
白藜芦醇螺旋藻复合片制作配方优化
2020-06-03 08:20杨生辉王丽娟罗光宏王丹霞
食品工业 2020年5期
杨生辉,王丽娟,罗光宏*,王丹霞
河西学院凯源生物中心甘肃省微藻技术创新中心甘肃省河西走廊特色资源利用重点实验室(张掖 734000)
白藜芦醇(Resveratrol,RES)是外界因素刺激植物而产生的一种植物多酚类抗毒素[1],主要存在于葡萄、花生红衣、虎杖等植物中[2],是目前发现SIRT1最有效的天然激动剂[3],被广泛的用于医疗、保健食品、化妆品等领域[4]。研究表明:白藜芦醇还具有抗血栓[5]、降血脂[6]、抗氧化[7]、抑菌[8]等多种药理作用,并对预防动脉粥养性硬化和心血管疾病效果显著[9]。
螺旋藻富含蛋白质、矿物质、微量元素,还含有多种生物活性物质,如藻多糖、藻蓝蛋白、β-胡萝卜素、γ-亚麻酸、肌醇等[10]。具有提高机体免疫力,降血糖、降血压、降血脂[11]、抗辐射、抗病毒、抗氧化[12],促进骨髓造血及预防贫血等多种生理功效。
目前,白藜芦醇和螺旋藻复合的产品还没有报道。试验以螺旋藻和白藜芦醇为原料、乳糖、Prosolv SMCC®、预胶化淀粉作为辅料为辅料,对白藜芦醇螺旋藻复合片制片配方进行研究,制成一种生产工艺简单、辅料用量少的白藜芦醇螺旋藻复合片,以期为亚健康人群开发一种新型功能食品,也为白藜芦醇和螺旋藻的相关的研究和产品开发提供一定的技术支持。
1 材料与方法
1.1 材料与试剂
螺旋藻粉,甘肃凯源生物技术开发中心;白藜芦醇粉,甘肃顺意生物科技有限公司;乳糖(Cellactose®80),德国美剂乐公司;Prosolv SMCC®,德国JRS公司;预胶化淀粉,山东新大精细化工有限公司。
1.2 仪器与设备
双锥混合机SHJ,陕西咸阳市金宏通用机械有限公司;振动筛SY-400,河南新乡三园堂机械厂;ZP19压片机,上海天祥健台制药机械有限公司;片剂硬度仪YD-35J,天津天发科技有限公司;电子天平,美国奥豪斯。
1.3 方法
1.3.1 白藜芦醇螺旋藻复合片制片工艺流程及操作要点
白藜芦醇、螺旋藻粉、辅料→一次混合→过筛→二次混合(加入剩余螺旋藻粉)→过筛→压片(0.2 g/片)→定量包装→成品
原辅料混合:采用二次混合法[13]。
一次混合,将50%的螺旋藻粉、白藜芦醇和乳糖、Prosolv SMCC®、预胶化淀粉投入混合机混合5 min,过筛后再混合5 min;二次混合,将剩余螺旋藻粉投入混合机混合5 min,过筛后再混合5 min。
压片:将混合均匀的物料放入压片机进行压片(0.2 g/片)
1.3.2 配方优化工艺设计
赋形剂也可称为辅料。其种类较多,可根据主料的性质及制片需要选择不同的辅料[14]。试验以白藜芦醇螺旋藻混合粉流动性、充填性、白藜芦醇螺旋藻复合片的硬度、外观、片重差异为评价指标,选用乳糖、Prosolv SMCC®、预胶化淀粉为辅料,白藜芦醇用量15%、螺旋藻粉80%,制片压力35 kN,选取不同梯度用量乳糖(1.0%,1.5%,2.0%,2.5%和3%)、Prosolv SMCC®(0.5%,1.0%,1.5%,2%和2.5%)、预胶化淀粉(0.5%,1.0%,1.5%,2.0%和2.5%)做单因素试验,根据单因素试验结果设计三因素三水平(L9(33))正交试验,确定白藜芦醇制片最佳配方。1.3.3 白藜芦醇螺旋藻混合粉流动性和填充性评价
影响物料的流动性和填充性的因素复杂,单一的物性参数无法进行准确描述[15]。试验测定了白藜芦醇螺旋藻混合粉的休止角,用其评价粉料的流动性;测定了堆密度和振实密度,计算Hausner比值(Hausner ratio)评价其充填性。
混合粉的休止角小于40°时,表明其流动性良好,混合粉的休止角小于35°时,表明其流动性极好,混合粉休止角大于45°时,表明其流动性差;混合粉的Hausner比值大于1.5时,表明其填充性较差,小于1.2时则表示物料填充性良好[16]。
1.3.3.1 休止角的测定[17]
休止角是反应物料流动性的指标之一,白藜芦醇螺旋藻混合粉的休止角利用固定漏斗法测定。
1.3.3.2 堆密度和振实密度测定及Hausner比值[16]
用漏斗将30 g白藜芦醇螺旋藻混合粉末匀速注入100 mL量筒,不能振动,粉末在量筒中的表面要铺平,精确读出粉末体积并记录,重复测定6次,计算堆密度平均值。将上述装有30 g白藜芦醇螺旋藻混合粉末的量筒,从距桌面高度2 cm处自由下落300次后,精确读出粉末振实体积并记录,重复测定6次,计算振实密度平均值。根据公式(1)计算Hausner比值。

1.3.4 片剂多指标综合评价方法
片剂的外观形状可用目测直接对片剂进行评价,用片剂硬度仪检测白藜芦醇螺旋藻复合片的硬度,用称量方法测定和计算片重差异。片剂多指标综合评价方法如表1。
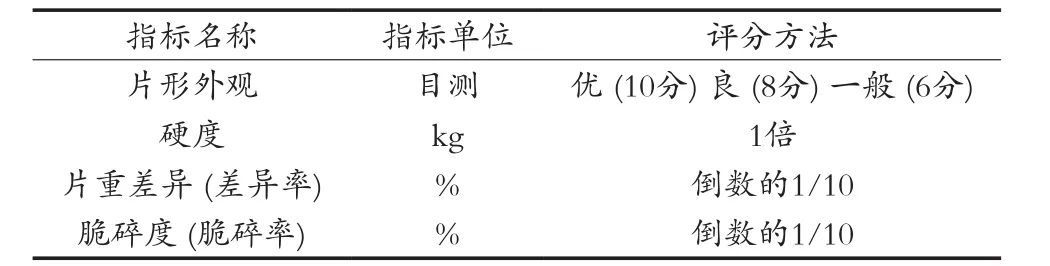
表1 片剂多指标综合评分表
1.3.5 验证试验
根据正交试验分析结果的优化配方制作白藜芦醇螺旋藻复合片,硬度控制在6.5 kg左右,制备5批样品,并进行休止角、Hausner比值、硬度、片重差异、脆碎度测定,对试验配方进行验证。
1.3.6 数据处理
应用SPSS 11.5软件对试验数据进行分析处理,各组数据以x±SD的形式表示,组间采用t检验。
2 结果与分析
2.1 单因素试验
2.1.1 乳糖用量对白藜芦醇螺旋藻混合粉和制片的影响
选取不同梯度用量的乳糖(1.0%,1.5%,2.0%,2.5%和3.0%),并以白藜芦醇螺旋藻混合粉的流动性、充填性、白藜芦醇螺旋藻复合片的硬度、外观为考察指标做单因素试验,结果见表2。
由表2可知,乳糖对物料的流动性影响较大,与陈盛君等[16]的研究乳糖具有很好的流动性,能直接改善物料的流动性,但可压性一般的结果一致。随着乳糖用量的不断增加,物料流动性变好,片剂的外观有所改善,乳糖用量在2%时,混合粉休止角34.6°,能满足制片对物料的流动性的要求,但物料的充填性较差(Hausner比值1.52)、片剂硬度不够(3.5 kg),因此确定2%为乳糖的添加量。
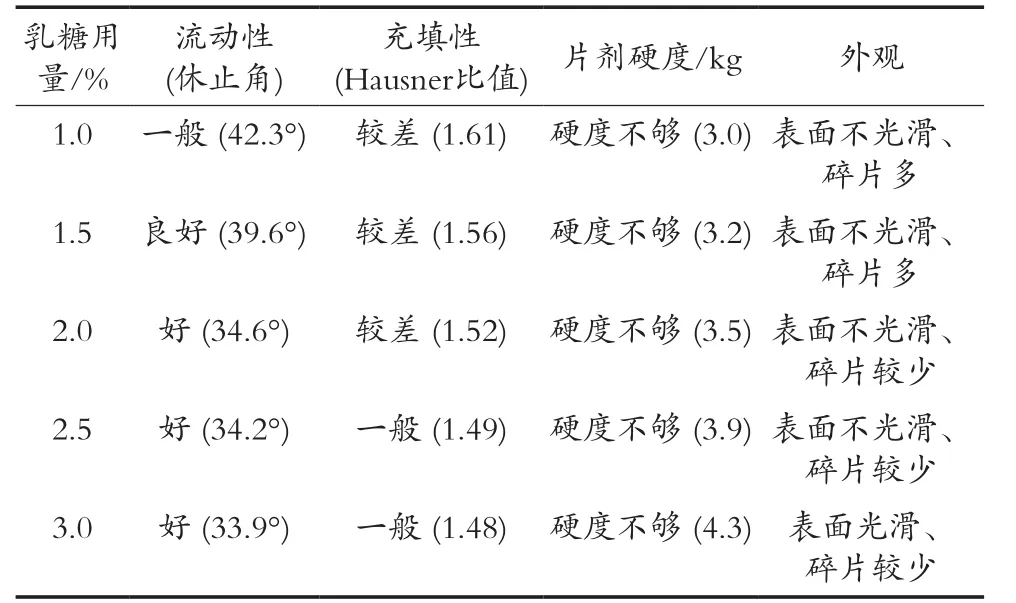
表2 乳糖用量对白藜芦醇螺旋藻混合粉性质和制片的影响
2.1.2 Prosolv SMCC®的用量对白藜芦醇螺旋藻混合粉和制片的影响
选取不同梯度用量的Prosolv SMCC®(0.5%,1.0%,1.5%,2%和2.5%),并以白藜芦醇螺旋藻混合粉的流动性、充填性、白藜芦醇螺旋藻复合片的硬度、外观为考察指标做单因素试验,结果见表3。
由表3可知,Prosolv SMCC®主要影响白藜芦醇螺旋藻混合粉可压性,是片剂硬度的主要控制因素,与李亚正等[18]报道Prosolv SMCC®使物料可压性提高30%~50%,提高片剂的硬度4倍的结果一致。Prosolv SMCC®用量在1.5%以上时片剂的硬度达到5.2 kg,满足生产要求,但物料的流动性和充填性较差(休止角48.7°、Hausner比值1.52),所以确定Prosolv SMCC®的用量为1.5%。
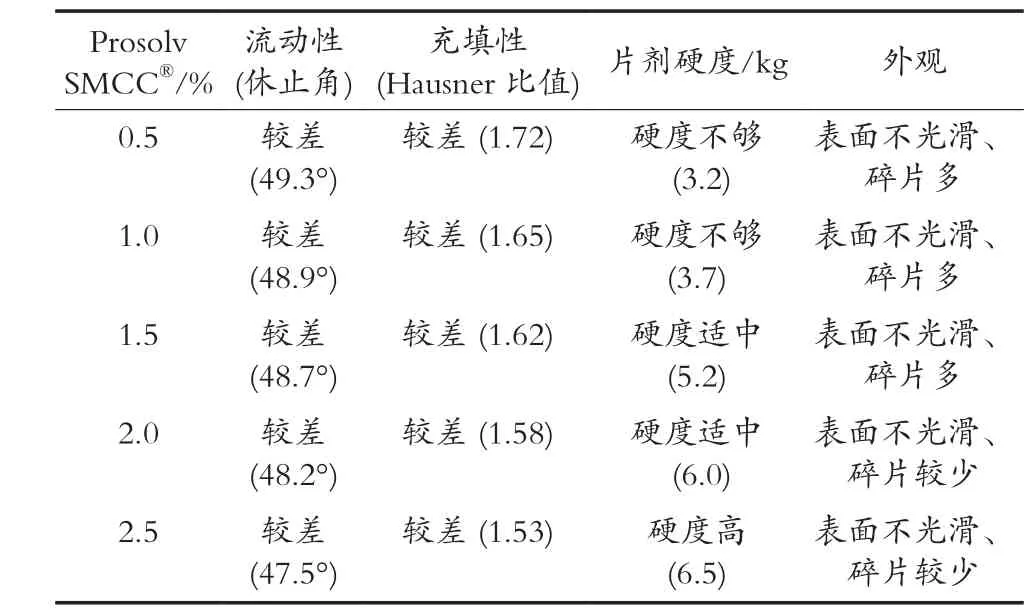
表3 Prosolv SMCC®用量对白藜芦醇螺旋藻混合粉性质和制片的影响
2.1.3 预胶化淀粉用量对白藜芦醇螺旋藻混合粉和制片的影响
选取不同梯度用量的预胶化淀粉(0.5%,1.0%,1.5%,2.0%和2.5%),并以白藜芦醇螺旋藻混合粉的流动性、充填性、白藜芦醇螺旋藻复合片的硬度、外观为考察指标做单因素试验,结果见表4。
由表4可知,预胶化淀粉主要影响白藜芦醇螺旋藻混合粉充填性,随着预胶化淀粉用量的不断增加,其充填性表现为由差到好的变化,且当预胶化淀粉用量在1.5%时,Hausner比值1.16,物料充填性符合压片要求,因此确定1.5%为预胶化淀粉的添加量。
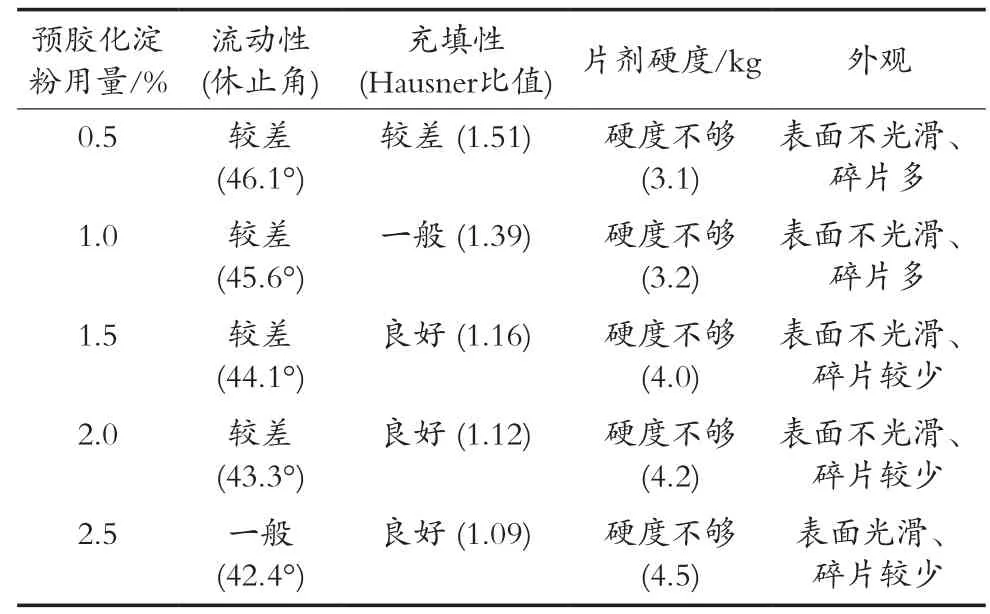
表4 预胶化淀粉用量对白藜芦醇螺旋藻混合粉性质和制片的影响
2.2 配方正交试验结果与分析
根据单因素试验结果,选择乳糖的用量梯度为1.5%,2.0%和2.5%,Prosolv SMCC®的用量梯度为1.0%,1.5%和2.0%,预胶化淀粉的用量梯度为1.0%,1.5%和2.0%,以片剂的外观、硬度、片重差异、脆碎度为评分指标,设计L9(33)正交试验并对比分析得到最佳赋形剂配方。辅料混合配方因素水平见表5,辅料配方正交试验设计和结果见表6,方差分析结果见表7。
由表6中的R值的大小和表7方差分析结果可知,Prosolv SMCC®用量为主要作用因素,乳糖、预胶化淀粉等因素的作用次之,即B>A>C。结合方差分析、处理间的显著性差异、综合评分指标及辅料用量少的原则,得到白藜芦醇螺旋藻复合片辅料的最佳用量为A2B2C2。
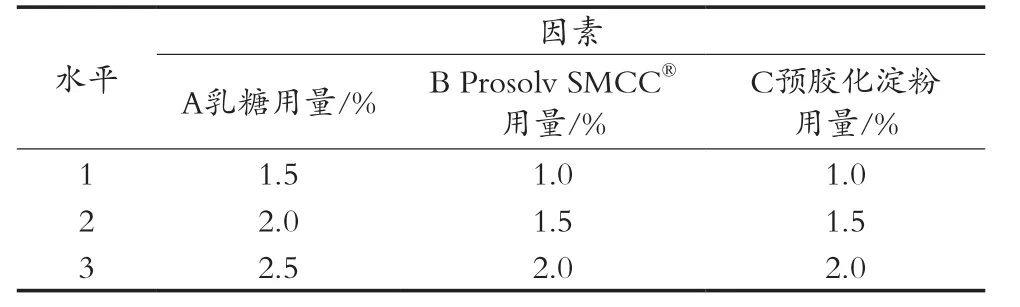
表5 辅料混合配方因素水平表
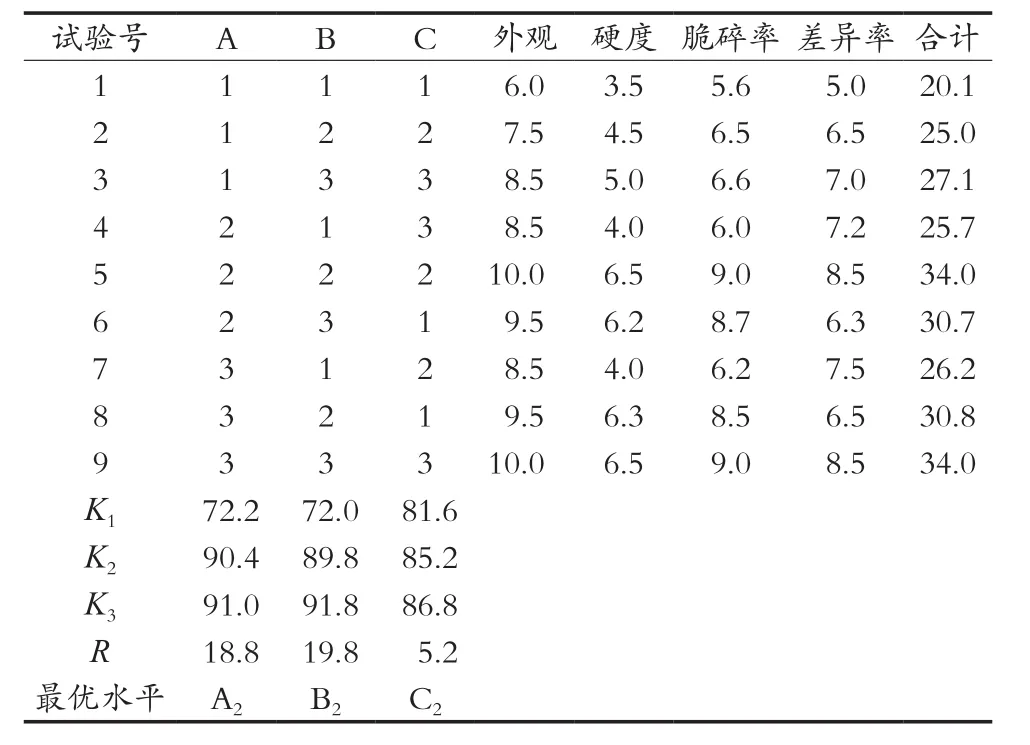
表6 辅料配方正交试验结果
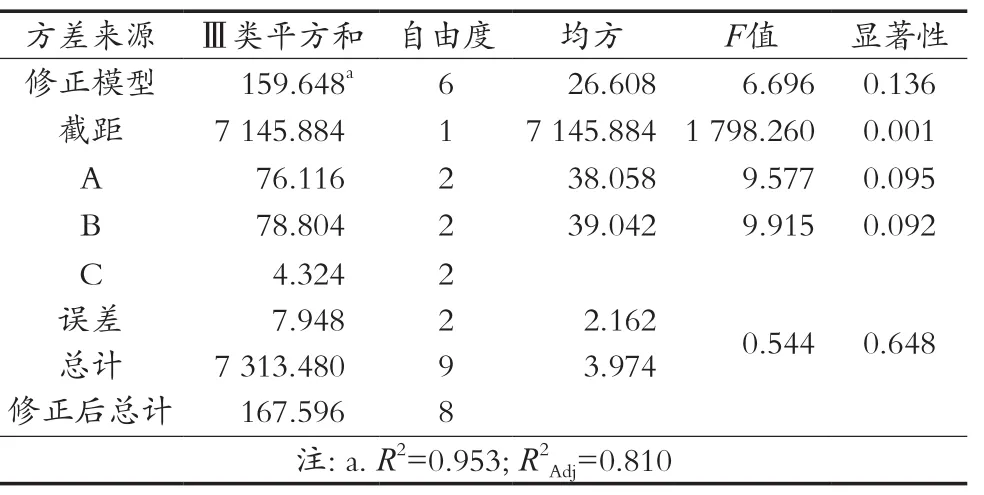
表7 正交设计方差分析
2.3 验证试验结果
根据验证方案制作5批样品,5批样品的平均休止角分别为33.9°,33.8°,33.7°,34.0°和33.7°,平均Hausner比值为1.12,1.13,1.10,1.12和1.13平均硬度分别为6.5,6.5,6.6,6.4和6.5 kg,平均片重差异分别为1.2%,1.17%,1.2%,1.15%和1.15%,脆碎率分别为1.1%,1.11%,1.1%,1.0%和1.12%,且外观均光滑无碎片。由验证试验可知,以试验筛选出的最优配方制成片剂,经测定平均休止角33.8°、平均Hausner比值1.12、平均硬度6.5 kg、平均片重差异1.17%、平均脆碎率1.1%,结果均优于单因素试验的确定的结果,说明3种辅料配合使用对物料的流动性、充填性和可压性有显著的相互促进和补充的作用,可作为试验的最终结果。
片剂因具有产品质量稳定性好、制作成本低、计量精确、服用方便等优点[19],而广泛应用于药品、保健食品中。粉末直接压片技术因为不经过制软才、制粒、烘干等工序,特别适合于对湿热不稳定的成分[20],应用越来越广泛,但此技术对物料的充填性、可压性、流动性要求很高。在片剂工业化生产中,要解决的主要问题是根据主料的性质及制片需要,选择1种或几种不同的辅料组合,来改善主料的流动性、充填性和可压性。白藜芦醇螺旋藻粉充填性、可压性、流动性差,选择单一的辅料,在用量少的情况下不能改善。试验根据其特点选择辅料乳糖、Prosolv SMCC®、预胶化淀粉,3种辅料配合使用,白藜芦醇粉的流动性、充填性、可压性能显著改善。
片剂类产品中,辅料的用量越少越好,生产工艺要简单可行。在白藜芦醇片的研究中,喻樊等[21]研究的白藜芦醇口崩片中辅料用量在75%以上,魏洪君[22]研究的微丸中辅料用量在85%以上,刘钦松等[23]研究的白藜芦醇片中辅料在10%以上,都高于试验;张盛等[24]研究的白藜芦醇分散片、陈肖如等[25]研究的白藜芦醇分散片都要经过制粒烘干后再制片。试验中赋形剂的用量是5.0%,白藜芦醇螺旋藻复合片的纯度得到了保证,主料和辅料混合均匀后直接压片,不经过制软才、制粒、烘干、整粒等环节,工艺更简单可行。
3 结论
3.1 辅料用量
乳糖主要影响白藜芦醇粉流动性、Prosolv SMCC®主要影响白藜芦醇粉的可压性和片剂的硬度、预胶化淀粉主要影响物料的充填性。辅料中各物质用量分别为乳糖为2.0%、Prosolv SMCC®为1.5%、预胶化淀粉为1.5%。
3.2 白藜芦醇螺旋藻复合片配方及工艺
白藜芦醇螺旋藻复合片制作生产配方及工艺为:白藜芦醇15%、螺旋藻粉80%、赋形剂添加量5%、制片压力位35 kN,采用粉末直接压片法制片。
猜你喜欢
医学概论(2021年19期)2021-01-21
科技与创新(2017年20期)2017-11-30
食品界(2016年4期)2016-02-27
现代面粉工业(2016年2期)2016-02-23
世界博览(2015年17期)2015-09-10
医学研究杂志(2015年12期)2015-06-10
食品工业科技(2014年13期)2014-03-11
机电信息(2014年26期)2014-02-27
机电信息(2014年5期)2014-02-27
机电信息(2014年2期)2014-02-27
