滑动式阀杆填料密封泄漏原因及优化措施
2020-06-02 10:04:00张斌
中国金属通报 2020年5期
张 斌
(河钢唐钢中厚板材有限公司炼铁厂,河北 唐山 063000)
1 概述
热风炉闸阀滑动式阀杆填料密封装置广泛应用于钢铁生产过程中,是热风炉重要设备的组成部分。闸阀阀杆是连接闸板与驱动装置的关键部件,带动阀门的开启和关闭;因为是滑动式阀杆结构,所以是闸阀最易产生介质外泄漏的部位,阀门的泄漏能够造成阀杆镀铬表面腐蚀、填料函内填料密封组件磨损,最终造成阀门损坏报废,同时能源介质泄漏造成消耗增加、成本上升、企业的经济效益下降等,因此,滑动式阀杆填料密封对于闸阀来讲是非常重要的[1]。
热风系统闸阀使用介质主要是空气和煤气两种,空气介质温度特别高,基本在1200℃~1350℃范围内;煤气介质含水气成分较多,煤气本身腐蚀性较大,基于这两个原因,对闸阀滑动式阀杆密封件的要求特别高。目前,在实际应用中的密封填料都是整体石墨环或是石墨盘根等材料,该种填料密封太硬或夹杂颗粒性杂质,长期使用造成滑动阀杆的磨损或生锈严重[2]。此外,由于高温和煤气腐蚀等因素的影响,密封填料逐渐失去致密性而导致泄漏,这种现象在石墨密封填料中极为普遍,并且石墨环为整体结构,检修维护时间长成本高,极为不便。
基于上述原因,现有的热风系统闸阀滑动式阀杆填料密封在使用过程中不稳定,经常出现阀杆密封处漏风或漏煤气现象,阀内介质泄漏后腐蚀阀杆,后期无法处理造成阀门更换,这样就造成了备件和人工成本的增加,同时给高炉生产和生命安全造成极大危害,亟待加以优化改造[3]。
2 优化措施
2.1 填料密封件结构设计
热风炉闸阀滑动式阀杆的传统密封通常采用压缩填料,压缩填料主要是指压入填料函内使阀杆周围密封的软质材料。压紧填料压盖所产生的密封压力使填料向横向扩张,填料传递压力的方式与介质相同,是施加于填料端面的压力就在横向支撑面上产生相同的压力。因此,填料受到填料压盖的压紧,填料横向的压力通常要比介质压力高出由填料压盖施加的一个压力值,这时就会自动起到一定的密封作用,但是这种传统填料的横向扩张力调节性能较差,并且对阀杆的损坏也较为严重。
为了保证填料的密封性,必须使用填料函下部的填料对阀杆产生的径向压力大于介质压力,在设计填料密封件时需要本身产生较大的横向压力,并且能够满足不断调节的需要,在不需要更换填料的情况下调整压兰轴向力,保证密封性能,这是新型组合式密封环如(图1)所示,该密封件上部(15)为软质材料,下部(16)为钢制材料件;该新型密封在填料函内需要成对组合使用,在轴向力的作用下密封件(15)横向扩张密封效果最佳。

图1 新型组合式密封环结构
2.2 填料密封件材质选择
填料密封件(15)是防止介质经由阀杆和填料函空间产生泄漏,该密封件应具有良好的密封性能,摩擦系数小、耐腐蚀和具有良好的弹性及塑性,有一定强度及化学稳定性高的特点,结合滑动式阀杆密封的特点,推荐采用的填料密封件材质见表1。使用时可以根据介质温度和压力选用相应的填料密封件材质。
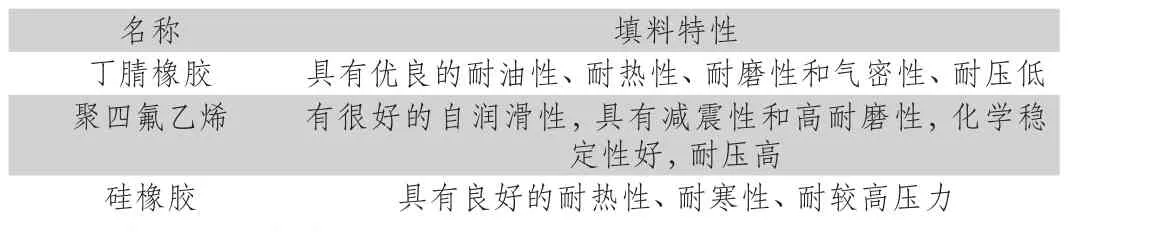
表1 推荐常采用的填料密封件材质
2.3 填料函深度优化
填料函深浅的优化措施,若填料函深度过深,则填料密封件过多和厚度过大,填料密封件对阀杆表面产生过大的压紧力,使滑动式阀杆与填料密封件之间的摩擦力增大[4]。开关阀门过力矩保护时造成摩擦力沿轴向的分布不均匀,从而引起滑动式阀杆严重磨损及填料密封件泄漏。若填料函深度过浅,填料压盖的压紧力与介质内的压力成正比,在“迷宫效应”下,填料内介质泄漏压力呈递减状态,当介质内压力大于压紧力时,必然造成填料末端介质泄漏[5]。根据惯例,最佳填料函深度H=2D,对于直径大于140mm的阀杆推荐可以适当增大。式中D——阀杆直径,mm。
2.4 填料安装
(1)密封组件在填料函内安装顺序不合理同样可以导致滑动式阀杆密封泄漏。为确保密封性能良好应将优化后填料密封组件按(图2)顺序装配。优化后填料密封组成主要有密封填料函(3)、下密封环(4)、密封圈(5)、下组合密封环(6)、油环(7)、密封垫(9)、上组合密封环(10)、上密封环(11)、密封压盖(12),密封填料函(3)为圆筒体,密封填料函(3)的圆筒体底面上有阀杆孔,密封填料函(3)嵌在阀体(1)中,滑动阀杆(2)从密封填料函(3)的圆筒体穿过,并通过圆筒体底面上的阀杆孔,下密封环(4)、下组合密封环(6)、油环(7)、密封垫(9)、上组合密封环(10)、上密封环(11)自下而上依次放置在密封填料函(3)中,滑动阀杆(2)外周分别与下密封环(4)、下组合密封环(6)、油环(7)、密封垫(9)、上组合密封环(10)、上密封环(11)的内孔为滑动配合连接,密封圈(5)套装在下密封环(4)的外周,密封圈(5)与密封填料函(3)圆筒体的内孔壁为紧密配合,密封压盖(12)安装在上密封环(11)的上端,密封压盖(12)的圆周通过压盖螺栓(13)与阀体(1)相连接。
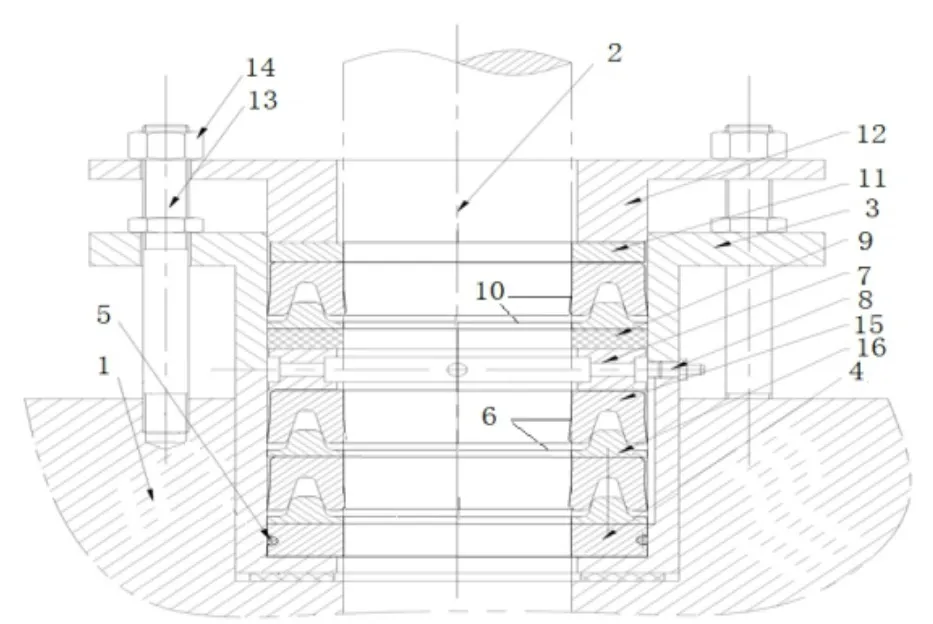
图2 密封组件整体安装
(2)优化后密封组件安装可以分为整体式安装和剖分式安装,如果阀门解体后填料函内所有密封组件按顺序整环装配;对于在线使用阀门设备来讲,更换填料函内密封组件时需要将密封件(6)(9)(11)破坏性拆除即可,将新密封件(6)(9)(11)切按顺序装入填料函内,接头切口应切成45°,各层接头应错开180°。压盖不得倾斜压入,并留有足够的再压余量,使整个填料组件被压余量达30%,以备日后可以调整密封压紧力,密封压兰的压套压入填料函的深度为其高度的1/5~1/4。在装配密封组合时填料函内注满润滑脂,同时在使用过程中经常对阀杆及密封填料加油润滑[6]。
3 结语
要达到良好的滑动式阀杆密封效果,必须从填料密封件结构设计、填料密封件材质选择和填料安装等方面采取相应的优化措施,提高滑动式阀杆密封的安装质量,可以避免出现阀杆密封填料泄漏问题,保证冶金系统闸阀的安全稳定运行。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:33:40
机械工程与自动化(2022年3期)2022-06-24 03:10:40
中国设备工程(2022年2期)2022-02-10 08:36:52
湖北农机化(2020年4期)2020-07-24 09:07:42
中国核电(2018年3期)2018-10-10 07:42:28
智富时代(2018年3期)2018-06-11 16:10:44
河南科技(2014年19期)2014-02-27 14:15:35
武汉工程大学学报(2013年10期)2013-04-23 12:11:10
轴承(2012年1期)2012-07-24 05:24:48
四川水泥(2010年6期)2010-12-26 06:31:58