助焊剂成分及无铅焊膏的研究进展
2020-06-03 03:15:26刘旭东孙旭东
沈阳工程学院学报(自然科学版) 2020年2期
穆 荻,刘旭东,孙旭东
(大连大学 环境与化学工程学院,辽宁 大连 116622)
焊膏主要由焊料合金和助焊剂组成。助焊剂是一种化学溶液,其特点是在金属化过程中对氧化物具有一定的抑制能力,主要目标是允许最大的可焊性[1]。焊料合金、助焊剂的类型及其比例影响着焊膏的粘性、粘度等物理特性[2]。
几十年前,含铅焊料被广泛应用于电子工业的微电子领域[3]。然而,后来发现这些焊料对人体和环境有害,美国、日本和欧盟等发达地区已经对铅合金在电子制造业中的使用进行了限制,含铅合金也阻碍了电子设备的回收利用,这再次突出了它们对环境的影响。由于这些限制和人们对含铅焊料危害的普遍关注,无铅焊料作为一种代用焊料出现在人们的视线中。
1 无铅焊膏
近几十年来,世界上越来越多的国家对有毒物质在电子产品中的使用进行了严格控制,欧盟限制有害物质指令(RoHS)对6 种危险品在电子和电器设备的使用中进行了限制,包括铅(Pb)、水银(Hg)、镉(Cd)、六价铬(Cr6+)、多溴化联苯(PBBs)和聚溴二苯醚(PBDE)。为遵守RoHS 指令,各种无铅焊料被开发以取代含铅焊料[4]。
目前,无铅焊料分为 Sn-Ag 系、Sn-Cu 系、Sn-Zn系、Sn-Bi系、Sn-Zn-Bi系、Sn-In系、Sn-Sb系和Sn-Ag-Cu 系。最常用的无铅焊料属于Sn-Ag-Cu(SAC)系,它们具有良好的电气性和机械性。相比之下,Sn-0.3Ag-0.7Cu(SAC0307)焊料是一种低银SAC 焊料,成本较低。为了进一步提高Sn-Ag-Cu焊料的性能,许多研究者选择在Sn-Ag-Cu 焊料中加入一系列合金元素(Ti、Ni、稀土)和纳米颗粒。随着合金元素和纳米粒子的加入,Sn-Ag-Cu 焊料和焊点的力学性能、硬度性能和湿润性均有明显提高。CHEN Z G 等人[5]在体系中加入适宜的稀土元素(RE),含量在0.05%~0.5%(wt)以内,超过1.0%(wt)为宜,性能良好;GAN G S 等人[6]通过微合金化方法重新设计液态焊料的表面结构,通过控制相变在表面形成n 原子厚的稳定改性膜(氧化膜或金属膜),这可以提高电流密度,降低焊点的腐蚀电位,从而减少或避免铅在酸雨中的溶解;KOPPES J P 等人[7]合成 Sn和Sn-Ag-Cu 合金的纳米粒子,与助熔剂结合制备了原型纳米浆料,虽然达到了目标熔化温度,由于纳米颗粒的聚结受到金属低体积载荷的限制,需要小于12 nm 的颗粒尺寸;TAY S L 等人[8]加入镍纳米颗粒后,焊点的润湿角增大,扩展角减小,抑制了Cu3Sn 的生长,却促进了Cu6Sn5的生长,同时在回流过程中溶解,通过合金效应对界面产生影响;TAY S L 等人[9]添加 Co 纳米粒子后,导致润湿角增加,涂敷速率降低,随着Co纳米粒子含量增加,界面IMC层变得更平坦、更厚,显微硬度也略有提高。
2 助焊剂
助焊剂是在焊接过程中能促进或加速金属被熔融焊料润湿,并同时具有保护作用和阻止氧化反应的化学物质,主要成分包括溶剂、活性剂、成膜剂、触变剂等多种有机溶剂。助焊剂按化学组成分为有机和无机系列;按清洗方式分为松香基、水溶性和免清洗助焊剂。传统的松香基助焊剂再焊后有较多残留,难溶于水,较难清理。因此,免清洗助焊剂和水溶性助焊剂为研究热点。
2.1 溶剂
溶剂的主要作用是溶解助剂中的各种添加剂,使其成分混合均匀。溶剂包括多类物质,如链烷烃、烯烃、醇、醛等。XU Q M 等人[10]采用 Sn-0.3Ag-0.7Cu 焊料粉,按照表1 的配比制备所需焊膏,通过表2 溶剂物理性能的对比,系统研究了溶剂对锡膏流变性能和喷印性能的影响。研究结果表明:在较低剪切速率下,随着剪切速率增大,锡膏粘度增大。根据实验,复合醇类溶剂具有明显粘弹性,印刷性能优越。高粘度、损耗系数小的5#焊膏样品具有良好印刷性能,锡膏最大触变回路面积和未恢复应力值可以顺利喷射。

表1 焊膏配比

表2 溶剂物理性能
杨楠等人[11]采用单一溶剂配制焊料时,焊膏的铺展性能差,外观不规则,残留物多;在溶剂复配优化后配制得到的焊膏中,当X醇:异戊醇:Y醚为2:1:2 时,铺展率达到83.18%,焊膏综合性能优异。采用四氢糠醇与丙二醇苯醚按质量比为3:2复配得到的焊锡膏能使焊点光亮饱满,铺展率达到84.83%;四氢糠醇与聚乙二醇单甲醚250(MPEG250)按质量比1:1 复配所得到的焊锡膏助焊性良好,焊点铺展率高达86.55%。薛静等人[12]采用10 种单一溶剂分别配制焊膏,其中A 醇、二缩三乙二醇和B 醚作为单一溶剂时,焊膏的润湿性好、铺展率高,焊点较饱满,将A醇和B醚分别进行不同比例的复配,性能明显优于单一溶剂,且当A 醇:B 醚为3:2 时得到的焊膏性能最优异,焊接后无断层。综上所述,单一溶剂无法实现助焊剂的机械性能,复配溶剂在粘度、触变、蠕变恢复、振荡应力等方面具有较好的性能特征。
2.2 触变剂
触变剂有望改变非牛顿流体的触变特性,及其在流变试验中的触变行为变化。目前较为常用的触变剂为蓖麻油和氢化蓖麻油。LI S P等人[13]研究了触变剂对喷印无铅焊锡膏流变学的影响,在锡膏试样中加入4 种触变剂,锡膏样品的固相含量均为87%,液相组成均为13%,样品的液相组成中触变剂的重量百分比为7%,其他组分相同。研究结果表明:其中两种触变剂属于蓖麻油触变剂分子,它们在溶剂中膨胀并形成凝胶,通过分子中的极性基团在生成的膨胀颗粒之间形成弱氢键;较高的脂肪酸部分在锡膏中产生触变性结构,形成近似分层的结构,这两种触变剂能有效改善触变回路面积和未恢复应力值,适用于锡膏喷印工艺。
田苏等人[14]采用旋转流变仪测定流变曲线,以触变指数为表征量,结合正交试验法,研究不同配比的两种复合触变剂,并通过改变聚酞胺改性氢化蓖麻油、纳米有机蒙脱土、纳米SiO2的比例,得到最佳的质量添加量分别为2%和3%,图1 为两种复合触变剂的流变曲线。

图1 环氧a组分复合触变剂I和环氧b组分复合触变剂Ⅱ不同质量添加量的流变曲线[14]
余翠娟等人[15]采用不同方式将氢化蓖麻油(触变剂)加入到有机载体中,使氢化蓖麻油以分散态、溶胀凝胶态、溶解态存在于有机载体中,通过Anton Paar MCR302 流变仪测定曲线。结果表明:对于氢化蓖麻油以分散态和溶胀凝胶态存在的焊膏,其触变性和结构恢复特性较好,且该状态下的触变剂与焊膏中的其他组分形成较强的内部网络结构,对提高焊膏的点胶性能和存储性能有利。因此,对于触变剂来说,该方法可以使焊膏内部形成稳定结构,有效提高触变回路面积,增强焊膏流变性能。
2.3 成膜剂
成膜剂选用烃、醇、脂,这类物质一般具有良好的电气性能,常温下起保护膜作用,在200~300℃的焊接温度下不显活性,无腐蚀性且防潮。目前,成膜剂使用聚乙二醇PEG系列,随着平均分子量的不同,性质也有差异。对比各个PEG系列的铺展性能,聚乙二醇2000的铺展性能最好。
杨雅靖等人[16]选用4种树脂作为成膜剂来制备助焊剂。季戊四醇脂成膜剂能在焊接温度下形成保护膜,包覆焊点并改变其含量。含量增加,有助于铺展面积增加,但随着含量增加,焊后的残留物增多,所以该成膜剂含量不能超过15%。
TAKATA S等人[17]采用氧化还原法研究二甘醇(DEG)、三甘醇(TEG)和聚乙二醇(PEG)对粘结界面处发生断裂和对接头强度的影响。在DEG 和TEG 试样中,铜基体在粘结过程中被氧化,从而降低接头的抗剪强度,而PEG试样可以保持良好的剪切强度。图2 为加入DEG、TEG、PEG 焊膏的抗剪强度。

图2 加入DEG、TEG、PEG焊膏的铜-铜接头的抗剪强度[17]
由图2 可以明显看出PEG 的抗剪强度更大,同时DEG 和PEG 的组合能使铜接头的剪切强度达到最佳,因为PEG 抑制了氧化铜生长,而DEG 促进了致密烧结层的形成。
饶耀等人[18]采用4种不同分子量的聚乙二醇制备了4种助焊剂,并与Sn-3.0Ag-0.5Cu无铅钎料混合进行性能测试。PEG-1000、PEG-2000 和PEG-4000 随着添加量增加,铺展面积先增大后减小;而PEG-6000随着含量增加,铺展面积逐渐减小,成膜剂分子量越大,铜基板发黏程度越严重。根据铺展测试和扫描电镜测试,聚乙二醇系列成膜剂的加入能在焊接温度下形成包覆焊点的保护膜,并且使铜基板表面光滑,有助于提高助焊剂的防腐性能。因此,成膜剂可以增大焊后的焊接面积,并对焊点起到保护作用,防止焊后出现被氧化现象。
2.4 抗氧化剂
抗氧化剂的主要作用是阻止氧气、抑制焊料与铜基板之间生成氧化物,保护铜基板。GAO R H等人[19]研究了不同酚醛树脂用量的纳米铜浆料对铜基板-铜接头的影响,测量了接头的剪切强度,结果表明:2%的酚醛树脂填充了孔洞,提高了抗剪强度,但随着含量提升,会降低接头的抗剪强度,所以2%的酚醛树脂的抗剪强度最高。
王丽荣选用酚类作为实验的抗氧化剂[20]。2,5-特丁基对苯二酚是国家允许使用的安全高效的食用油脂抗氧化剂,具有良好的抗氧化作用,表3 为抗氧化剂用量的影响。
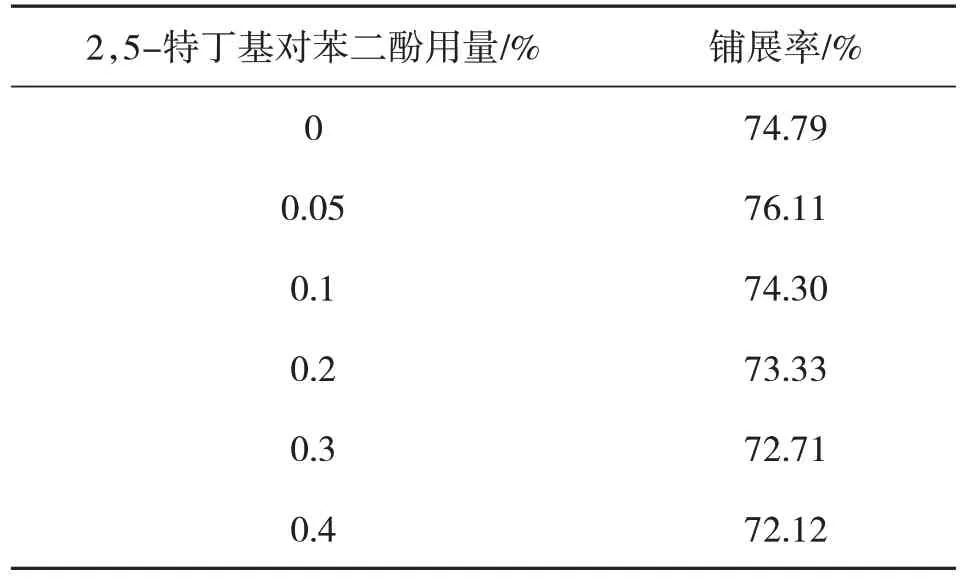
表3 2,5-特丁基对苯二酚用量影响[20]
从表3 可以看出,含量为0.05%时,铺展率最大,在助焊剂中加入抗氧化剂后,减缓了表面氧化速度,使得焊接顺利进行。
2.5 其他添加剂
ISMAIL N等人[21]在锡膏Sn-3.0Ag-0.5Cu(SAC305)中加入两种不同成分的助焊剂(含芳香族官能团助焊剂与含脂肪族官能团助焊剂),利用Alicona®IFM 软件,按照图3 的测量方式对不同助焊剂的Sn-Ag-Cu 焊料进行接触角测量,测定其润湿性,并且在260 ℃下回流。结果表明:含芳香族官能团助焊剂接触角值较低,润湿性较好,这是由于芳香基团、烯烃基和仲胺官能团提供了一种特殊的效应,显著地诱导了强的非极性相互作用,有助于降低Sn-Ag-Cu焊料的表面张力。

图3 接触角测量
CHENZ G 等人在合金中加入表面活性元素—稀土元素,结果表明:在室温条件下,加入微量稀土元素可以显著提高SnAgCu 焊点的蠕变断裂寿命[22],是加入1.0%(wt)稀土元素的SnAgCu 焊点蠕变断裂寿命的7 倍,但是随着稀土元素含量的升高,SnAgCu焊料延伸率逐渐下降,其机械性能也随之下降,所以最适宜的稀土含量在0.05%~0.5%(wt)以内,SnAgCu 焊料各个性能在此范围内都呈良好数值。因此,其他添加剂可以大大降低表面张力,提高焊膏的机械性能和润湿性能。
3 结 论
1)对于溶剂而言,单一溶剂无法实现助焊剂的机械性能,复配溶剂在粘度、触变、蠕变恢复、振荡应力等方面具有较好的性能特征。
2)触变剂可以有效改善触变回路面积和未恢复应力值,增强焊膏的流变性能,最常用的触变剂为蓖麻油分子、改性蓖麻油、氢化蓖麻油。
3)成膜剂能在焊接温度下形成包覆焊点的保护膜,对焊点起到保护作用,最常用的成膜剂为聚乙二醇系列。
4)抗氧化剂可以大大降低氧化速度,增大铺展面积,最常用的抗氧化剂为酚类和酯类,包括2,5-特丁基对苯二酚和酚醛树脂,其毒性小且无污染。
猜你喜欢
焊接学报(2023年12期)2023-12-19 09:01:44
现代制造技术与装备(2022年2期)2022-03-19 05:51:38
电子元件与材料(2018年11期)2019-01-04 08:18:08
电子制作(2017年7期)2017-06-05 09:36:13
电子工业专用设备(2017年2期)2017-04-25 08:32:37
现代食品(2015年16期)2015-12-20 09:07:14
中国塑料(2015年8期)2015-10-14 01:10:52
中国塑料(2015年7期)2015-10-14 01:02:49
中国塑料(2014年3期)2014-10-27 08:26:52
电子工业专用设备(2014年5期)2014-08-15 00:47:14