非标零件焊接工装夹具的设计
2020-06-09 08:46:56杨富强
机械制造 2020年5期
□ 杨富强
中国人民解放军某部
1 设计背景
在生产过程中,如何保证焊接质量,提高焊接效率,降低返修率,降低施焊成本,是大型技改和生产任务高效完成的关键,其中,焊接工装夹具直接影响焊接的质量和效率。设计和制作新型焊接工装夹具,对提高产品质量、缩短技改时间、降低劳动强度、加快焊接连接、实现机械化和自动化等起非常重要的作用。为改善焊接非标零件90°组合件的质量,提高工作效率,笔者设计了一款专门针对这一组合件的非标零件焊接工装夹具。
2 结构及特点
笔者设计的非标零件焊接工装夹具结构如图1所示,主要由挡板、活动钳口部分、固定板、M12进给螺栓、定位销、旋转轴组成。这款非标零件焊接工装夹具具有以下特点:① 可使零件处于准确的装配位置,保证装配精度,加快装配作业的进程,提高效率,缩短零件的焊接周期;② 可控制或消除焊接变形,提高零件的互换性能。根据这一非标零件焊接工装夹具的定位原理,组合件在夹具中的位置需按照一定的要求确定,并对组合件的自由度一一进行限制。需要焊接的组合件为方管组合件,通过固定板和挡板进行装夹固定后,自由度为零,即组合件被装夹定位。
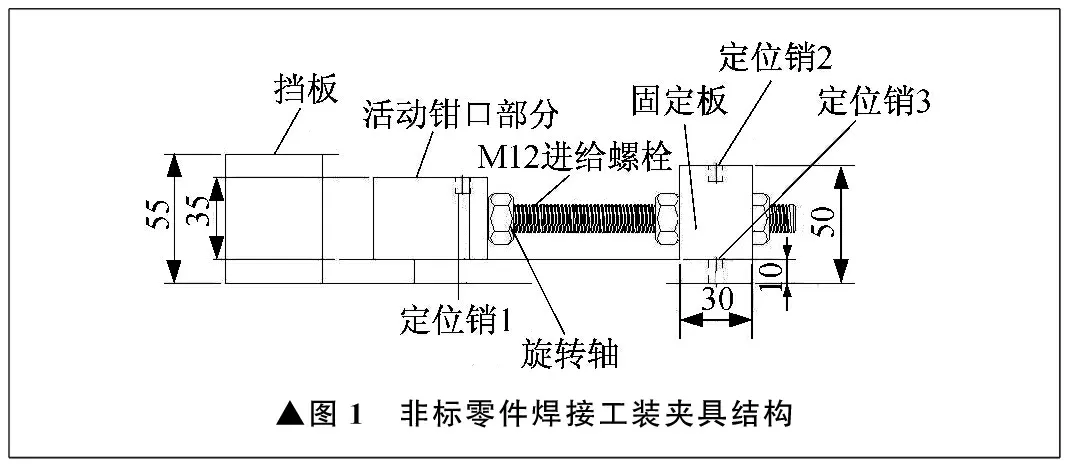
▲图1 非标零件焊接工装夹具结构
3 制作
这一非标零件焊接工装夹具的固定板、挡板、活动钳口部分均采用Q235-A钢材料,由厚度为10 mm的钢板和厚度为5 mm的型材拼焊而成。挡板设计为Y形结构,固定板与挡板的夹角为90°,主要起定位约束和支撑的作用。制作时,以设计尺寸为依据,尽量减小加工余量。活动钳口部分设计为三角形结构,具有夹紧和调整尺寸的作用。焊接前,应先将固定板及活动钳口部分校平,焊后再进行焊接退火处理,消除焊接应力,最后进行精加工。精加工完成后,要对固定板上表面进行涂油处理。由于定位销要垂直插入螺纹孔,因此在设计时应充分考虑其长度能够完全插入螺纹孔。为保证焊接定位时的精确度,挡板和固定板需配合制作,表面粗糙度绝对值不得大于±1.6 μm,还需进行淬火处理,且表面洛氏硬度(HRC)要大于35。这一非标零件焊接工装夹具各部位的焊缝高度不得小于5 mm,不允许有虚焊、脱焊现象,重要部位要采用连续焊缝。
4 有限元分析
为校核这一非标零件焊接工装夹具的应力和变形情况,应用ANSYS软件对其进行仿真分析。对载荷量为1 000 N的非标零件焊接工装夹具夹持受力部位固定板和活动钳口部分进行载荷试验,测得其弹性模量为200 GPa,泊松比为0.3,变形云图如图2所示。
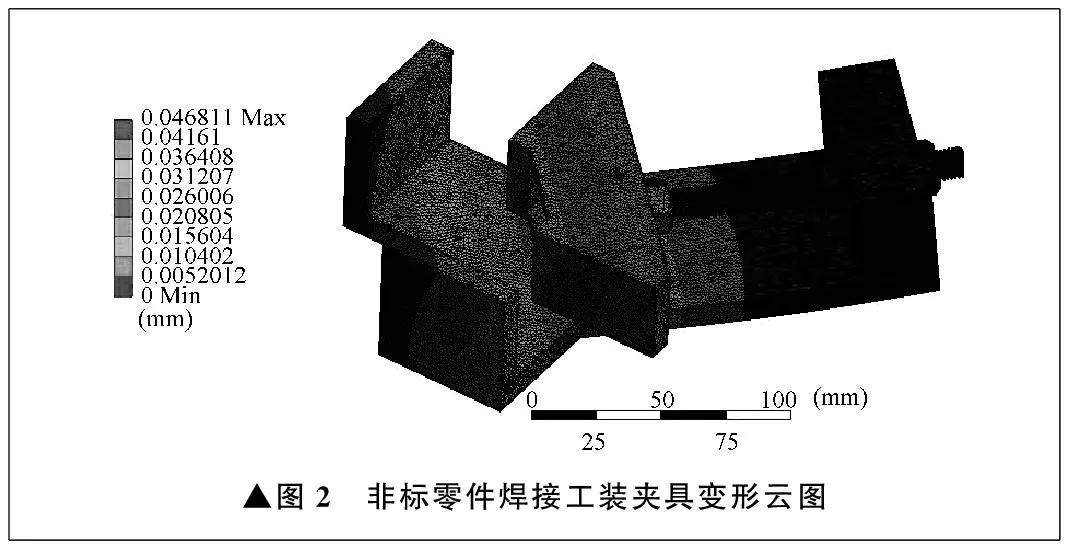
▲图2 非标零件焊接工装夹具变形云图
由图2可知,这一非标零件焊接工装夹具的最大变形量为0.047 mm,变形量非常小,可以忽略不计,满足要求。这一非标零件焊接工装夹具的等效应力云图如图3所示,最大等效应力为162.63 MPa,远小于材料屈服强度,夹载能力足够,符合使用要求。
5 结束语
大多数非标零件在制作时,通过直角尺进行焊接,存在误差大、精度低等问题。笔者设计了一款非标零件焊接工装夹具,用于焊接90°组合件,实用性强,经济,可靠,可以缩短装配时间,保证焊接尺寸精度,使焊接过程快速稳定。

▲图3 非标零件焊接工装夹具等效应力云图
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:33:34
一重技术(2021年5期)2022-01-18 05:41:56
昆钢科技(2021年4期)2021-11-06 05:31:06
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
重型机械(2020年4期)2020-06-29 03:02:58
制造技术与机床(2019年7期)2019-07-22 03:42:48
石油化工建设(2018年3期)2018-11-30 02:03:08
现代冶金(2018年1期)2018-04-08 06:08:12
项目管理技术(2016年8期)2016-05-17 05:39:19