
组合焊接工艺在特高压钢管塔制造中的应用价值分析
2020-06-02 10:04田斌
中国金属通报 2020年5期
田 斌
(中电建成都铁塔有限公司,四川 成都 610213)
随着超高压输电线路技术的快速发展,我国已经有很多铁路工程在建设的时候应用此技术。钢结构输电塔内部金属部件的连接情况能直接影响输电塔整体的质量,所以现在人们在建设的时候高度重视此问题。
1 组合焊接工艺在特高压钢管塔制造中应用价值的研究背景
在一个国家里面能够体现现代化水平标准的就是国家电力事业的发展。在2010年的时候,我国的输电线路就已经是世界的第一位,在电网建设的时候出现了很多新型的技术,特高压电网建设中的钢管塔技术就是其中的一种。我国从十二五之后就已经把特高压建设列为重点关注项目,在特高压工程中使用钢管塔能够提高我国电力事业的发展。
电力钢管塔是一种新型的铁塔,能够用在一些高压或者是特高压的输电线路上。电和人们之间有着密切相关的关系,而在工业生产的时候更离不开电力的帮助,如果电力出现问题人们的生活和生产都会受到一定的影响,所以我国为了避免出现用电问题主要使用的输电线路都是一些架空型的线路,这样不仅节约空间,还非常的美观,特别是在高压线路。
2 钢结构输电塔建造中有关常用金属的内容
(1)钢结构输电塔建造中常用的金属连接方式。目前主要有三种金属连接方式,包括:焊接、铆接、螺栓连接。
(2)钢结构输电塔建造中常用的金属连接方式的主要优缺点。
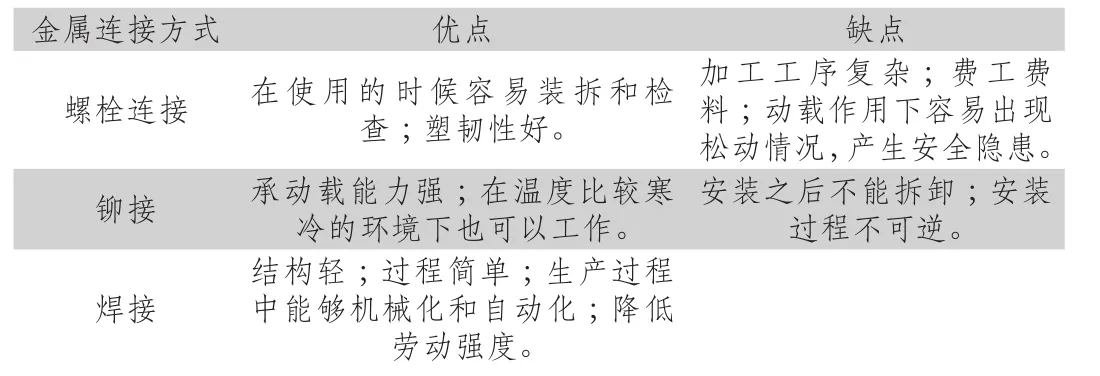
表1 三种金属连接方式的主要优缺点
3 钢结构输电塔中的焊接技术
在实际使用中已经把金属焊接分为:熔焊、压焊、钎焊三种。在电网建设的时候常用的几种焊接方法都属于熔化焊接。熔化焊接就是在金属工件的焊接处进行母材金属熔化,最终通过结晶的方式焊接完成的一种工艺方法。在熔化焊接中热源是熔化焊接的核心,在工作的时候还会根据热源的不同分为:气焊、电子束焊等,还有在建设的时候经常使用的焊条电弧焊、二氧化碳气体保护焊都属于熔化焊接中的电弧焊。
4 钢管塔制造中氩弧焊打底、二氧化碳气体保护焊填充盖面焊接技术的应用
4.1 氩弧焊的特点
钨极氩弧焊是一种质量非常高的焊接方法,因为在焊接的时候会用氩气作为保护气体,氩气能够隔绝空气对电弧和熔池产生的影响。同时电弧还会受到氩气流的影响保证焊接过程中的稳定燃烧,获得更好的焊接接头。在焊接的时候使用氩弧焊进行打底能够保证有非常强的熔透性,在焊接的时候第二层的二氧化碳还可以保护焊接面能够进行很好的融合。氩弧焊焊接的时候非常容易实现自动化和机械化。
4.2 钢管塔制造中氩弧焊打底、二氧化碳气体保护焊填充盖面焊接技术应用的实际意义
在输电铁塔使用的时候最能影响其寿命的就是焊接质量的好坏,如果焊接出现问题严重的时候还会影响整个电网的安全。焊接质量和焊接接头的力学性能有着密不可分的关系。所以要想提高焊接质量首先就需要了解焊接接头的力学性能。影响焊接接头力学性能的主要因素有:母材的化学成分和焊接工艺。本文以改善焊接工艺为例进行研究。在焊接进行的时候如果使用氩弧焊打底、二氧化碳气保焊就可以提高整个焊接的质量和生产效率,不仅如此还能减少一定的人力、物力。
4.3 钢管塔制造中氩弧焊打底、二氧化碳气体保护焊填充盖面焊接技术应用的主要优势
(1)在进行打底焊道工作的时候可以在保证质量的时候降低焊接工件装配间隙的要求。
(2)在焊接进行的时候不会出现熔渣,焊接完成的时候内部质量的合格率还能保证在98%以上。
4.4 氩弧焊打底、二氧化碳气保焊填充盖面组合焊的工艺过程
4.4.1 氩弧焊打底、二氧化碳气保焊填充盖面组合焊焊前注意事项
(1)在焊接之前需要先对焊接的工件进行打磨,去除表面的污染物,这样就会避免在焊接过程中出现气孔缺陷等现象发生,同时还能保证焊接操作的稳定性。
(2)在点固工作进行的时候焊接的电流一定要符合指导书的要求,并且和正式焊接时候的电流保持一致。在点固之前还需要先测试焊接电流的大小和气体的流量,全部符合要求之后才能继续工作。
(3)在组对的时候需要根据实际的焊接方法确定钝边和对口的间隙是否符合要求,避免在焊接时候出现未焊透和未熔合的现象发生。
(4)在焊接之前还需要根据管径的大小确定定位焊的点数,之后还需要把定位焊的端部磨出一个斜坡。
4.1.2 氩弧焊打底、二氧化碳气保焊填充盖面组合焊焊接过程需要注意的事项
(1)氩弧焊打底技术注意事项。操作的时候一定要先确定好一些信息,包括:钨极的伸出长度、电弧高低、焊接位置等,为了避免焊接时钨极出现损失需要在焊接的时候使用高频引弧。在做的时候需要使用摇摆焊法,整个过程需要保持合适的焊枪倾角,一般焊枪和焊丝夹角在70°~100°之间,看一侧坡口出现熔池之后加入焊丝,之后把电弧慢慢的移动到另一边,直到坡口充分熔合之后就可以正常进行焊接。在焊接的时候需要连续进行送丝操作;钨极端部和熔池之间需要保持0.5mm~1mm的距离,焊丝端部需要正对间隙的中心点,边熔化边送进。在焊接进行的时候如果发现间隙太大,需要增加一定的焊丝熔化量,这样就可以降低熔池温度,还可以增加电弧在坡口两侧的停留时间,控制熔池温度,减少焊瘤、烧穿的现象发生;反之如果发现间隙过小就需要提高焊接的速度,同时断续的进行送丝,这样就不会出现未熔合、未焊透的情况发生。最后在焊接收弧的时候需要在电弧摆和坡口的地方同时按下高频开关,等电弧彻底熄灭之后就可以离开焊枪。
接(收)头方法:在接头的时候需要先进行引弧,之后把电弧调整到正常的焊接速度之后提高头部的温度,等熔孔出现之后添加焊丝进行正常焊接,这样就可以保证接头的质量。在收头的时候需要把先熔化焊道的端部,并降低焊接速度继续焊接5mm~10mm之后进行收弧,这个时候需要注意焊接的速度。
(2)填充焊-连续焊接注意事项。首先在离始焊处20mm~30mm的焊道上设置一个引弧点,按下引弧开关,引燃之后迅速向后退,等到正常燃烧的时候把电弧摆动到母材的两边,之后正常焊接。在焊接的时候需要注意焊枪和焊缝的角度,同时做锯齿形横向摆动,焊接摆动的时候需要做一定的停顿,这样就可以保证焊道和两侧之间的坡口进行充分融合。熔池表面需要有一定的下凹,填充完成之后还需要留一定的深度。焊接完成之后还需要及时的清理遗留下的熔渣。
(3)盖面焊-连续焊接的注意事项。在焊接的时候需要使用锯齿形进行摆动,同时在操作的时候观察熔池两边的距离。在焊接的时候还需要控制熔池的形状和熔池的大小。
4.1.3 氩弧焊打底、二氧化碳气保焊填充盖面组合焊焊接完成之后的自检检验过程注意事项
整个焊接工作完成之后,工作人员需要先自己进行检查,看是否存在问题,如果发现问题就需要及时进行解决,并从中找出出现问题的原因,保证以后不出现类似问题,自检合格之后还需要进行超声波检查。
5 结语
目前在特高压钢管塔制造的时候使用组合焊接工艺已经能够减少焊接出现的缺陷,不仅如此还提高了整个特高压钢管塔的质量。现在国家都在广泛应用此项技术,希望以后我国能够继续研究组合焊接工艺技术,只有这样才能让我国的钢结构输电塔质量变得越来越高。
猜你喜欢
矿冶工程(2022年3期)2022-07-06
电焊机(2022年5期)2022-06-01
东北大学学报(自然科学版)(2020年10期)2020-10-19
物理学报(2019年4期)2019-03-16
航天制造技术(2018年6期)2019-01-11
科学与财富(2017年35期)2018-01-29
海峡科技与产业(2017年2期)2017-03-22
电子制作(2017年19期)2017-02-02
山东工业技术(2016年23期)2016-12-23
中国科技纵横(2014年7期)2014-12-07
