发动机挠性飞轮焊接裂纹的分析与控制
2020-06-03 17:12陈汉
科技创新与应用 2020年16期
关键词:化学元素
陈汉

摘 要:挠性飞轮是发动机中重要的动力传动件,它的焊接质量直接影响发动机的性能与整车的安全。探讨了飞轮齿圈原材料的应用,从化学元素上保证焊接强度的可靠性。优化焊接工艺与参数防止中碳钢和低碳钢焊接缺陷的产生。采用焊缝压载力与熔深检测的方式监控焊缝的质量。
关键词:挠性飞轮;焊接裂纹;化学元素;压载力
中图分类号:V263.6 文献标志码:A 文章编号:2095-2945(2020)16-0101-02
Abstract: Flexible flywheel is an important power transmission part in the engine, and its welding quality directly affects the performance of the engine and the safety of the whole vehicle. The application of raw materials for flywheel gear ring is discussed to ensure the reliability of welding strength in terms of chemical elements, so as to optimize welding process and parameters to prevent welding defects of medium carbon steel and low carbon steel. The quality of the weld is monitored by testing the ballast force and penetration depth of the weld.
Keywords: flexible flywheel; welding crack; chemical element; ballast force
发动机挠性飞轮的提出是市场上不断提升的汽车舒适性和动力性要求,以及考虑对发动机、变速器、其它振动敏感零部件的保护,降低整车的噪音与振动。单质量飞轮总成依靠铸铁飞轮本体与飞轮齿圈的过盈配合实现零件的装配,挠性飞轮是通过焊接把挠性盘与飞轮齿圈连接起来,因此,对整个部件的功能实现焊缝的质量是关键点,而焊缝的裂纹是焊接缺陷分析与控制的重点。
1 飞轮齿圈化学元素的选用
1.1 挠性飞轮结构组成与材料选型
挠性飞轮结构组成见图1,分别由挠性盘、连接板、飞轮齿圈、焊缝等构成。其中挠性盘与连接板通过铆接方式固定,挠性盘与飞轮齿圈是二氧化碳焊接工艺分六道焊缝焊接起来。挠性飞轮的作用是将起动机扭矩传递给发动机,起动发动机,并且将发动机的转速和扭矩输出,因此,焊缝作为力矩的承接,须确保万无一失。挠性盘采用冷轧钢材料,其屈服极限是460Mpa,抗拉强度为590Mpa,属于低碳钢。飞轮齿圈采用45#材料,其屈服极限是355Mpa,抗拉强度为600Mpa,属于中碳钢。如图1。
1.2 裂纹的产生
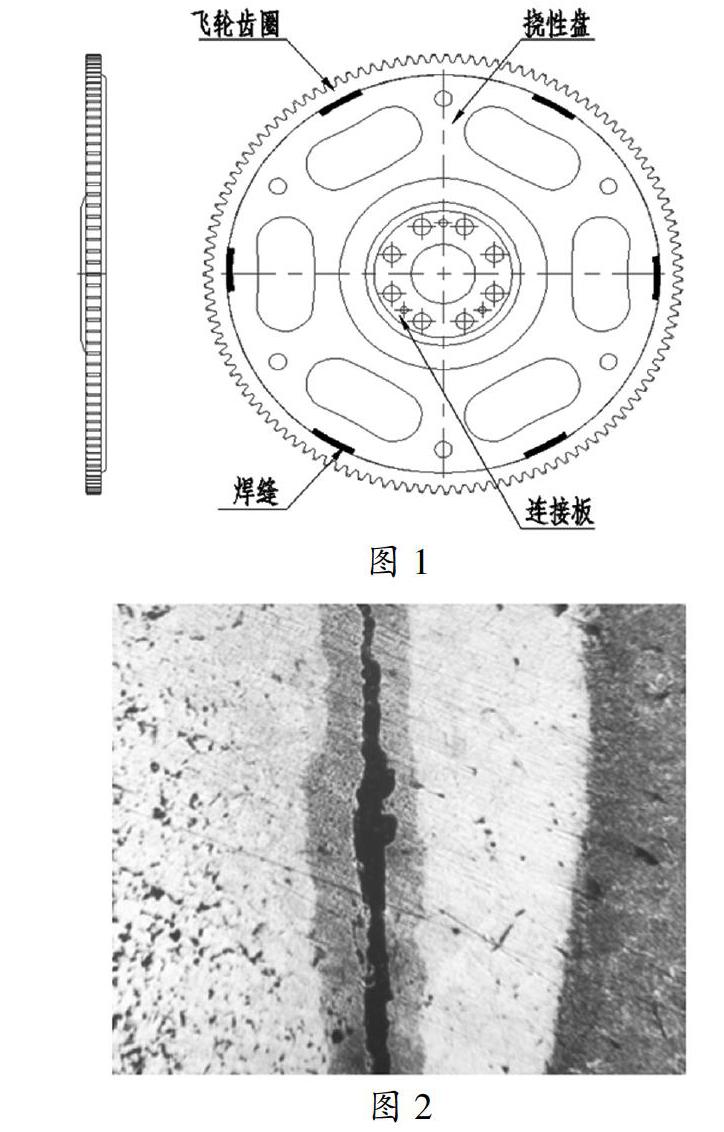
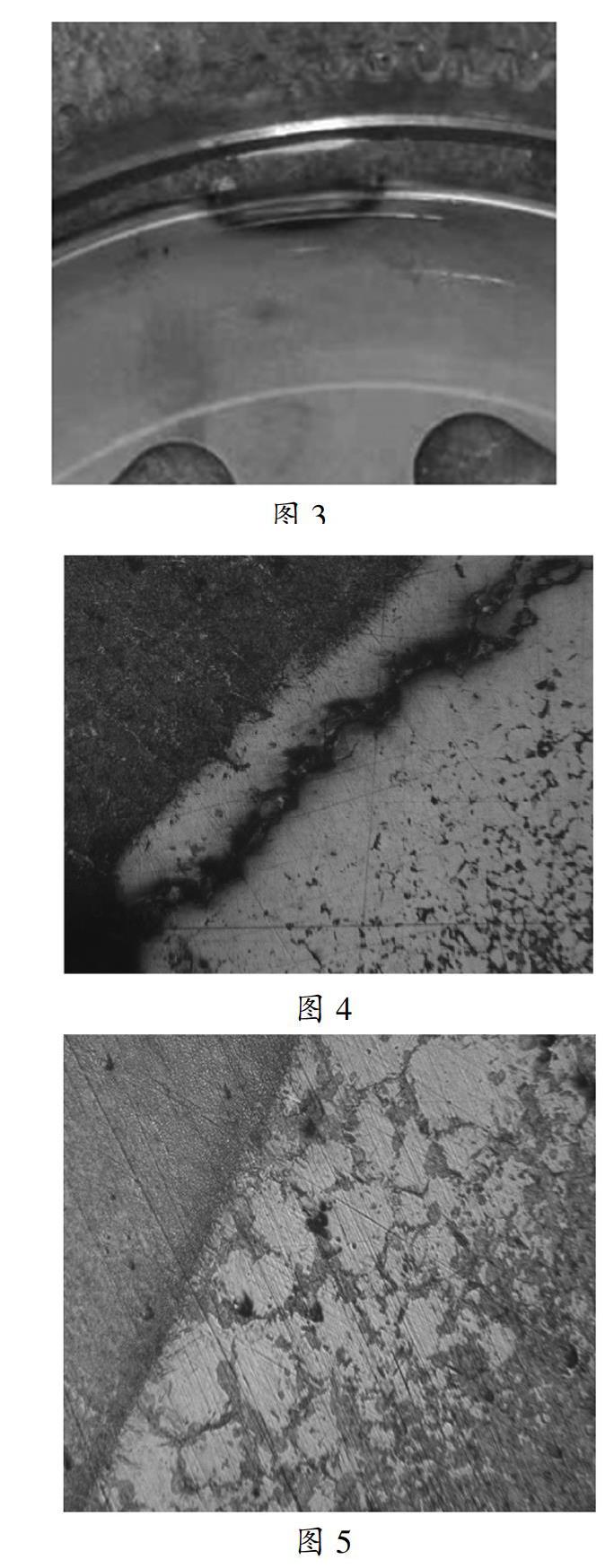
中碳钢含碳量比较高,其焊接性比低碳钢差,随着含碳量增加,其淬硬倾向随之增大,在热影响区容易产生低塑性的连续马氏体组织,在收缩应力的作用下开裂。当母体刚性大或者焊材、工艺参数选择不当时,容易产生冷裂纹。冷裂纹大多产生在母材或母材与焊缝交界的熔合线上,显露在接头金属表面的裂纹如图2,其断口发亮如图3。
1.3 化学元素确定
飞轮齿圈是45#材料,按GB/T 699-1999标准的化学元素,如表1。
铬元素在鋼中能提高钢的强度和硬度,同时也使塑性和韧性降低一些。铬具有很强的抗氧化能力和耐热性,耐蚀性、耐酸性。含铬的钢具有回火脆性,同时铬能提高钢的淬硬性,使焊接时易产生裂纹,所以钢中含铬量越高,钢的可焊性越差如图4;为了符合45#材料特性,且具有良好的焊接性能,故在对45#材料的飞轮齿圈做了化学元素上的调整如表2,特别是铬元素的控制,得到较好的焊接效果如图5。
调整后的飞轮齿圈45#材料化学元素,如表2。
2 焊接工艺
2.1 预热
当低碳钢和中碳钢焊接时,需充分考虑材料的焊接性及焊接产生的缺陷,制定符合实际的工艺路线。预热飞轮齿圈是焊接低碳钢和中碳钢焊防止裂纹的有效工艺措施。因为预热可降低焊缝金属和热影响区的冷却速度、抑制马氏体的形成。预热温度取决于碳含量、母材厚度、结构刚性、焊条类型和工艺方法等,最好是整体预热。可以根据产能选择或制作箱式加热炉。
2.2 电流电压
为了得到焊缝成形好,焊接过程稳定,飞溅小的焊接效果,需在试板上观察焊缝成形情况,根据选择的焊接电流,细心调整焊接电压,气体流量,达到最佳焊接规范。在保证外围系统(送丝、导电)良好的前提下,按 I<200A时,U=(14+0.05I)±2V去调整电流电压的参数,特别是电压上下差效果的验证。
3 检测方法
3.1 焊缝压载力
挠性飞轮技术要求有焊缝压载力检测,设计工装采用万能材料试验机进行试验如图6,检测焊缝撕裂的承载力。
3.2 熔深
焊接熔深越深,焊缝初强度就越大。焊接时处于高温状态,它的晶格会改变。在冷却的过程中,最先冷却的地方是颗粒最粗,也就是强度最小的地方。越向表面晶格越小,密度更大,所以强度就更大,因此焊接熔深与焊缝强度是成正比。故检测飞轮齿圈和焊缝之间区域的微观组织的焊接熔深是强度的保证,熔深大于0.4mm。
4 结束语
由以上分析可知,中碳钢与低碳钢焊接控制的要点,实验证明母材的化学元素、焊接工艺与参数等均对焊缝的质量有影响,通过焊缝压载力、熔深的检测能监控焊缝质量。经过本次的分析与研究,对发动机挠性飞轮焊接强度提供有效的方法和经验数值,保证挠性飞轮在发动机性能的实现和整车的安全。
参考文献:
[1]张骁杰,贲显力,李卫华,等.后扭转梁总成开裂分析[J].汽车零部件,2019(10):82-85.
[2]陈飞鹏.钢结构焊接残余应力及焊接变形控制[J].工程技术研究,2017(01):30-31.
[3]邵圣明.浅谈焊接缺陷成因及防治措施[J].价值工程,2016(27):133-134.
猜你喜欢
发明与创新·小学生(2019年9期)2019-09-12
新课程·中学(2019年1期)2019-03-30
健康大视野(2019年5期)2019-03-27
西部论丛(2019年2期)2019-01-17
课程教育研究·新教师教学(2016年4期)2017-04-08
中学课程辅导·教师通讯(2016年21期)2017-04-06
广西教育·B版(2016年3期)2016-05-11
中国市场(2016年6期)2016-03-07
科技与创新(2015年9期)2015-06-02
数理化学习·教育理论版(2013年4期)2013-07-29