聚乳酸织物碱性染色工艺探讨
2020-06-17 07:31于家学王小艳荆丽丽杜金梅许长海
东华大学学报(自然科学版) 2020年2期
于家学,王小艳,荆丽丽,杜金梅,孙 昌,许长海
(1. 江南大学 生态纺织教育部重点实验室,江苏 无锡 214122; 2. 蓬莱嘉信染料化工股份有限公司,山东 蓬莱 265600)
聚乳酸(polylactic acid, PLA)纤维作为一种新型的生态纺织纤维,因具有优异的生物相容性和生物可降解性而受到人们的重视[1-4]。其制品应用前景广泛,可用于医疗卫生、家纺、工农业材料、塑料新型材料、装饰材料等方面,并且PLA染色产品可起到美化生活、区别产品等作用。但是PLA纤维属于聚酯类,存在诸如染色困难,染色产品手感偏硬、极光严重的问题,因此在其染整加工过程中需要进行减量处理[5-7],并且PLA纤维的化学结构导致其在碱性条件下易于水解。常规PLA纤维的染整加工流程为:先在碱性条件下减量以改善手感,待水洗后再在酸性条件下采用分散染料染色,然后在碱性条件下还原清洗[8-10]。染色过程中,染浴的pH值先后由碱性变为酸性再变为碱性,反复的pH值调节容易导致工艺参数不稳定,因此产品的重现率较低。此外,冗长繁琐的染色流程会消耗更多的能源和水,增加了经济、环境方面的压力。耐碱分散染料可以在高温碱性条件下使用[11-12]。为了简化工序,提高生产效率,本文探讨了采用耐碱分散染料于碱性条件下对PLA织物进行一浴一步染色的可行性,并对碱性染色产品与传统工艺染色产品的染色效果进行了对比。
1 试验部分
1.1 材料和药品
PLA长丝织物(8.33 tex×16.67 tex,1.25 g/cm3),分散红HA-G、分散黄棕H-2R、分散蓝HA-RL(这3种颜色为该系列染料的三原色,其他颜色可由此三原色调配,三原色的染色参数可为多种颜色的开发奠定基础),蓬莱嘉信染料化工股份有限公司;氢氧化钠、冰醋酸(HAc)、碳酸钠、保险粉,分析纯,国药集团化学试剂有限公司;高温匀染剂,分析纯,日华化学(中国)有限公司;渗透剂JFC,分析纯,德美化工有限公司。
1.2 仪器与设备
AHIBA IR型高温高压染色机(美国Datacolor公司),AB204-N型电子分析天平(梅特勒-托利多仪器(上海)有限公司),HH-4型数显恒温水浴锅(江苏省金坛市荣华仪器制造有限公司),YG(B)026D-250型电子织物强力机(温州大荣纺织标准仪器厂),Datacolor 650型反射光分光光度计(美国Datacolor公司),SW-24E型耐洗色牢度试验机(温州大荣纺织标准仪器厂),Y(B)571-II型色牢度摩擦仪(温州大荣纺织标准仪器厂),EL-20型精密pH计(梅特勒-托利多仪器(上海)有限公司)。
1.3 试验方法
1.3.1 PLA织物减量
将PLA织物按浴比1∶20放入不同pH值处理液中(HAc,NaOH和Na2CO3用量均为1 g/L)。按1 ℃/min的升温速率由室温升至100 ℃,保温30 min。自然冷却到室温,充分水洗后晾干备用。
1.3.2 PLA织物近中性染色
PLA织物按浴比1∶20进行中性染色。染料质量分数为2%,高温匀染剂质量浓度为1 g/L,按1 ℃/ min升温速率升温至100 ℃,保温30 min。染色后分别进行还原清洗和皂洗。
还原清洗:将质量浓度为2 g/L的NaOH、 2 g/L的保险粉、1 g/L的渗透剂JFC和水按浴比1∶20配置成清洗溶液,于60 ℃处理15 min。
皂洗:将质量浓度为3 g/L的皂片与水按浴比1∶30配置成清洗溶液,于60 ℃处理10 min。
1.3.3 PLA织物碱性染色
PLA织物按浴比1∶20进行碱性染色。染料质量分数为2%,高温匀染剂质量浓度为1 g/L,NaOH质量浓度为1 g/L,温度为100 ℃,保温30 min。
1.3.4 染色温度及碱剂用量影响
PLA织物按浴比1∶20进行染色。分散红HA-G质量分数为2%,高温匀染剂质量浓度为1.5 g/L,碱剂Na2CO3质量浓度为0~9 g/L,升温速率为1 ℃/min,染色温度分别为100、 105、 110和115 ℃,保温40 min。
1.3.5 PLA织物传统方法染色
PLA织物先在浴比为1∶20、NaOH质量浓度为5 g/L的溶液中,于80 ℃碱减量30 min,水洗并酸中和,然后在100 ℃下利用分散红HA-G质量分数为2%的染液染色40 min,水洗后还原清洗,皂洗,水洗,烘干。
1.4 测试方法
1.4.1 表观色深K/S值
主要测量表观颜色深度K/S,以及表观颜色(CIELAB)的L、a、b值。将织物对折成4层,使用Datacolor 650型反射光分光光度仪(小孔径、D65光源和10°视角)测定产品的各项表观颜色属性。每一个样品测10个不同位置点,测量结果取其平均值。
1.4.2 断裂强力
根据GB/T 3923.1—2013《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长的测定条样法》,使用YG026D-250型电子织物强力测试机测定织物的断裂强力。
1.4.3 染色牢度
(1) 耐皂洗色牢度测定。根据GB/T 3921—2008《纺织品色牢度实验耐皂洗色牢度》测定产品的耐皂洗色牢度;根据GB/T 251—2008《评定沾色用灰色样卡》测定沾色牢度;根据GB/T 250—2008《评定变色用灰色样卡》测定变色牢度。
(2) 耐水渍牢度测定。根据ISO 105—E01:2010(E)《纺织品耐水渍牢度测定》测定样品的耐水渍牢度。
2 结果与分析
2.1 PLA织物减量
在PLA织物减量工序中,通过减轻纤维质量可以改善织物的光泽及手感。鉴于PLA属于脂肪族聚酯化合物,其酯键耐酸碱稳定性低于涤纶纤维的酯键,本文研究了不同pH值下PLA织物的减量情况,结果如表1所示。

表1 PLA织物减量结果
由表1可知,随着pH值的升高,织物的减量率增加且碱性条件下更有利于PLA织物的减量,而PLA织物的断裂强力降低。这是因为在高温碱性环境中,酯键易于水解,纤维表面受到碱的刻蚀,纤维细度降低、质量减轻。同时,经纬纱交织点处由于吸收碱液量较多,受到碱的刻蚀也更为明显,从而增加了织物交织点的空隙,外力作用下纤维间易于发生相对移动,使得织物刚性下降,产生柔软手感。
2.2 PLA织物染色
分别对PLA织物在中性和碱性条件下进行染色,对比了两种染色条件下的PLA织物表观颜色(L、a和b)、颜色深度(K/S)以及减量率,结果如表2所示。由表2可知,染浴加碱后染色织物的减量率显著增大,染色明显加深。这是因为高温碱性条件下PLA纤维发生水解,纤维变细,减量率提高;同时,纤维变细导致纤维比表面积增大,使得更多染料上染纤维,致使产品的K/S值增大,颜色加深。此外,对比中性和碱性染色条件下PLA织物的表观颜色可知,两种条件下的织物的色调(h)并没有发生显著变化,颜色深度的差异主要是由亮度值(C)的变化所引起。由此可以断定,碱性条件染色只是增加了分散染料的上染量,而对染料的色光不会造成影响。

表2 PLA织物染色结果
注:C为亮度;h为色调。
2.3 碱性染色条件对PLA织物染色深度及强力的影响
PLA纤维无定形区分子链在温度高于PLA的玻璃化温度后发生分子链段热运动,使得染料分子进入无定形区完成纤维染色。由此可知,染色温度对PLA织物染色效果影响较大。此外,碱剂用量会影响PLA的水解程度,进而影响织物的手感。鉴于高温高压下PLA的分子链在NaOH溶液里易发生较大程度的水解,因此选用Na2CO3作为碱剂进行PLA碱性染色。染色温度和碱剂用量对PLA织物颜色深度和强力的影响如表3所示。
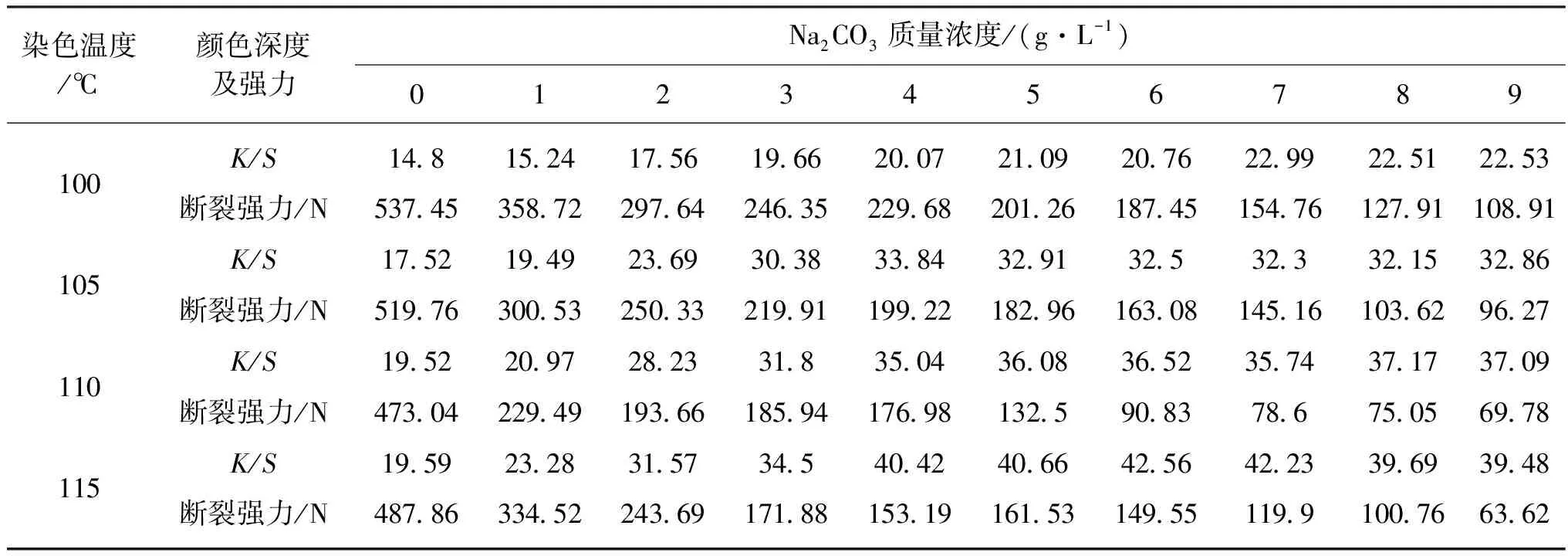
表3 染色温度和碱剂用量对PLA织物颜色深度和强力的影响
由表3可知,在相同染色温度下,随着碱剂用量的增大,PLA织物颜色深度逐渐变大且断裂强力不断减小。这可能是因为:一方面,随着碱剂用量的增加,纤维表面受到碱的刻蚀增大,形成更多的小凹穴,纤维表面积增大,吸附染料的量增加,颜色变深;另一方面,染色温度的升高将使得酯键的反应活性提高,纤维表面蚀刻程度增大,导致纤维粗细不匀,易发生应力集中,导致织物断裂强度降低。由表3还可知,相同碱剂用量下,随着染色温度的升高,PLA织物染色深度增大。这是因为随着温度的升高,无定形区大分子链运动加剧,出现空隙的机会增多,易吸附更多的染料分子从而织物颜色变深。
2.4 碱性染色PLA织物的色牢度
聚酯类纤维染色后一般需要进行还原清洗以去除浮色和染色中析出的聚酯低聚物等杂质。PLA纤维属于聚酯类纤维,其结构与涤纶接近,故常规染色后需要进行还原清洗。对减性染色PLA织物的耐水洗色牢度和耐水渍色牢度进行了测试,测试结果如表4和5所示。由表4和5可知,不同贴衬材料的沾色和碱性染色PLA织物褪色等级都在4级以上,产品的染色牢度较高。对比是否进行还原清洗的两组产品发现,两组样品间无显著差别。这可能是由于以常规工艺染色时纤维内部的低聚物会扩散到纤维表面形成色斑、色块,而碱性染色工艺中染料的上染与碱对纤维的水解同时进行,碱可以不断剥离纤维表面的碎片,导致低聚物无法附着于纤维表面。由此可见,碱性染色工艺具有与还原清洗同等的效果,故其可免还原清洗。

表4 碱性染色时PLA织物的耐水洗色牢度

表5 碱性染色PLA织物的耐水渍色牢度
2.5 PLA织物碱性染色与传统染色比较
PLA纤维化学结构不同于涤纶纤维,其在高温强碱条件下易发生大规模水解。根据文献[13]可知,PLA织物的传统染色方法即先碱减量再染色。碱减量工艺参数可设置为:NaOH质量浓度为5 g/L,染色温度为80 ℃,染色时间为30 min。碱减量的织物经充分洗涤后,再在100 ℃下染色40 min。两步法获得的织物K/S值为20.48。在Na2CO3质量浓度为5 g/L、染色温度为100 ℃、染色时间为40 min条件下进行的碱性染色工艺中,获得的PLA染色织物的K/S值为21.09(见表3)。对比碱性染色和传统染色方法所得织物的K/S值可知,碱性染色方法所得织物的颜色更深;对比碱性染色和传统染色工序及配方可知,碱性染色工艺更加节省能源、水以及时间。
3 结 论
(1) PLA织物可利用耐碱分散染料在碱性条件下进行高温高压染色,可同时完成织物的碱减量及染色工序,其染色产品的手感较好且颜色较深。
(2) 碱性染色时PLA织物受染色温度及碱剂用量的影响较显著。随着碱剂用量的增大,PLA织物颜色逐渐变深且断裂强力不断下降;随着染色温度的升高,PLA织物染色深度增大。
(3) PLA织物碱性染色时产品色牢度好,且染色后无需还原清洗。
(4) 与传统染色工艺(染色前碱减量处理,染色后还原清洗)相比,PLA织物的碱性染色工艺可简化工艺流程,提高生产效率。
猜你喜欢
家庭科学·新健康(2022年7期)2022-07-13
表面技术(2022年1期)2022-02-12
乐器(2022年1期)2022-01-19
汽车工程师(2021年12期)2022-01-18
古今农业(2021年2期)2021-08-14
染整技术(2021年6期)2021-07-09
纺织检测与标准(2021年3期)2021-07-06
家庭影院技术(2019年4期)2019-04-17
伴侣(2018年8期)2018-08-23
中小企业管理与科技·上旬刊(2018年12期)2018-02-18