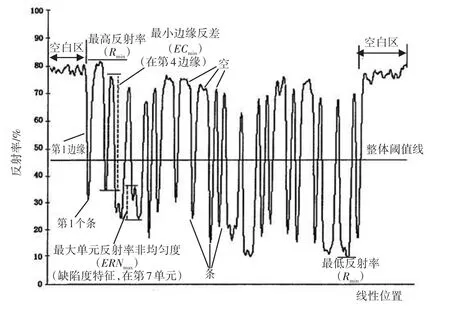
图1 扫描反射率曲线特征示意图
条码检测仪的主要检测参数及影响质量的原因和控制措施
参考译码
由条码检测仪对扫描反射率曲线,按GB/T 18348-2008《商品条码 条码符号印制质量的检验》规定的单元确定和单元边缘确定方法,确定各单元及单元边缘的位置后,根据被检测条码符号的类型,选择GB 12904-2008《商品条码零售商品编码与条码表示》、GB/T 15425-2014《商品条码128条码》或者GB/T 16830-2008《商品条码储运包装商品编码与条码表示》中适合的参考译码算法对条码符号进行译码。
影响等级低的原因:有些空的曲线低于整体阈值线,空白区宽度不够,有镜面反射,条空尺寸偏差大。
采取的有效措施:提高印制品反射率均匀性,保证空白区宽度,在有镜面反射的承印材料上加印高漫反射背底,避免用过亮的覆盖膜。
可译码度
每种条码的规范标准中都规定了条码符号条/空单元宽度及条空组合宽度的理想尺寸,但在条码符号的实际印制过程中,印制出的条/空单元及条/空组合的实际宽度尺寸一般都会偏离其理想尺寸,实际宽度尺寸与理想尺寸之差称为印制偏差,允许条/空单元及条/空组合的宽度在印制和识读过程中出现一点限度的误差称之为容许误差(容差),可译码度指的是未被印制偏差占用,为扫描识读过程留出的容差部分在总容差中所占的比例。即:可译码度=剩余容差/总容差,如图2所示。
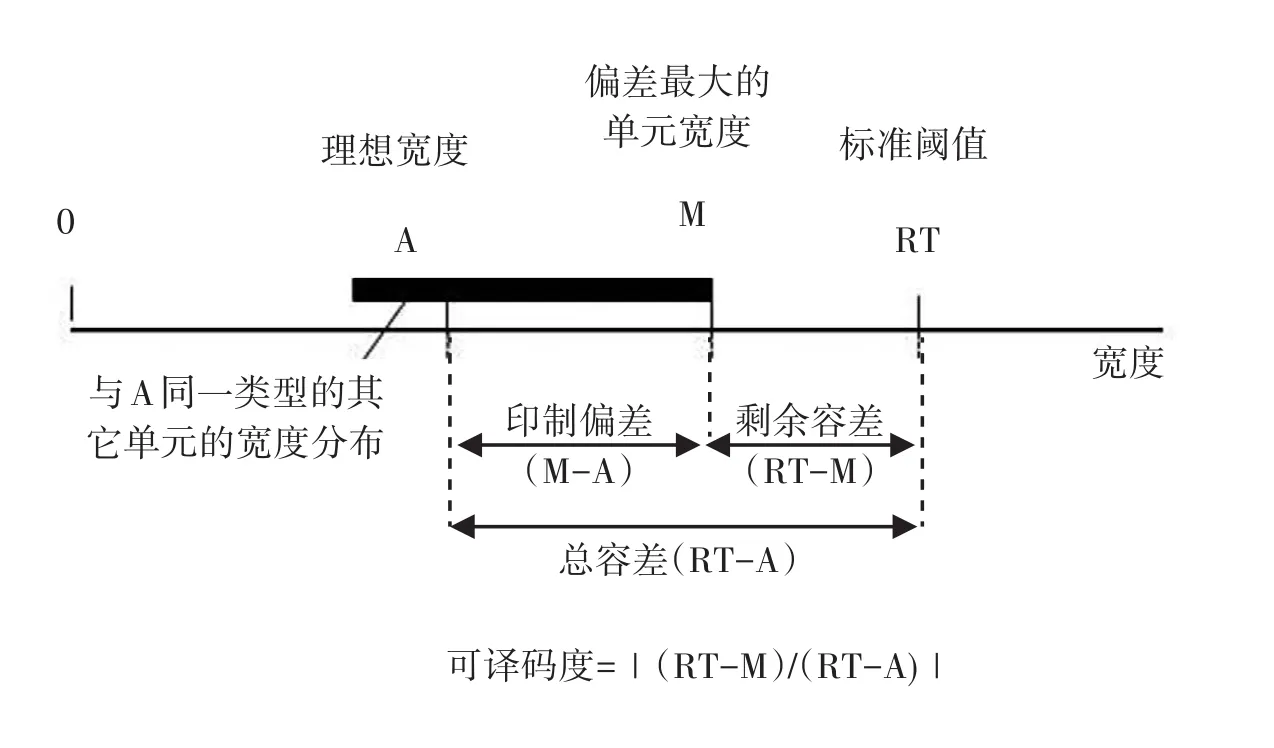
图2 可译码度示意图
影响等级低的原因:条/空宽度偏差过大,条/空组合宽度的偏差过大。
采取的有效措施:减少条/空宽度,条/空组合宽度的尺寸偏差。
最低反射率
扫描反射率曲线上最低的反射率,实际上就是被测条码符号的最低反射率,要求最低反射率应不大于最高反射率的一半。
影响等级低的原因:印制条的材料反射率不够低。
采取的有效措施:选择低反射率的油墨(条)或者提高承印材料(空)的反射率。
符号反差
符号反差是扫描反射率曲线的最高反射率与最低反射率之差,它反映了条码符号条、空颜色搭配或承印材料及油墨的反射率是否满足要求,显然符号反差越大越好。
影响等级低的原因:条空颜色搭配不当,承印材料或油墨的反射率不满足要求,有镜面反射。
采取的有效措施:正确选择条空颜色搭配,选择低反射率油墨(条),高反射率承印材料(空)或者加印高漫反射背底,避免产生镜面反射。
最小边缘反差
边缘反差是扫描反射率曲线上相邻单元的空反射率与条反射率之差,最小边缘反差是所有边缘反差中最小的一个。
影响等级低的原因:油墨扩散,有过窄的条/空,局部条反射率偏高,局部空反射率偏低。
采取的有效措施:减少油墨扩散等造成的反射率不均匀。
调制比
调制比是最小边缘反差与符号反差的比。一般来说,符号反差越大,最小边缘反差就要相应大些,否则,调制比偏小,将使扫描识读过程中对条、空的辨别发生困难。
影响等级低的原因:符号反差与最小边缘反差相差大。
采取的有效措施:减少油墨扩散等造成的反射率不均匀和反差的不一致。
缺陷度
缺陷度是最大单元反射率非均匀度与符号反差的比。单元反射率非均匀度反映了条码符号上脱墨、污点等缺陷对条/空局部的反射率造成的影响。
影响等级低的原因:条码符号有脱墨(孔隙)或者污点。
采取的有效措施:避免条码符号出现脱墨或污点。
空白区宽度
空白区的作用是为了识读设备提供“开始数据采集”或“结束数据采集”的信息的,空白区不够常常导致条码符号不能识读,甚至造成误读。
影响等级低的原因:条码符号制版印刷时常忽略左右空白区宽度,影响正常识读。
采取的有效措施:空白区宽度属强制要求,必须严格按照标准要求制定,否则被判定为不合格。
宽窄比
宽窄比只在测量ITF-14储运包装条码时得出,通常由条码检测仪自动测量。ITF-14条码符号的宽窄比测量值应在2.25~3.00范围内。
Z尺寸
Z尺寸是指条码符号窄单元实际尺寸的平均值,通常由条码检测仪测量。
条码质量的控制
条码质量控制分为从印制源头控制和通过监督部门监督质量来控制。
印制源头保质量
从相关的标准和条码印制质量指标可以看出,条码并不是一组简单的图案,想印制出合格的条码,必须采用科学完善的控制手段来保证条码符号的质量。条码符号的印制质量是保证条码质量的关键环节,必须按标准要求来设计,选择具有专业设备及资质的制版印刷企业印制,印刷企业需建立质量体系,条码符号在试印刷和成品出厂前应用专业的条码检测仪进行印刷质量监控,通过对检测质量参数的分析及时调整,提高条码符号的印制质量。
技术监督保应用
条码符号的使用者应对其印制的条码进行质量检测,发现问题及时整改,确保流通条码符号的质量。各地编码分支机构通过加强条码市场调查和监督检查,开展条码质量检验和质量整改活动,通过分析、整改,提高条码的质量。
在整个商品供应链中,条码符号作为信息的载体,在产品生产、运输、销售、跟踪等每一个环节中自始至终发挥着关键的作用,条码符号能否被准确、快速地识读都关系着整个识别系统能否高效的运行。条码符号印制质量是影响条码自动识别系统运行效率的重要因素之一,条码质量检验工作和条码质量控制过程对保证条码符号的质量起着重要作用。实践证明,在生产过程中采用条码检测仪对条码的尺寸参数和光学特性参数进行监控,能有效提高条码符号的印制质量,对预防经济损失、进行质量把关、信息反馈等都起到了重要作用。
猜你喜欢
中国自动识别技术(2023年6期)2024-01-12 08:13:22
中国自动识别技术(2023年6期)2024-01-12 08:13:16
华人时刊(2022年1期)2022-04-26 13:39:40
现代计算机(2021年36期)2021-03-14 00:50:38
印刷工业(2020年4期)2020-10-27 02:45:38
现代出版(2017年3期)2017-11-14 10:53:56
新闻传播(2016年3期)2016-07-12 12:55:27
工业设计(2016年4期)2016-05-04 04:00:24
遥测遥控(2015年2期)2015-04-23 08:15:19
电测与仪表(2014年16期)2014-04-22 05:20:18