
美国旧金山新海湾大桥钢塔制作方案
2020-06-03 06:05:08赵星
四川建材 2020年5期
赵 星
(上海振华重工(集团)股份有限公司,上海 200125)
1 工程概况
美国新海湾大桥由美国著名的林同炎事务所设计,能抗8级地震,每天可通过30万辆车。该大桥由塔、钢梁两部分组成。钢桥塔的高度为148 m,约1.3万t重,采用了单塔自锚新技术。钢桥塔部分由4根五边形的变截面钢柱和120个连接横梁组成,其中板厚最大达到100 mm,其制作难点在于结构形式复杂、分段重量重、厚板焊接难度大、塔的垂直度要求高。主桥钢箱梁长约605 m,宽70 m,高5.5 m,在世界同类型桥梁中其设计结构形式及规模均为第一。钢箱梁主要分东线、西线和联系横梁三部分,连接方式为栓焊连接,总重量约为3万t。
2 钢塔制作
钢塔在制作过程中分5段,每个段由4根五边形钢柱组成,其中最长一段47.175 m。总体制作方案为:板单元制作→节段拼装、焊接→节段翻身、焊接→节段测量划线→节段端面机加工→相邻节段试拼装→测量、划线、制孔→桥塔总装。
板单元是钢桥塔的主要划分单元,对钢桥塔箱体的制作精度有直接的影响。板单元制作基本工艺如下所述,允许偏差见表1。
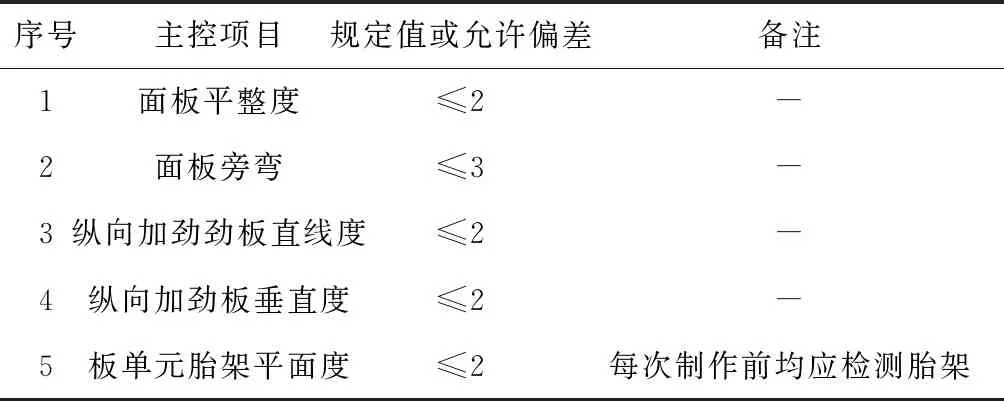
表1 板单元制作允许偏差
1)面板拼接:将面板铺放在胎架上,用卡码将面板与胎架固定并保持与胎架紧密贴合进行装配,然后利用多次翻身焊接控制焊接引起的角变形。
2)纵向加劲板拼接:由于纵向加劲板窄而长,拼接时利用卡码和限位块将纵向加劲板与胎架固定并保持与胎架紧密贴合进行装配,然后利用多次翻身焊接控制焊接变形。
3)纵向加劲板在面板上的定位焊接:纵向加劲板在面板上的装配位置直接影响到该加劲板与横隔板的装配要求,为了满足装配要求,加劲板在面板上的装配位置使用划线机整体数控划线,使其直线度偏差≤2 mm;纵向加劲板的焊接涉及到CJP、PJP焊缝的焊接,为了控制焊接变形,焊接时采用了分段、间隔及对称焊接的方法,使纵向加劲板垂直度偏差≤2 mm。
为了保证钢塔制作整体成型进度、减少人为误差,在钢塔制作过程中引进划线新技术:划线机数控划线[1]。经讨论,选择厚板斜势检验线为长度方向基准线进行划线,保证厚板、薄板实际板宽与理论值相同。其中A面侧横隔板槽口与板单元纵向加劲板的装配要求较高,根据图纸要求此处需紧密贴合,保持“0”的装配间隙,根据这一要求结合实际生产设备的能力,在数控划线时将此处的纵向加劲板装配线各向贴合面的反面移动了2 mm,划线完毕检验发现划线的偏差都在2 mm内,保证了两者之间的合理装配。
美国桥钢桥塔全部由厚板焊接成型,横断面由A、B、C、D、E五个面组成五边形。五个面板单元在宽度方向上除A面由相同厚度的钢板拼接成型、纵向加劲板沿中心线对称布置外,其余面的板单元均由厚薄板对接组成,且纵向加劲板为非对称布置,其中B、C、E面的纵向加劲板的数量随板单元宽度变化而变化。在钢桥塔89 m标高位置,C面、D面板单元向塔身内侧折弯,角度分别为1°和2°。根据合同要求钢桥塔制作精度非常高,具体偏差见表2。

表2 桥塔制作允许偏差
3 钢桥塔最终成型精度的影响因素
3.1 焊接收缩对装配的影响
焊接收缩是影响塔体装配精度的最主要因素之一[2]。由于板单元划分在纵向较大,同时包括横隔板焊接、纵向加劲板焊接及火工校正板单元平整度和旁弯度时都会产生一定的收缩,因此纵向收缩量也最大。而制作情况的不同,收缩量也会不一致,在实际装配时隔板的实际标高与设计标高会不一致,也将导致各塔体同层隔板的位置不一致。为解决这一问题,采取两种措施:①预留收缩量,使得面板焊接收缩后尽量与理论尺寸接近;②钢塔整体以一根塔柱的A面板作为基准,通过地面堆焊来调整隔板位置,在个别有较大偏差无法调整到位的隔板位置则通过横梁修正。
面板宽度方向的焊接收缩。从第一吊装段东南塔的制作情况来看,焊接收缩对面板宽度方向的影响很小,甚至可以忽略不计。因此,面板制作时宽度的控制就显得尤为重要,宽度过宽会造成装配后面板间产生错边,宽度过窄则会造成装配后面板间间隙过大。
由于纵向收缩后,各层隔板之间的相对位置随之产生变化,导致横梁安装时无法匹配,因此,对于横梁采用后孔法进行制孔,即先测量板单元制作后的实际尺寸,再在横梁相对位置上使用仿形切割加工横梁孔。
3.2 面板平整度及旁弯对装配的影响
1)面板的平整度对隔板及相邻面板装配间隙有较大的影响。因为A、E面是基准,直接影响到其余各面的装配,因此,又以A、E面的平整最为重要。鉴于板单元纵向分段较长,在纵向方向上的变形可使用千斤顶调整,而横向方向的变形较难校正,因此,应采取措施降低横向变形,尤其是对隔板装配有直接影响的隔板位置。
为降低板单元焊接后校火的工作量,在板单元焊接时使用了船型工装胎架,即采用反变形工艺以降低板单元的变形量。而反变形量的大小与板单元的宽度及加劲板的焊接量有关,对于划分宽度较小的板单元因反变形控制较困难,在焊接完成后仍需火工进行校正以确保其平整度。
2)相邻面板的装配精度也受面板旁弯度的影响。尤其是使用厚薄钢板对接的面板,因为板对接时受热量的影响,厚板与薄板产生的收缩量不同,再加上纵向加劲板的焊接影响,面板的旁弯现象会更明显。经过分析与试验制作了80°的工装胎架,然后在厚板侧放置电加热板,使用电加热的方法校正,最终取得了良好的效果。
由于旁弯校正会引起板单元长度方向的收缩,因此,在纵向加劲的施焊过程中也采取了一些措施,尽量减小由于纵向加劲施焊产生的旁弯。比如纵向加劲间隔施焊、每次焊接坡口深度的1/3、焊接时厚板侧放置加热板等。
3.3 纵向加劲装配位置及垂直度对装配的影响
这两者影响的都是纵向加劲是否能够顺利插入隔板槽口中,尤其是A、E面与隔板槽口贴合处的纵向加劲。因此,纵向加劲施焊前后都需要对其位置、开档和垂直度进行测量检查。隔板处以及上下端部纵向加劲的垂直度控制在2 mm以内,且不得向隔板槽口贴合面倾斜。在装配E面板之前,还需测量隔板E侧槽口贴合面到A面板的距离L1、L2和E面板A侧面到与槽口贴合面纵向加劲的距离L1′、L2′,比较两个值的大小判断纵向加劲是否会出现与隔板槽口干涉或间隙较大的现象,从而事先对隔板槽口进行打磨或堆焊。
为保证纵向加劲与隔板顺利装配,数控划线时横梁孔两侧的纵向加劲各向外偏移2 mm,并在施焊时采取PJP焊缝对称施焊和CJP焊缝翻身焊接减小纵向加劲垂直度偏差的措施。
3.4 隔板对装配的影响
1)隔板的外形尺寸:隔板是箱型塔柱的骨架,其外形即控制塔柱成型后的线形,因此,采用整体机加工方式以确保其外形尺寸满足精度要求。
2)隔板槽口的定位尺寸:横隔板的开口位置精度决定了面板纵向加劲板与之装配间隙的大小,若偏差较大,纵向加劲板甚至可能无法通过,或装配间隙差增加了焊接工作量及探伤要求。因此,设计要求槽口与纵向加劲贴合的A、E面也采用了机加工方式,同时也采取了加大3 mm槽口贴合面及外移2 mm纵向加劲的工艺措施,理论上式装配间隙达到了5 mm,确保了其顺利装配并满足了精度要求。
3)隔板的平整度:如果隔板平整度未达到标准,则安装后与面板的装配间隙将超差,从而影响焊接后的塔柱成型,因此,隔板安装之前必须进行平整度检验并校正。
3.5 其他方面对装配的影响
1)D面纵向加劲上小盖板与隔板腹板装配。安装前分别测量D面板上小盖板的高度和隔板腹板到隔板D侧面的距离,分析D面板装配后隔板腹板是否会与D面板上的小盖板干涉,如有干涉对隔板腹板进行打磨。
2)面板厚薄板过渡处对装配的影响。面板吊装前分别测量相邻面板控制线到厚薄板过渡处的距离,检查是否会由于错位过多而引起装配干涉或间隙过大的情况,事先进行调整。
3)考虑到纵向加劲整体焊缝较长焊接采用了分段、间隔及对称焊接的方法,从而控制了纵向加劲垂直度问题。
4)板单元的外形尺寸将直接影响五面成型尺寸,由于焊接的过程中存在着大量的焊接从而导致面板单元的旁弯和收缩,解决这一难题将对五面成形起到至关重要的作用。
(1)板单元施焊后的旁弯。由于A面板纵向加劲的分布比较对称,焊接后变形较小,其他四块面板的纵向加劲分布不均匀且都在薄板上,因此,纵向加劲焊接对面板产生了较大的旁弯值,焊接后便产生了向厚板侧凸起的旁弯(最大处达到30~40 mm)。
针对旁弯较大这一状况,对焊接工艺进行修改,改为PJP焊缝施焊1/3后施焊CJP焊缝,最后将剩余的2/3 PJP焊缝施焊完成,施焊时在板旁弯凸起最高点使用千斤顶施加外力,从而减小旁弯。同时将板单元放置在80°胎架上,旁弯凸起侧放置加热板,利用电加热及板单元本身自重校正其旁弯。此外在板单元焊接过程中,在厚板侧放置加热板也能有效减小焊接引起的旁弯,可以减少焊后的校正工作。通过对原方案进行改进,发现面板的旁弯值得到了很大程度上的改善,旁弯值基本上控制在10 mm以内,到达了预期的效果。
(2)焊接收缩问题。由于塔柱变截面的特性,板单元成型后无法设置焊接收缩余量完全为图纸理论尺寸。板单元焊接完成后都有不同程度的收缩,另外由于校核等因素对板单元的收缩影响甚大。
在项目实施过程中,南塔第一吊装段E面板整体拼板结束后,长度比理论尺寸短了18 mm,之后的纵向加劲焊接每一阶段面板长度都有一定的收缩。为了减少焊接收缩、保证双层隔板标高,在后续板单元制作过程中改进了制作工艺,其中A、E面板单元横隔板穿越孔待板单元制作完成后再进行手工开制,另外钢塔整体焊接收缩量,通过设计方修改图纸将收缩补偿量统一增加至第三吊装段中。
由于单塔重量为1 300 t,在此竖立吊装过程中塔柱底部作为竖立翻转支点受力将达到650 t,并将部分重力传递至底部斜平台上,但其与码头表面之间只有局部位置接触,这样码头单位面积所能承载的压力将超过码头的极限载荷,考虑到码头的承载能力,为解决平台底部与码头表面不能大面积接触的问题,利用木板的可压缩性创造性地在斜平台底部与码头面之间增加木质垫板,保证在平台受力后木质垫板与码头表面和平台之间紧密贴合,这样不仅可以改善塔柱和码头的受力情况,而且增大了平台与码头之间的摩擦力,从而避免了码头因局部超载而损毁进而引发塔柱倾覆安全事故;防止塔柱在竖立吊装过程中因产生的侧向力而导致的平台滑移等安全事故。
避免塔柱在竖立吊装过程中胎架作为支点时,所受的侧向力而导致胎架移位等安全事故的发生,要求塔柱下降至底部加强位置直接与平台上的枕木接触,其他位置尾部两组胎架上均增加高度为240 mm的方木,在竖立起吊时塔柱底部直接作为支点与斜平台上的枕木接触。为了便于塔柱在吊起后依照底板的位置对塔柱进行绕轴线转动调整,采用浮吊单钩起吊,不仅解决了塔柱与底板装配所需要的转动调整,而且可以通过吊钩的倾斜来矫正塔柱由于重心位置而造成的偏斜问题;由于塔柱在竖立吊装过程中,钩头起升的运动轨迹为以支点为圆心,支点到吊钩的长度为半径的一个圆弧,因此,在起升过程中需要实时调整浮吊的位置以保证吊钩的投影与吊点基本重合。
4 主要成果
1)采用多次翻身来控制厚板的焊接变形,且创新设计了塔柱翻身工装,利用圆环将不对称五面体塔柱套入,可360°旋转,实现了焊缝对称施焊和控制了焊接变形。
2)采用了标准段工装,保证了相邻两个变截面塔柱上下栓接截面都满足技术要求,同时大胆使用四氟滑块成功将1 300 t重的塔柱在车间内进行移位。
3)独创门式多头自动埋弧横焊技术及大直径螺栓侧焊技术,创新编制了U肋板单元制作流程,使板单元熔深和平整度都能达到技术要求。
4)引进了先进的折弯模具,使钢箱梁特有的单圆弧U肋一次成型。整理了一套成熟的钢塔和钢箱梁成型工艺,使每个节点都能进行精确控制,保证了钢塔和箱梁的总装质量。其中的U肋自动埋弧横焊技术、大直径螺栓侧焊技术等填补了国内空白,同时U肋板单元制作工艺已被中国钢结构协会录用。
[ID:009590]
猜你喜欢
云冈研究(2023年4期)2024-01-23 11:49:22
建筑与装饰(2023年24期)2024-01-02 13:29:32
天津建设科技(2023年2期)2023-12-21 15:42:20
特种结构(2020年4期)2020-09-06 08:46:56
新商务周刊(2019年10期)2019-12-21 07:51:05
商品与质量(2019年38期)2019-04-18 11:37:12
山西建筑(2019年9期)2019-04-12 06:19:12
经济技术协作信息(2018年8期)2019-01-14 03:06:36
江西建材(2018年3期)2018-03-21 07:27:11
汽车实用技术(2016年1期)2016-12-24 07:49:32
