基于射流掩膜电解加工不锈钢注塑微结构研究
2020-06-11 07:46:10庄怀印郭钟宁王俊杰
广东工业大学学报 2020年3期
庄怀印,郭钟宁,王俊杰,吴 明
(广东工业大学 机电工程学院,广东 广州 510006)
表面微结构是指在光滑表面加工出具有一定尺寸和分布的微坑、微槽或者突起等微纳结构的阵列。表面微结构对改善零件表面摩檫力[1-2]、阻力和黏附力[3-5]、润湿性[5-6]等特性有着重要作用。润湿性是零件表面一种重要的性质,通常用液体在固体表面时两者之间的接触角(water contact angle,WCA)来表征。当接触角小于90°为亲水性表面,接触角大于90°为疏水性表面,接触角大于150°则称为超疏水表面[7]。零件表面粗糙度和形貌结构是影响固体表面润湿性的关键因素。
目前,用于改善零件表面的润湿性的技术可以分为3大类:一是仿生技术[8],二是自下而上的增材技术,三是自上而下的减材技术。其中,用于改善润湿性的减材技术主要有:等离子体处理、激光表面处理、电化学加工等技术。等离子处理技术采用等离子体对零件表面处理获得微结构[9]。如Katsuya等[10]采用氧等离子对苯二甲酸乙烯处理,获得超疏水表面结构。Shiu等[11]用刻蚀纳米珠的方法,首先制备单层的聚苯乙烯纳米珠阵列,然后用氧等离子处理纳米珠阵列,从而获得超疏水效果。Ellinas等[12]首先在聚甲基丙烯酸甲酯(polymethyl methacrylate, PMMA)聚合物上旋涂聚苯乙烯微粒,然后用氧等离子刻蚀出微结构,最后再用氟碳化合物等离子沉积,制备出三尺度的微纳结构,具有超疏水和疏油的效果。激光表面处理技术是用激光改变零件表面形貌达到改变润湿性的一种方法[13]。 如Wang等[13]利用皮秒激光在模具钢表面加工出微坑阵列,具有超疏水的功能。连峰等[14]采用激光刻蚀技术在铝合金表面制备网格和点阵微结构,改变其润湿性状态。电解加工技术是通过阳极溶解的原理[15],在金属表面制备出表面微结构,改变其润湿性的一种方法。Jing[16]使用掩膜电解加工的方法,在铝基片上制备出微凸阵列结构,修饰之后获得超疏水效果。
现在使用掩膜电解加工技术加工微坑阵列结构改善润湿性的研究尚且不足。因为掩膜电解加工得到的微坑直径多集中在100~500 μm,结构尺寸大,无法改变零件表面的润湿性。因此,为改变零件表面的润湿性,本文利用光刻技术在不锈钢表面制备掩膜,然后,射流掩膜电解加工出微米级的微坑阵列,使其润湿性得到改善,最后,将不锈钢作为模具用聚二甲基硅氧烷(polydimethylsiloxane, PDMS)浇铸出微凸结构,从而改善了PDMS的润湿性。
1 实验
1.1 实验材料与表征
本实验使用304不锈钢板,尺寸为50 mm×20 mm×1 mm。3种不同的掩膜尺度分别为:掩膜孔直径为5 μm的100×100方形阵列,其孔中心距为50 μm;掩膜孔直径为10 μm的50×50方形阵列,其孔中心距为100 μm;掩膜孔直径为20 μm的35×35方形阵列,其孔中心距为150 μm。PDMS由主剂A与固化剂B两组分构成。配制十七氟癸基三乙氧基硅烷用于修饰微结构,其中无水乙醇、去离子水、十七氟癸基三乙氧基硅烷的质量分数分别为59%、40%、1%。
用激光共聚焦显微镜(Olympus-4100)测量电解加工微坑的直径和深度,沿着方形阵列的对角线随机选取20个微坑,测量其尺寸作为分析样本。同样的方法,测量PDMS表面的微凸结构,同时,用扫描电子显微镜(S-3400N(II))观测PDMS微凸结构的表面形貌。用十七氟癸基三乙氧基硅烷溶液修饰不锈钢金和PDMS微结构,浸泡1 h,80 ℃恒温烘干60 min。用接触角测量仪(OCA15Pro),在室温25 ℃条件下,测量电解加工后不锈钢和PDMS表面的接触角,对同一样品任意选取5个不同位置点测量接触角并且取其平均值,评测其表面润湿性能。
1.2 制备不锈钢微坑阵列
光刻和扫描射流掩膜电解加工制备表面微坑结构流程如图1所示。基底材料为304不锈钢,首先对其抛光处理,丙酮超声清洗5 min。烘干之后涂胶,光刻胶型号为AZ5214,匀胶机均匀加速至4 000 r/min,匀速保持30 s,减速至停止,光刻胶厚度为1.2 μm。前烘95 ℃烘烤90 s;光刻机曝光,hard模式曝光6.9 s;显影45 s。电解加工之后清洗除胶得到表面微结构。实验使用的扫描射流掩膜电解加工系统,如图2所示。该系统基于小型电解加工机床改进,可实现X、Y、Z3个方向的直线运动。掩膜电解加工时,电解液供液采用射流的方式,喷嘴喷出的电解液沿着工件做扫描运动,从而实现扫描射流掩膜电解加工微坑阵列结构。为探究电压以及掩膜孔大小对微结构尺寸的影响,实验参数如表1所示。

图 1 光刻和掩膜电解加工示意图Fig.1 Schematic diagram of photolithography mask electrolytic processing
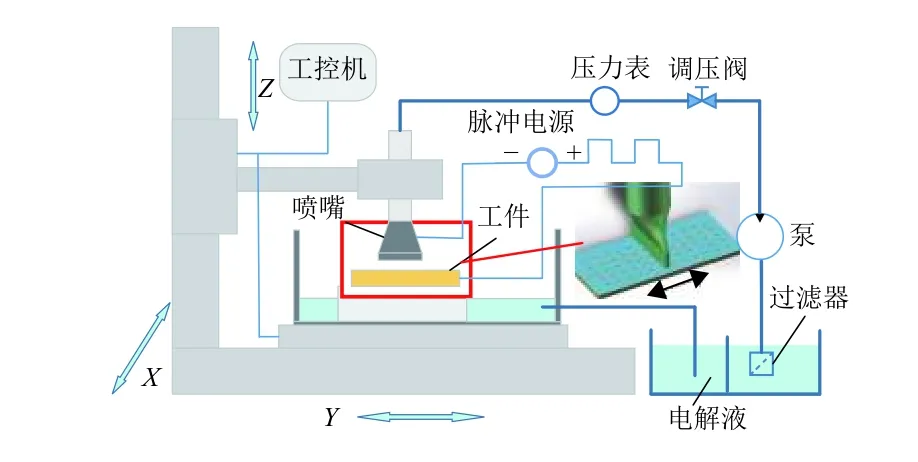
图 2 掩膜电解加工系统Fig.2 Mask electrolytic processing system

表 1 实验参数Table 1 Experimental parameters
1.3 PDMS注塑表面微凸结构
PDMS表面微凸结构制作流程如图3所示。首先,将PDMS主剂A和固化剂B,按质量比10∶1充分混合均匀,放入真空器中,抽真空30 min除去其中的气泡。然后,把它浇铸到微坑结构模具上,抽真空除去少量的气泡,经过80 ℃烘烤固化1 h。最后,脱模得到PDMS微凸结构。

图 3 PDMS表面微凸结构制作示意图Fig.3 Schematic diagram of the micro-convex structure on the PDMS surface
2 结果与分析
2.1 电解加工微坑表面
研究了电压对微坑直径和深度的影响规律。其中12 V电压电解加工结果,如图4所示。掩膜孔直径为5 μm时,加工后微坑的直径和深度平均值分别为18.36,7.71 μm。掩膜孔直径为10 μm时,加工后微坑的直径和深度平均值分别为29.3,11.81 μm。掩膜孔直径为20 μm时,加工后微坑的直径和深度平均值分别为40,14.56 μm。在施加电压12~50 V时,3种掩膜尺度得到的微坑的尺寸变化趋势,如图5所示。从图5可以看出,微坑的直径和深度随电压的升高而增大。电压升高电流密度增大,材料去除效率高符合常规电解加工的一般原理。
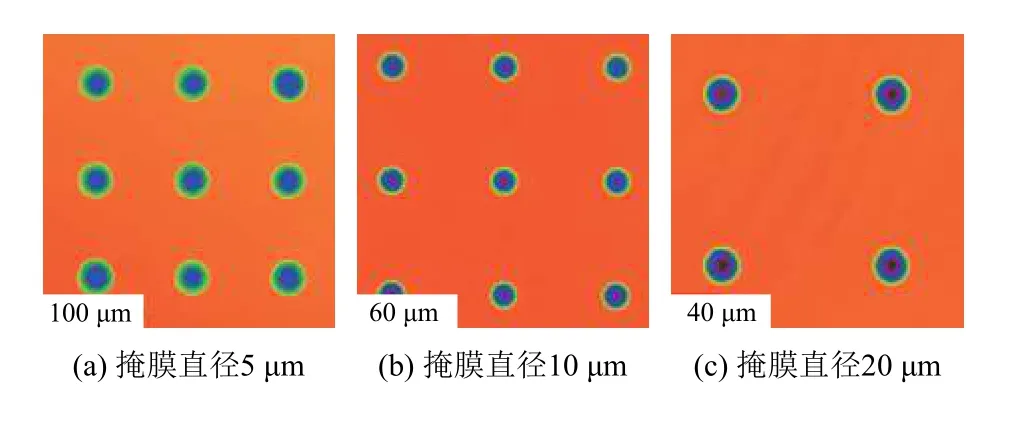
图 4 电压12 V电解加工后微坑形貌Fig.4 Micro-pit morphology after electrolytic processing at voltage 12 V
2.2 PDMS注塑表面微结构

图 5 不同掩膜尺度加工后微坑尺寸的变化趋势Fig.5 Trend of micropore size after processing at different mask scales
通过注塑的方式,将不锈钢表面的微结构复制到PDMS表面。图6为30 V电压电解加工微坑结构和浇铸得到的微凸结构。使用激光共聚焦测量微凸结构的高度和低面圆的直径,发现比所使用模具微坑直径和深度略微增大,直径方向增大范围约为0.06~0.66 μm;深度方向增大范围为0.98~1.7 μm。
2.3 接触角测量
通过测量去离子水液滴(5 μL)与不锈钢表面接触角大小,来反应射流掩膜电解加工对不锈钢表面润湿性的影响效果。测量实验所用的未加工不锈钢接触角为79.6°,为亲水表面。经过大量检测发现,对于同一种掩膜尺度不同的电压(12~50 V)加工后,测量其接触角并无明显变化;而测量不同掩膜尺度的接触角,其接触角变化相对明显,并呈现一定的线性关系。如电压30 V,3种掩膜孔径5,10,20 μm对应的接触角平均值分别为118.0°,116.7°,111.4°(>90°),为疏水表面,其中,如图7(a)所示,是掩膜孔径5 μm电解加工后的接触角为(118.0±0.86)°(平均值±标准差)。其5次测量不同位置的接触角大小,如图7(b)所示。在测量接触角的过程中,发现液滴充满不锈钢表面的微坑,即符合Wenzel模型。

图 6 不同掩膜尺度加工后微坑和注塑PDMS表面形貌Fig.6 Surface morphology of micro-pits and injection molded PDMS after processing at different mask scales
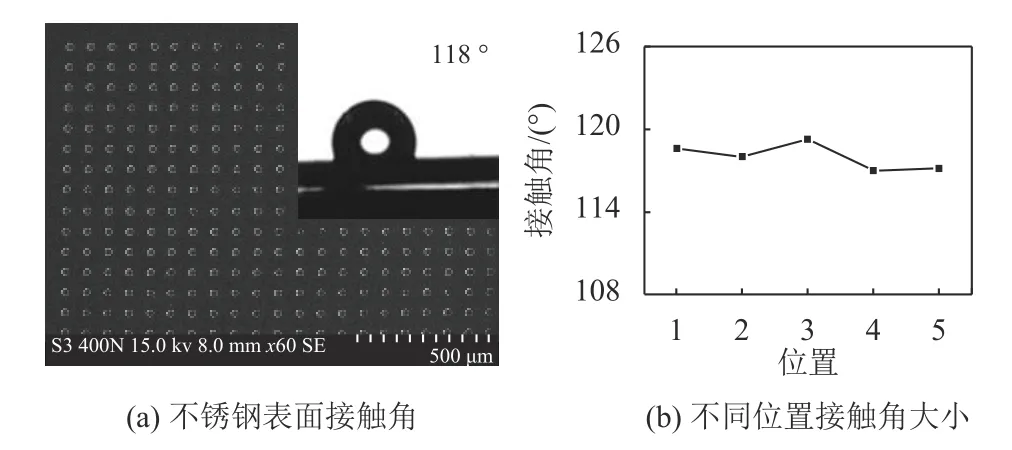
图 7 不锈钢表面接触角Fig.7 Stainless steel surface contact angle
注塑后PDMS接触角的测量。首先,测量了PDMS本身接触角为:91.9°。3种不同掩膜尺度5,10,20 μm电解加工注塑后对应微凸结构的接触角平均值分别为151.7°,130.5°,119.9°。其中,如图8(a)所示,是掩膜孔径5 μm对应PDMS微凸结构接触角为(151.7±0.51)°。其5次测量不同位置的接触角大小,如图8(b)所示。在测量接触角的过程中,发现液滴与微凸表面的接触符合Cassie-Baxter模型,即液滴在固体表面形成一种复合表面,即液体并不充满微凸之间的缝隙,液体与微结构之间存在空气。
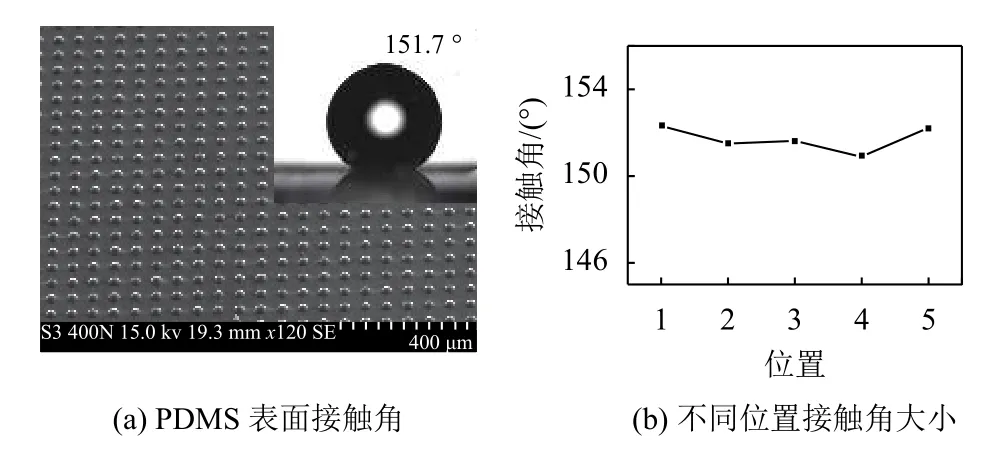
图 8 PDMS表面接触角Fig.8 PDMS surface contact angle
3 结论
本文使用射流掩膜电解加工技术,在304不锈钢上电解加工出微坑阵列结构,改变了不锈钢表面的润湿性,由原来的亲水性变为疏水性。研究了电压大小对掩膜电解加工微坑尺寸的影响规律,电压升高微坑的尺寸增大,而接触角变化不大。测量不同尺度微坑表面的接触角发现,接触角随阵列微坑尺寸的增大而减小。最后,将射流掩膜电解加工的微坑阵列作为模具,用PDMS注塑出表面微凸结构,微凸结构呈半球形状,轮廓圆滑完好。修饰后并测量其静态接触角,其中,掩膜尺度5 μm对应的接触角为(151.7±0.51)°。
猜你喜欢
导航定位学报(2022年5期)2022-10-13 08:35:28
中国体视学与图像分析(2021年3期)2021-11-24 02:20:44
原子与分子物理学报(2021年1期)2021-03-29 07:28:30
制造技术与机床(2017年10期)2017-11-28 05:20:18
实用口腔医学杂志(2017年6期)2017-09-19 02:51:14
电镀与环保(2016年2期)2017-01-20 08:15:22
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:14:19
光学精密工程(2016年5期)2016-11-07 09:06:26
科技资讯(2016年21期)2016-05-30 18:49:07
邢台学院学报(2016年4期)2016-02-28 19:54:42