具有自动送丝功能的高效焊接电烙铁设计
2020-06-11 08:02:18王佳杰王伟2杜星炜2杨武丙3许建平
机械制造文摘(焊接分册) 2020年2期
王佳杰, 王伟2, 杜星炜2, 杨武丙3, 许建平
(1.黑龙江工程学院,黑龙江 哈尔滨 150050;2.哈尔滨玻璃钢研究院有限公司,黑龙江 哈尔滨 150036;3.广东华兴玻璃股份有限公司,广东 佛山528000)
0 前言
电烙铁是电子产品制作和电器维修的必备工具。目前随着电子产品的发展,电烙铁需求量与日俱增,根据相关资料统计,目前市场年需求量为上亿支,应用前景广泛[1]。电烙铁分为外热式、内热式、恒温式、快速加热式、调温式、双温式、电阻加热式和高频感应加热式等多种类型[2-3]。目前市场上电烙铁送丝操作多为手动送丝,存在诸多弊端[2-7]:焊接效果受送丝角度、送丝速度、焊接时间、撤离角度、撤离速度等诸多因素的影响,造成焊接效率低下;由于操作者送丝不连续、轻微抖动或停留时间长等原因造成焊点短路、堆积、虚焊等现象,焊接质量难以保证,对操作人员技术熟练度要求较高。对于大批量、高质量、精密等元器件焊接,则需要消耗操作人员较大体力。目前市场上电烙铁的操作形式主要有自动送锡式、吸锡式、注射式等[3,8],存在送丝量不均匀、焊接不连续、结构复杂、成本高等缺点。因此研究设计一种自动送丝电烙铁,克服目前电烙铁存在送丝不连续、效率低下、质量不稳定、对操作技术要求门槛高、存在安全隐患等诸多弊端[9],为实现电烙铁的自动化高效焊接提供了一种新的思路。
1 送丝系统机械部分设计
研究在通用内热式电烙铁基础上进行改进,设计加入了自动送丝机构。根据通用内热式电烙铁结构特点,分别设计了侧向送丝方式和后置送丝方式。送丝机构组成应包括:电机、减速器、开关、主动送丝轮、压紧轮、送丝盘、导丝管、保持架、复位机构、支座、储存箱与导线等若干零部件组成。可根据所选择焊丝直径安装合适的送丝轮与压紧轮[10],研究以焊丝直径为2.0 mm的送丝轮为例进行改进设计。
1.1 侧向送丝电烙铁设计
40 W通用内热式送丝电烙铁为金属外壳,尺寸为φ10 mm×70 mm,手柄尺寸为φ15 mm×115 mm。由于其空间狭小,设计成一体化侧向送丝方式。将送丝系统与电烙铁焊枪设置成一个整体,放置于金属壳体与手柄之间连接处,将送丝盘与送丝机构并列放置,焊丝侧向输送,通过活动支架固定。侧向送丝电烙铁示意图,如图1所示。
侧向送丝由于非直线送进且锡丝质地较软容易造成卡丝现象,因此可以通过将导丝管加热弯成半径不小于3 mm的1/4圆弧,使锡丝能够圆滑顺畅通过导丝管来解决卡丝问题。
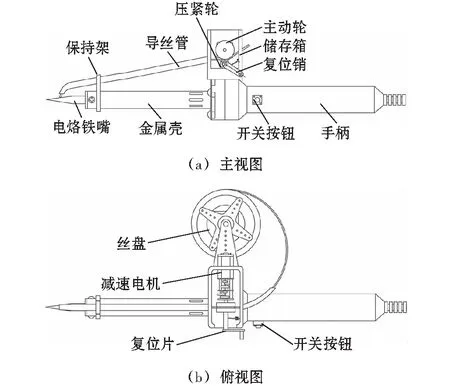
图1 侧向送丝方式示意图
304不锈钢具有导热系数较小、耐高温等特点,因此电烙铁嘴端导丝管选用304不锈钢管材。导丝管外径5 mm,内径3 mm。根据经常使用温度为300~400 ℃,导丝管前端与电烙铁嘴之间接触距离确定为4~5 mm,既能保证锡丝顺利与电烙铁嘴接触,又能防止距离过近造成锡丝提前熔化。锡丝伸出长度、导丝管前端与电烙铁嘴之间的弯曲角也是决定焊接质量的重要因素,既保证锡丝熔化成形良好,又防止距离过短锡丝熔化过快导致焊点堆积或距离过长锡丝熔化不良导致沾附在铁嘴上。因此锡丝伸出长度选择为3~4 mm,导丝管前端与电烙铁嘴之间弯曲角度为50°~60°。
电路开关是送丝系统的核心控制部件之一,实现电路的导通与关闭功能。为了节省空间、减轻重量,本研究选用具有体积小、结构简单、触感优良、寿命长等特点的按键开关(又叫轻触开关)。为了使整体结构更加紧凑,安装在手柄前端便捷操作的位置,如图1所示。
侧向自动送丝电烙铁为一体化设计,将送丝系统与电烙铁焊枪设置成一个整体,在使用过程中只需单手焊接作业,比传统双手操作电烙铁更具有轻便与灵活性。因此侧向送丝电烙铁整体小型化设计,具备所占空间小、结构紧凑、轻便灵活性与拆装方便等优点。
1.2 后置送丝电烙铁设计
后置送丝是将电烙铁焊枪与送丝机构两体设计,将丝盘放置在送丝机构后部。后置送丝电烙铁示意图,如图2所示。
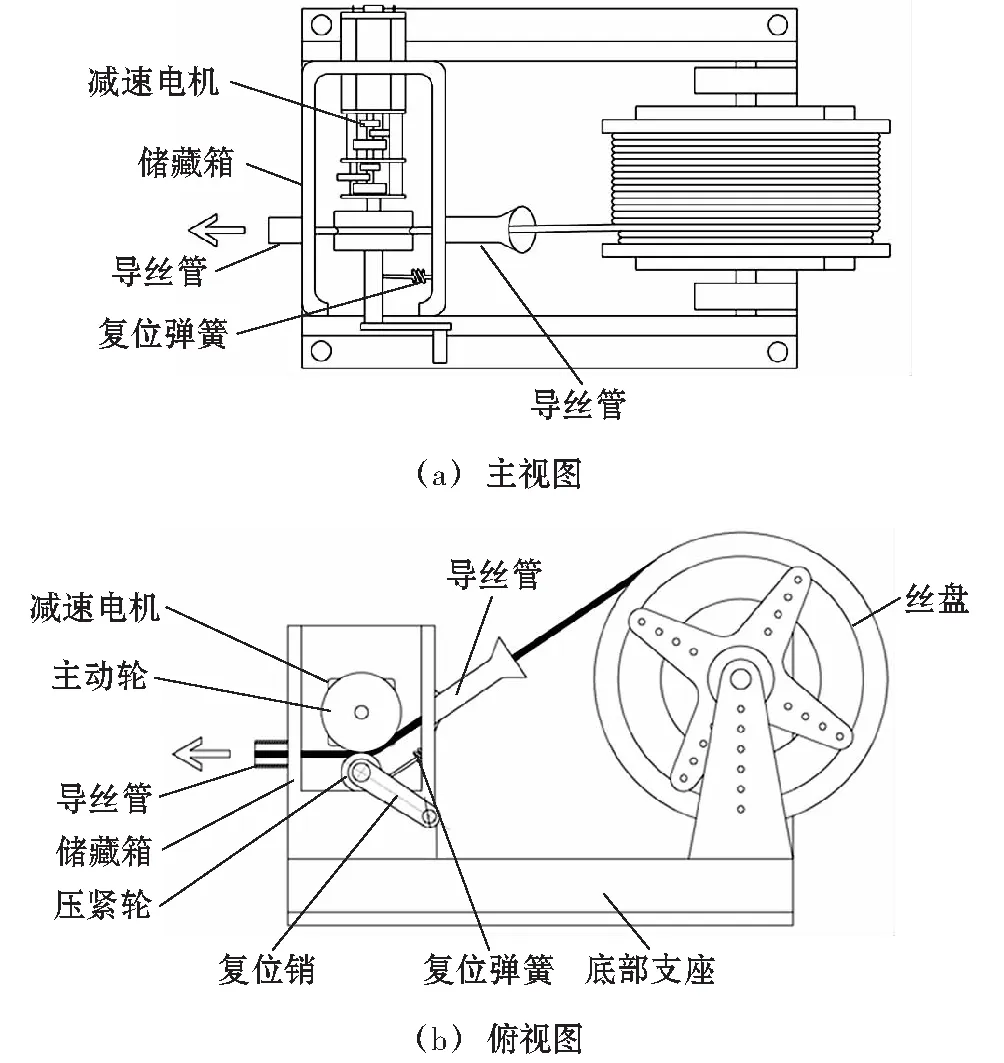
图2 后置送丝方式示意图
后置送丝由于采用推丝式而且锡丝质地较软,容易造成锡丝堵塞现象,因此可以通过导向管之间设置导丝管,导丝管采用聚四氟乙烯管,长度不宜大于500mm,可以解决锡丝堵塞问题。
后置自动送丝电烙铁为两体化设计,实现了电烙铁焊枪与送丝机构分离,使电烙铁主体具有结构简单、重量轻、操作便捷等优点。
2 送丝系统减速电机与控制方式选择
电机为送丝系统提供动力,电机选择需依据输出扭矩、转速和焊丝摩擦力三者之间关系,保证能够将锡丝均匀连续送出。电机选择型号N20的5 V直流减速电机,其基本参数为:空载转速为15 r/min,负载转速为13 r/min,额定扭矩为0.50 N·m,额定电流为60 mA,堵转扭矩4 N·m,堵转电流100 mA。
焊机具有信号采集与反馈等功能[11-12],常采用晶闸管、单片机、PLC、IGBT等控制方式[13-15]。而电烙铁送丝系统只需送丝速度满足要求即可,因此可以选用调速器控制送丝方式。利用调速器旋钮变阻器调整电路电阻值,通过改变电流来改变电机转速,实现对送丝速度控制。调速器选用“智趣创”USB风扇调速器,输入电压为4~12 V,输出电压为2.5~8 V。
3 自动送丝电烙铁焊接效果
根据对上述设计与选型过程,分别制作出侧向送丝电烙铁和后置送丝电烙铁,如图3所示。
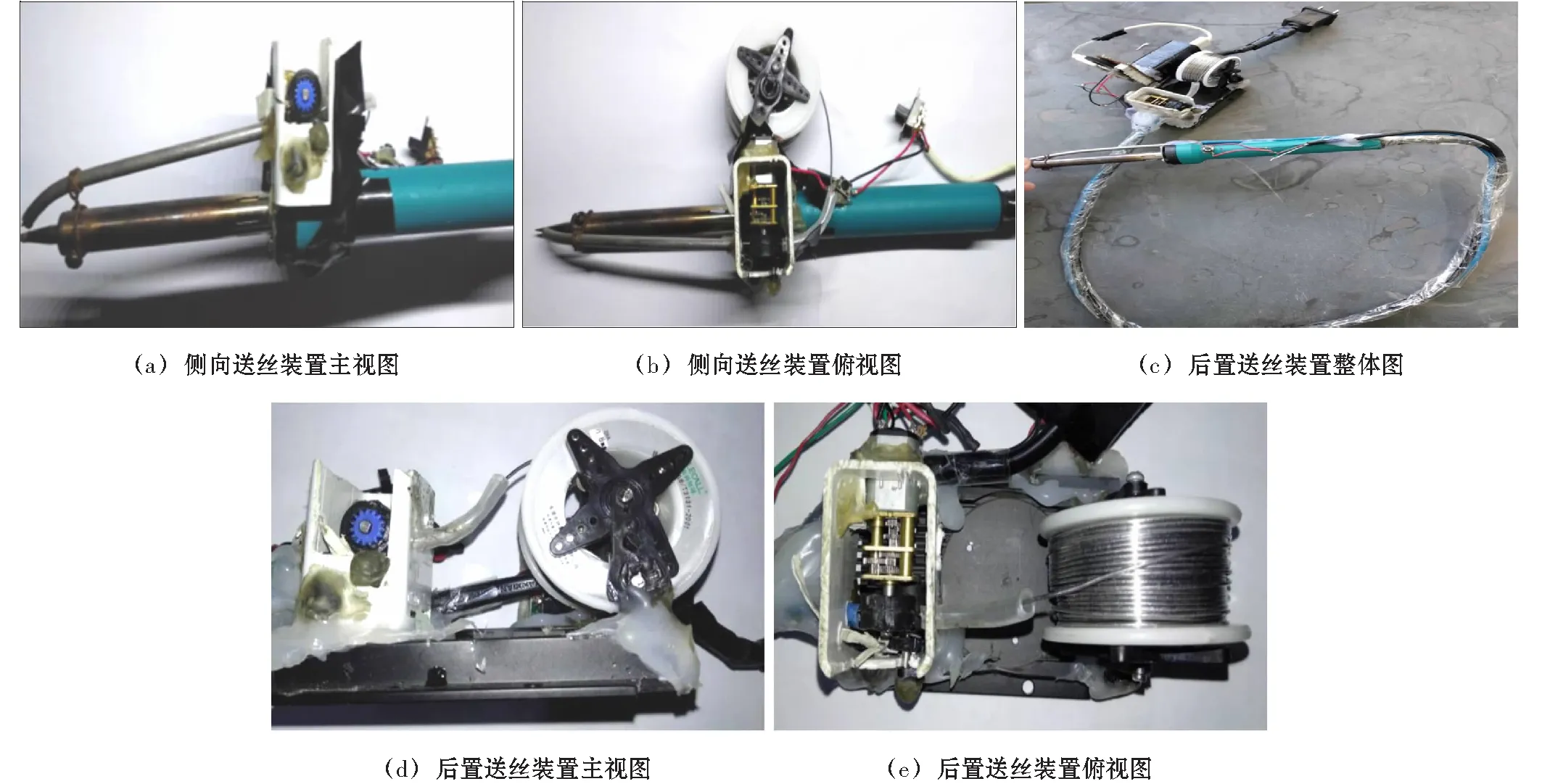
图3 侧向送丝装置和后置送丝装置实物图
图4为万用板分别用自动送丝和传统电烙铁的焊接效果。图4a为万用板经过自动送丝电烙铁焊接实施后的实际效果,并与传统电烙铁的焊接效果进行了比较(图4b)。焊点检查常用的方法为目测法与电气法。由图4可以看出,万用板经过自动送丝电烙铁焊接后,焊点焊锡饱满,大小基本一致,无毛刺、拉尖、桥连等明显缺陷,焊点坚实,无裂纹与润湿不良等现象。经过万用表通电测试,未发现虚焊现象,焊接质量完好率达100%。而万用板经过传统电烙铁手工焊接后焊点球形度与焊点覆盖完整性差,个别焊点出现空洞、虚焊现象,焊接质量完好率为94.3%。由于自动送丝电烙铁焊接操作便捷,相对于传统电烙铁而言,焊接效率提高30%以上。自动送丝电烙铁焊接效果与传统电烙铁手工相比较,焊接成形、焊接效率与焊接质量均大为提高。

图4 万用板用自动送丝和传统电烙铁的焊接效果
图5为自动送丝电烙铁烙铁焊接对悬空线路实际焊接效果。由图5可以看出,对悬空线路焊接时,只需将线路预焊点用单手把持,另一只手把持电烙铁进行焊接,就会较为容易实现焊接,避免了传统电烙铁利用夹具加持固定的操作环节。

图5 自动送丝焊接悬空线路效果
图6为自动送丝电烙铁焊接线路板实际焊接效果。由图6可以看出,焊点均匀、覆盖度与球形度较好,焊点与电子元件引脚过渡圆滑,接触良好,避免了传统电烙铁手动送丝不均匀不稳定而造成的焊点堆积与不均匀性等问题。自动送丝电烙铁既节约了焊料,又提高了焊接质量。

图6 自动送丝电烙铁焊接线路板
4 结论
(1)设计了侧向自动送丝电烙铁与后置自动送丝电烙铁,解决了以自动送丝替代手工送丝。侧向自动送丝电烙铁为一体化设计,具有所占空间小、结构紧凑与拆装方便等优点。后置自动送丝电烙铁为两体化设计,实现了焊枪与送丝机构分离,具有结构简单、重量轻、操作便捷等优点。
(2)对导丝管、导向管、直流减速电机与调速器等关键零部件进行了选材选型,并对锡丝伸出长度、导丝管前端与电烙铁嘴之间的接触距离与弯曲角等关键部位进行了设计,解决了卡丝、焊丝堵塞、焊接成形差、体力消耗大等问题。
(3)利用研究设计制作的自动送丝电烙铁对万用板、悬空线路与电路板进行了实际焊接,与传统电烙铁焊接效果相比,具有送丝稳定、均匀,提高了焊接效率与焊接质量,降低了焊接成本。设计的自动送丝电烙铁为实现电烙铁自动化高效焊接提供了一种新型思路。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
制造技术与机床(2019年12期)2020-01-06 03:18:24
电子制作(2018年19期)2018-11-14 02:36:56
电子制作(2017年8期)2017-06-05 09:36:15
环境科技(2016年4期)2016-11-08 12:19:04
电子世界(2016年16期)2016-09-27 03:11:30
国际感染病学(电子版)(2016年2期)2016-03-09 04:35:56
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38