玉米皮半纤维素/壳聚糖/甘油复合膜制备及性质研究
2020-06-13 04:02:10冯欣宁
中国粮油学报 2020年5期
徐 忠 高 阳 冯欣宁 谷 芳 赵 丹
(哈尔滨商业大学食品工程学院,哈尔滨 150076)
玉米皮是玉米淀粉加工主要副产品之一,由半纤维素、纤维素、淀粉、蛋白质和木质素等成分组成,其中半纤维素是玉米皮中含量最丰富的成分,是由木糖、半乳糖、葡萄糖和阿拉伯糖等由糖单元相互连接形成具有支链的高分子聚合物[1-3],玉米皮半纤维素可以作为膳食纤维应用在食品、医药等行业,还可以通过生物、化学降解和改性等技术制备低聚糖、改性半纤维素和水凝胶等产品[4-7]。
由于消费者对环境污染问题的日益关注,可降解食品包装材料的应用已成为目前研究的热点,食品包装中可生物降解膜可分为水胶体膜、脂质膜和复合膜三大类。水胶体包括蛋白质和多糖等亲水性聚合物,蜡、脂肪酸和酰基甘油属于脂类,复合膜是水胶体和脂类化合物的组合[8]。目前关于半纤维素在食品包装材料中的应用已有一些报道[9-12],而玉米皮半纤维素做为食品包装材料的研究报道还较少,本文通过玉米皮半纤维素与壳聚糖和甘油共混方法制备了半纤维素复合膜,为玉米皮的资源化利用和提高附加值提供了新途径。
1 材料与方法
1.1 材料与试剂
玉米皮:中粮生化能源(肇东)有限公司。
氢氧化钠、无水乙醇、浓盐酸、冰醋酸、壳聚糖、甘油、耐高温α-淀粉酶、中性蛋白酶,均为分析纯。
1.2 实验仪器与设备
YSC-701型粉碎机;MXQ1700-30箱式电阻炉; DHG-9123A电热恒温鼓风干燥箱;centrifuge 5810型台式高速离心机; RGD-5单柱式电子万能实验机;HITACHI 多功能粉末衍射仪;STA 449-cC综合热分析仪;SU8010扫描电子显微镜;VS-1300洁净工作台;HYG-A恒温振荡摇瓶柜;SPX-250B-Z智能型生化培养箱。
1.3 方法
1.3.1 玉米皮半纤维素的提取
经正己烷脱脂的玉米皮自然条件下晾干,利用粉碎机对玉米皮粉碎后过80目筛,收集筛下物,玉米皮粉置于干燥处储存备用。玉米皮半纤维素的提取主要参照文献[3]进行,取5.00 g预处理后的玉米皮粉,放入洁净干燥的锥形瓶中,以1∶10(g/mL)的料液比加入蒸馏水,加入0.4%耐高温 α-淀粉酶(25 000 U/g),磷酸盐缓冲溶液将pH调为6.5,在95 ℃下浸泡4 min,冷却,加入0.6%中性蛋白酶(60 000 U/g),PBS缓冲溶液将pH为7.5时,在反应温度为50 ℃下振荡3 h,并在4 000 r/min离心,滤渣按照1∶12的料液比加入NaOH溶液,NaOH溶液浓度为8%,在75 ℃下水浴振荡2.0 h,离心,用50%盐酸调pH为5.5,向滤液中以1∶4的体积比加入无水乙醇,沉淀得到的半纤维素在50 ℃下烘干至质量恒定。
半纤维素的含量和提取率以戊聚糖的含量和提取率表示[4]。戊聚糖的测定采用间苯三酚法,戊聚糖提取率=戊聚糖质量(g)/原料质量(g)×100%。半纤维素结构表征采用红外光谱法进行[13]。
1.3.2 半纤维素复合膜的制备
称取适量的壳聚糖,溶于体积分数为0.5%冰醋酸水溶液中,边溶解边搅拌直至完全溶解为止,称取玉米皮半纤维素适量分散于蒸馏水中,用高速均质器分散30 min,将配制好的2种溶液混合,边混合边搅拌直至充分混匀,之后用冰醋酸调节pH值至2.5,加入适量甘油,磁力搅拌30 min,涂膜,置于55 ℃烘箱烘干12 h后成膜取出。
1.3.3 复合膜厚度的测定
选取光滑、平整的复合膜,在复合膜的中心及四周随机选取10个点,使用螺旋测微器分别测定厚度,取平均值作为膜的厚度(mm)。
1.3.4 复合膜的力学性能测试
采用单柱式电子万能实验机测试膜的拉伸强度和断裂伸长率。选择均匀、干净、无瑕疵的样品,样品的厚度为0.2 mm,将样品裁成长方形,长15 mm,宽10 mm。在测试时,拉伸速率为10 mm/min。按公式计算抗拉强度和断裂伸长率。
(1)
(2)
式中:TS为抗拉强度/MPa;F为复合膜断裂时所承受的最大拉力/N;S为复合膜的横断面积/m2;E为试样断裂伸长率/%;L0为复合膜样品的长度/mm;L1为复合膜断裂时的长度/mm。
1.3.5 复合膜热溶解性分析
在室温下,将薄膜剪成20 mm×20 mm大小的样品,将样品置于100 mL蒸馏水中。用磁力搅拌器搅拌至完全溶解。并记录样品完全溶解的时间。
1.3.6 复合膜透光率分析
将膜切成50 mm×30 mm大小,贴在比色皿(10 mm)的一侧,用紫外可见光谱仪在380~650 nm范围内对共混膜的透光率进行测试。可使用公式(3)将吸光度值转化为透光率。试样做3个平行测试取平均值。
T%=10-A
(3)
式中:T为复合膜的透光率/%;A为复合膜的吸光度。
1.3.7 复合膜抑菌性能测试
大肠杆菌是最常见的革兰氏阴性菌,金黄色葡萄球菌是最常见的革兰氏阳性菌,因此选用大肠杆菌和金黄色葡萄球菌来测试半纤维素/壳聚糖复合膜的抗菌性能。将样品裁剪成直径6 mm大小的圆片,放人灭菌锅中于121 ℃下灭菌20 min。在超净工作台上将灭菌的样品小心地贴在平板培养基的表面上,然后将平板置于生化培养箱中于37 ℃下培养24 h,观察样品的抑菌圈。
1.3.8 复合膜降解性能测试
先将试样在80 ℃干燥5 h,再将干燥后的试样称量并记录试样的初始质量(M0),然后将试样分别浸入37 ℃,pH 7.4的磷酸盐PBS缓冲液中。各组试样分别经1、2、3、4、5、6 d降解后取出,更换上述溶液,取出的试样,用去离子水淋洗,去除表面水分,称取各组试样湿重,待完全干燥后再称取各组试样干重。主要研究复合材料的吸水率和质量损失率随降解时间的变化。按式(4)、(5)计算吸水率和质量损失率。
(4)
式中:X为吸水率/%;W1为吸水前的质量/g;W2为吸水后的质量/g。
(5)
式中:D为质量损失率,%;M1为复合材料的质量/g;M2为降解后的质量/g。
1.3.9 复合膜扫描电镜分析
采用冷场发射扫描电子显微镜观察膜的表面和截面形态,取2 mm×2 mm膜样品固定,喷金,扫描电镜下观察,加速电压10 kV。
1.3.10 复合膜热稳定性能分析
采用综合热分析仪测试半纤维素/壳聚糖复合膜的热稳定性能。样品的质量为5~10 mg,在N2氛围下进行测试,测试的温度范围30~700 ℃,升温速率10 ℃/min。
1.3.11 复合膜X-射线衍射分析
利用多功能粉末衍射仪测定复合膜的结晶特性,测试衍射角2θ范围为1°~40°,测试速率为0.02(°)/s。
2 结果与分析
2.1 玉米皮半纤维素分析
2.1.1 玉米皮半纤维素含量和提取率
依照1.3.1的方法提取得到玉米皮半纤维素的含量和提取率分别为74.6%和35.5%。
2.1.2 玉米皮半纤维素红外光谱
由图1可知,玉米皮半纤维素在400~4 000 cm-1的范围内具有一般多糖类物质的特征吸收峰,在3 435 cm-1处的吸收峰是糖单元中羟基(—OH)伸缩振动吸收峰,C—H伸缩振动和弯曲振动吸收峰出现在2 931 cm-1和1 421 cm-1处。表征半纤维素戊聚糖的吸收峰主要集中在1 638 cm-1、1 041cm-1等处,在1 041 cm-1处的谱带是戊聚糖的典型吸收峰,主要是由阿拉伯糖基木聚糖中的C—O、C—C伸缩振动和C—OH弯曲振动形成[14]。此外,除了以上的特征峰以外,在1 638cm-1出现的吸收峰主要由于半乳糖所产生[15]。

图1 玉米皮半纤维素的红外光谱
2.2 复合膜制备影响因素
2.2.1 半纤维素浓度对复合膜力学性质的影响
固定壳聚糖浓度为0.4%,甘油浓度为0.6%,考察半纤维素浓度对复合膜力学性质的影响。由图2可以看出,当半纤维素浓度为1.2%~2.4%时,其抗拉强度增大较明显;当半纤维素浓度为2.4%时,其抗拉强度和断裂伸长率最大,分别为16.01 MPa和161.25%;之后随着浓度的增加,抗拉强度和断裂伸长率又呈逐渐下降的趋势。可见用2.4%半纤维素制成的复合膜的机械性能较好。这是由于在一定范围内增加玉米皮半纤维素的含量时,半纤维素可以通过氢键作用和范德华力的作用与壳聚糖形成紧固的网络结构,能够增强对外力的承受能力,从而增强了膜的柔韧性[16]。而随着玉米半纤维素添加量超过一定值时,易发生团聚现象[17],使膜受到外力时团聚区域受力过于集中,导致膜的柔韧性降低。
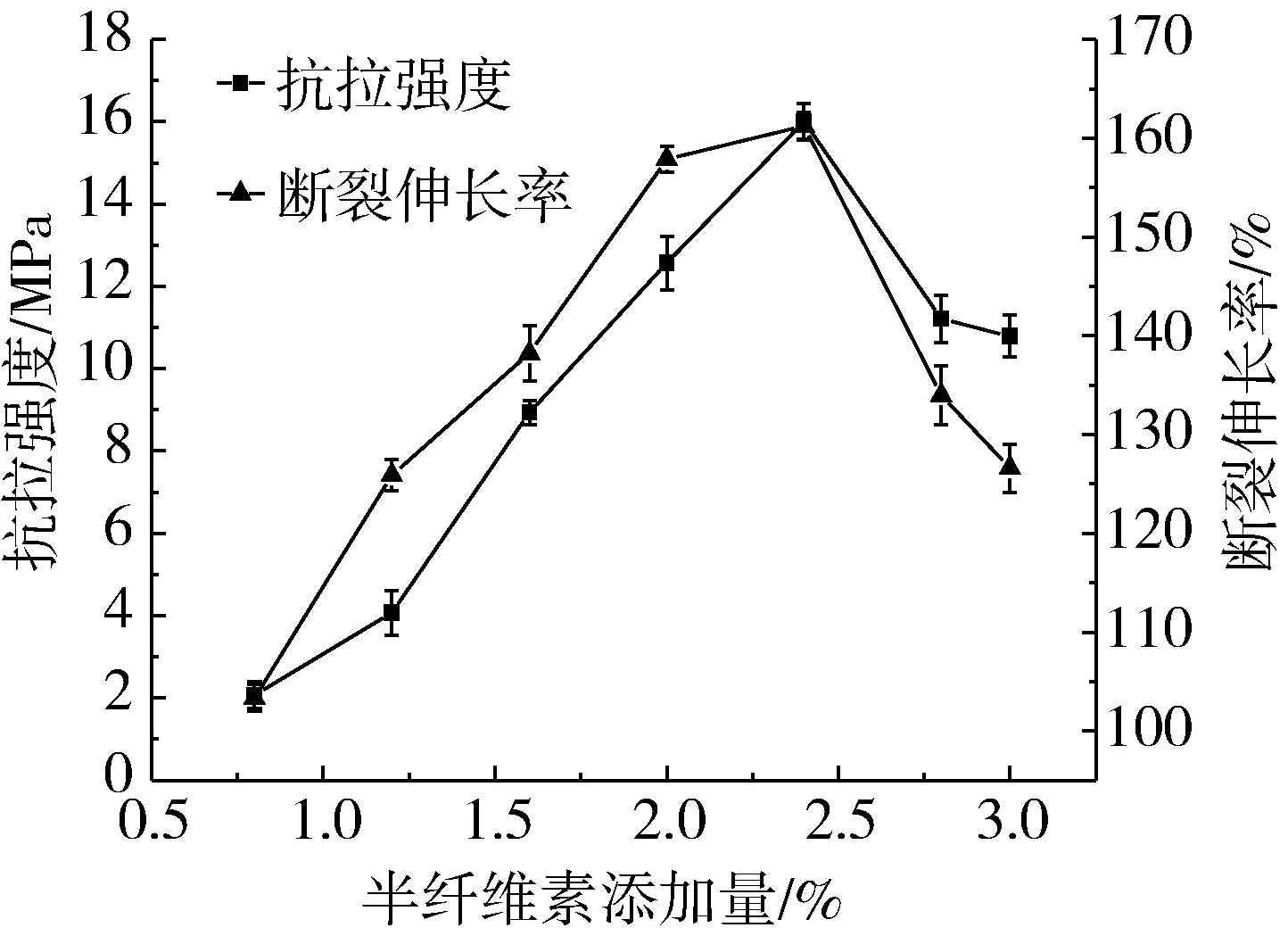
图2 半纤维素浓度对半纤维素/ 壳聚糖/甘油复合膜力学性质的影响
2.2.2 壳聚糖浓度对复合膜力学性质的影响
固定半纤维素浓度为2.4%,甘油浓度为0.6%,考察壳聚糖浓度对复合膜力学性质的影响。由图3可以看出,当壳聚糖浓度为0.3%~0.4%时,其抗拉强度增大较明显;当半纤维素浓度为0.3%~0.5%时,其断裂伸长率增大较明显,分别为16.01MPa和244.88%;之后随着浓度的增加,抗拉强度和断裂伸长率又呈逐渐下降的趋势。可见用0.4%半纤维素制成的复合膜的机械性能较好。这是由于壳聚糖是高分子材料,在一定范围内增加壳聚糖的含量时,会提高壳聚糖与玉米皮半纤维素氢键的作用[18],增强了可食膜的网状结构,从而提高了可食膜的抗拉强度[19]。当壳聚糖的浓度超过0.4%时,会降低可食膜的抗拉强度,这是因为壳聚糖的分子量较大,引起薄膜网络微结构的分裂[20],且主链中的六元环结构难以发生内旋转,再加上分子内和分子间极强的化学键力作用,致使其刚性很大[21]。
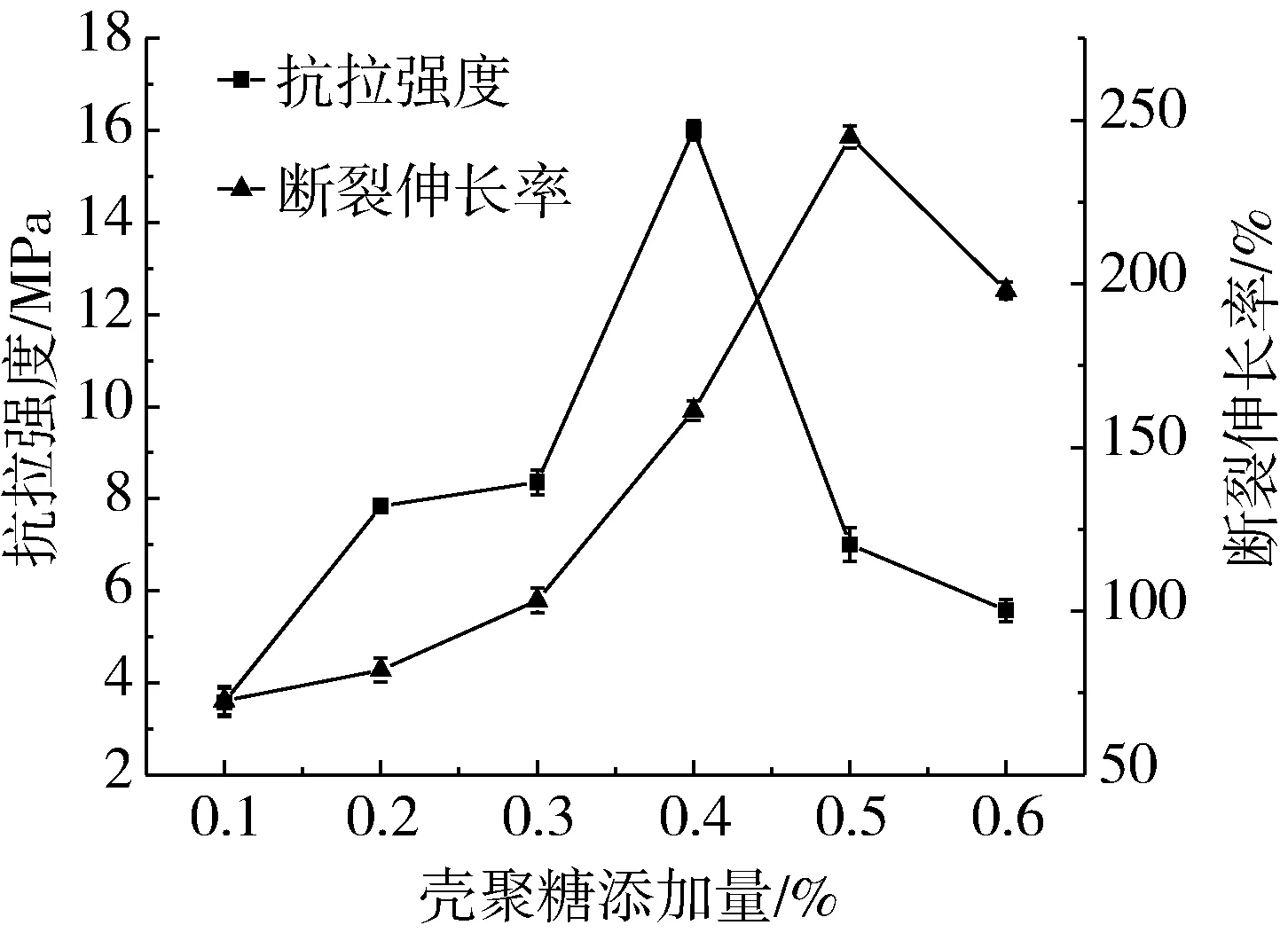
图3 壳聚糖浓度对半纤维素/壳聚糖/ 甘油复合膜力学性质的影响
2.2.3 甘油浓度对复合膜力学性质的影响
固定半纤维素浓度为2.4%,壳聚糖浓度为0.4%,考察甘油浓度对复合膜力学性质的影响。由图4可以看出,当甘油浓度为0.4%~0.6%时,其抗拉强度增大较明显;当甘油浓度为0.5%~0.9%时,其断裂伸长率增大较明显;之后随着浓度的增加,抗拉强度和断裂伸长率又呈逐渐下降的趋势。可见用0.6%甘油制成的复合膜的机械性能较好。这是由于以甘油为增塑剂的玉米皮半纤维素和壳聚糖双组分膜的性能与分别用增塑剂或高分子量再生法制备的薄膜相似[22]。甘油能够增加壳聚糖和玉米皮半纤维素的相容性,较容易通过分子间的作用力形成紧密的网络结构,并且可以产生均匀的膜,所以导致抗拉强度的增大。随着甘油添加量的不断增大,由于玉米皮半纤维素比表面积较大易发生团聚,导致玉米皮半纤维素在甘油—壳聚糖分子结构中分布不均匀,使原来紧密的分子结构变得松散,所以抗拉强度有所下降[23]。

图4 甘油浓度对半纤维素/壳聚糖/甘油复合膜力学性质的影响
2.2.4 烘干温度对复合膜力学性质的影响
固定半纤维素浓度为2.4%,壳聚糖浓度为0.4%,甘油0.6%,考察烘干温度对复合膜力学性质的影响。由图5可以看出,当烘干温度为45~55 ℃时,其抗拉强度和断裂伸长率增大较明显;之后随着烘干温度的增加,抗拉强度和断裂伸长率呈上升又下降的趋势,这是由于干燥温度高时,膜液中半纤维素分子运动加剧,温度过高不利于分子连接和排列,水分蒸发速度过快,导致整体脆度大,抗拉强度和断裂伸长率随之减小[24]。可见烘干温度为55 ℃制成的复合膜的机械性能较好。
图5 烘干温度对复合膜力学性质的影响
2.3 复合膜性质
2.3.1 复合膜热溶解性和透光率
从图5可以看出,半纤维素/壳聚糖/甘油复合膜的热溶解性随着温度的增加,溶解时间越快。这是由于样品中的甘油是一种亲水性小分子增塑剂,溶液共混反应体系中容易渗透扩散至高分子链段间,可减弱纤维素、多糖等高分子内聚力。同时随着温度的升高,甘油更好的溶解,使可食膜在溶解过程中,充分起到“增溶”作用,加速了复合膜的溶解速率。并且由图5可见,复合膜透光率在74%以上,且不同波长下的透光率有明显差异,随着波长的增加透明度有小幅度上升。
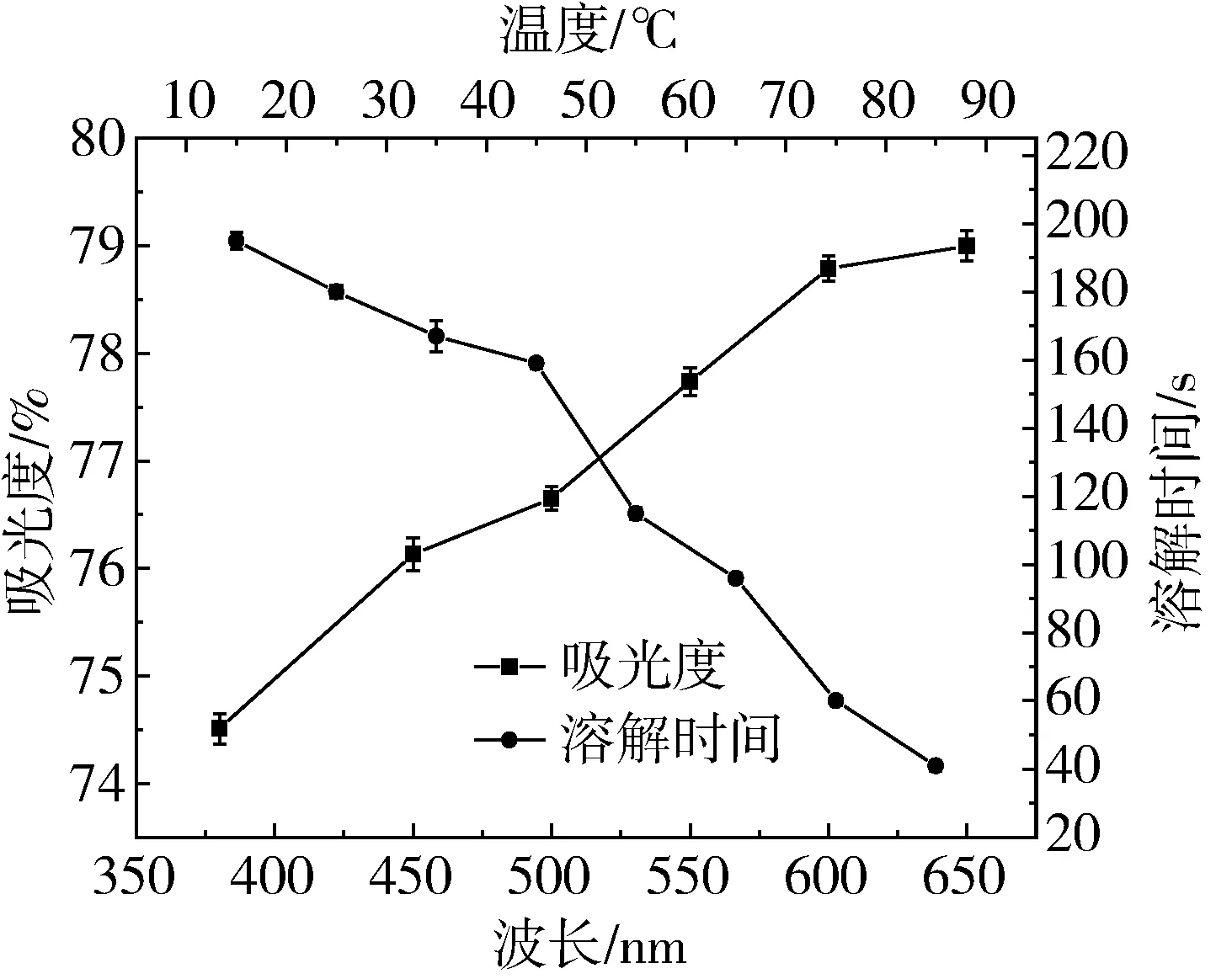
图6 半纤维素/壳聚糖/甘油复合膜的热溶解性和透光率
2.3.2 复合膜抑菌性能测试
图7为半纤维素/壳聚糖/甘油复合膜对金黄色葡萄球菌、大肠杆菌的抑菌效果图。由图7可见,在同等条件下,半纤维素/壳聚糖复合膜在金黄色葡萄球菌和大肠杆菌中均出现了抑菌圈;其中,复合膜对金黄色葡萄球菌的抑菌作用要高于对大肠杆菌的抑菌作用,半纤维素/壳聚糖复合膜的抗菌性源于壳聚糖的加入,壳聚糖在弱酸条件下溶解后释放氨基,这些氨基通过结合负电子,从而起到抗菌作用,也说明了壳聚糖在于半纤维素相互作用的过程中没有失去其高效、广谱抗菌性。

图7 半纤维素/壳聚糖/甘油复合膜的抑菌性
2.3.3 复合膜降解性能测试
由图8可以看出,半纤维素/壳聚糖/甘油复合膜的吸水率和质量损失率随着时间的推移逐渐上升,说明半纤维素/壳聚糖复合材料正在逐步降解。在第5 d以后,复合膜的吸水率超过70%,质量损失率超过90%,说明复合材料具有较好的降解性能。
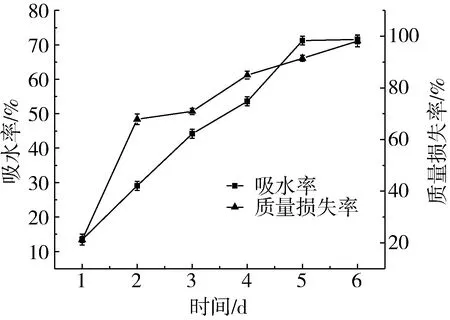
图8 半纤维素/壳聚糖/甘油复合膜的吸水率 和质量损失率随时间的变化曲线
2.4 复合膜结构表征
2.4.1 半纤维素/壳聚糖/甘油复合膜扫描电镜
复合膜的电镜扫描分析结果表明复合膜表面无气孔或裂纹,结构完整紧凑,说明玉米皮半纤维素、壳聚糖和甘油之间有较好的相容性。
2.4.2 复合膜热稳定性能
图9是半纤维素/壳聚糖/甘油复合膜的热重分析曲线,半纤维素复合膜的初始分解速率温度在208.9~464.8 ℃之间,最大失重速率温度在218.7~450.8 ℃之间。这是因为半纤维素复合膜中两组分间并不是以其中任一组分为骨架的简单复合,而是两组分间产生了一定的相互作用的结合。在98.5 ℃时曲线出现了一个小的吸热峰,是由于样品中的水分蒸发吸热。在218.7 ℃时曲线出现了一个吸热峰,是样品中甘油、半纤维素熔融,部分糖苷键、C—H键、C—O键和C—C键的断裂,导致复合膜失重。在450.8 ℃时曲线出现了一个小的吸热峰,是由于样品中的剩余部分糖苷键断裂、脱羧和脱碳[25]。这说明复合膜各组分分子间存在一定的相互作用,使膜的热稳定性增强。
2.4.3 复合膜X-射线衍射分析
玉米皮半纤维素和复合膜的XRD分析如图10所示,半纤维素在18.25°出现了一个较大且宽广的衍射峰,复合膜在18.92°出现了一个平缓的峰,与半纤维素相比结晶度下降,主要原因是壳聚糖和甘油的加入对半纤维素薄膜的结构造成了一定的影响,破坏半纤维素骨架间的分子间氢键导致结晶度的降低,此外,在谱图中没有衍射峰的增加或减少,说明了壳聚糖并未破坏半纤维素复合膜内的晶体结构,也没有产生新的结构,说明壳聚糖只是改变可食膜的表面性能,内部晶体结构类型并无明显改变。

图9 半纤维素/壳聚糖/甘油复合膜的热重分析曲线
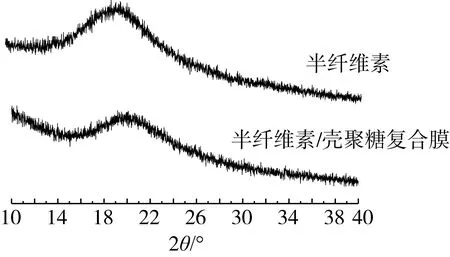
图10 半纤维素/壳聚糖/甘油复合膜的XRD谱图
3 结论
玉米皮半纤维素 、壳聚糖和甘油用量分别为2.4%、0.6%和0.4%时,制备的复合膜具有较好的力学性质,抗拉强度和断裂伸长率分别为15.57 MPa和271.43%。X-射线分析表明,半纤维素结晶结构未发生实质性变化,SEM和DSC分析表明,复合膜具有较好的表面特性和热稳定性,玉米皮半纤维素复合膜具有一定的抑菌作用和良好的降解性,还具有较好的热溶解性和透光率,可用于食品保鲜及内包装膜等包装材料中。
猜你喜欢
山东冶金(2023年6期)2024-01-10 01:33:30
河北果树(2022年1期)2022-02-16 00:41:04
北京农学院学报(2021年4期)2021-11-09 00:43:20
发光学报(2019年8期)2019-08-20 10:15:38
理化检验(物理分册)(2017年5期)2017-06-01 11:29:45
西南国防医药(2016年6期)2016-12-01 06:00:58
钢管(2016年4期)2016-11-10 07:37:00
中国塑料(2016年1期)2016-05-17 06:13:10
焊管(2015年4期)2015-12-19 07:01:37
中国塑料(2015年3期)2015-11-27 03:42:15