凸极式同步电机转子阻尼条断裂故障分析及更换修复方案
2020-05-25 11:43廖勇李洪祥
写真地理 2020年3期
廖勇 李洪祥

摘 要: 本文对凸极式同步电机转子阻尼条松动、断裂的原因进行了分析研究。通过对该电机进行现场考察,结合使用单位的修复要求,制订了周密的修复方案,最终对该电机实施了成功修复。
关键词: 阻尼条;断裂;修复
【中图分类号】TG333.21 【文献标识码】A 【文章编号】1674-3733(2020)03-0117-02
1 前言
某钢铁厂粗轧电机采用某电机厂变频调速凸极式同步电动机。电机自2008年上线运行以来,一直未进行过在线维护或者离线保养。2010年4月,点巡检人员发现电机转子阻尼条有在磁槽内松动的迹象。为了不影响生产,该厂对松动的阻尼条进行了灌胶填充处理。运行了一段时间之后,发现松动的阻尼条数量增加,且存在阻尼条断裂打火的现象。为此,我单位组织各方专家及技术人员对该电机进行分析、诊断,针对该电机故障及缺陷,通过充分的研究、商讨,制订了详细周密的修复方案,于某钢铁厂年修期间对该电机进行了成功修复。
2 电机阻尼绕组结构简介
阻尼绕组由嵌在转子铁芯中的阻尼条及转子两端的短路环构成。在短路环的内侧,有一个铁环,起到固定短路环及阻尼条的作用。在铁环内侧是一个压板。
3 故障情况及原因分析
3.1 故障情况
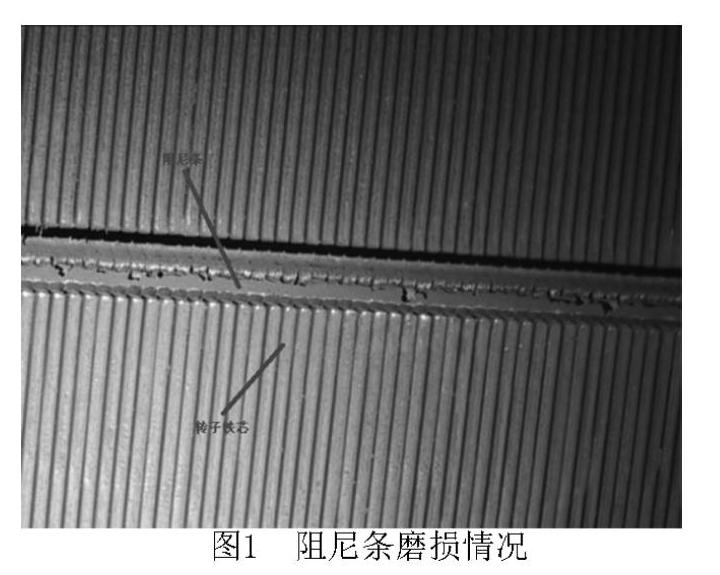
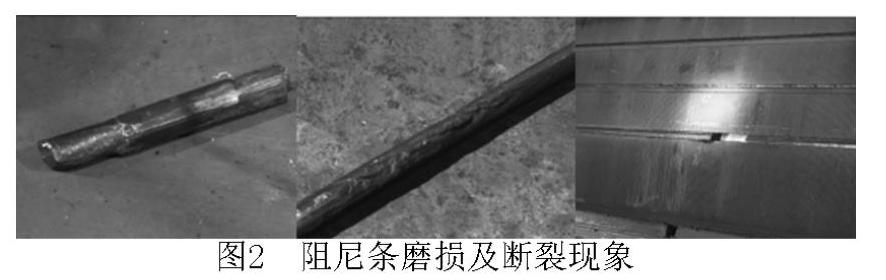
粗轧电机为凸极式同步电机。转子共有磁极16个,每个磁极铁芯上有8根阻尼条,圆周共计128根阻尼条。电机在现场经过解体抽芯之后,技术人员用肉眼观察和用手锤敲击阻尼条听声音辨别的方法对阻尼条进行细致检查,经过检查发现,几乎每个磁极靠近上下两侧的各2-3根阻尼条在铁芯磁槽中有明显松动的现象,阻尼条因来回振荡有明显变细且翻有棱角的现象,部分阻尼条有过热熔化的情况。如图1、2。
将转子磁极按顺序依次编号,经过认真细致检查,发现粗轧电机共有37根阻尼条存在较为严重的磨损或者断裂情况。
3.2 故障原因分析
一般情况下,转子阻尼条在使用过程中,出现断裂的原因主要有如下几种:
3.2.1 阻尼条在启动过程中的挤流效应,使得阻尼条上下温升不均匀,阻尼条产生向中心弯曲的应力(即热弯曲挠度力)。
3.2.2 短路环中强大的启动电流使之发热产生径向位移,造成阻尼条产生背离转子中心的弯曲力。
3.2.3 转子的运行过程中,阻尼条受电磁力、离心力的交替作用,产生受迫振动。
3.2.4 运行年限较长的电机阻尼条容易产生金属材料疲劳现象,造成阻尼条断裂,启动频繁的电机阻尼条,更容易出现这种原因的损坏。
3.2.5 阻尼条与短路环的焊接工艺不规范,焊接强度不够。
综上所述,电机转子阻尼条断裂的原因均是转子受各种应力作用的结果,而且应力超过了阻尼条所能承受的极限。在此种情况下,转子阻尼条出现了断裂的现象。
该粗轧电机在轧钢过程中,电机处于稳态与冲击载荷的交替工作状态下,且不断换向,因此阻尼绕组中的电流也处于交替变化状态,阻尼条所承受的电磁力矩也不断变化。在反复循环的冲击作用下,阻尼条出现金属材料疲劳现象,在磁槽中来回振荡,造成了磨损严重甚至断裂的现象。
4 电机修复方案确定
经过技术人员细致检查,粗轧电机阻尼条断裂、松动故障总体状态可归结为以下三种情况:
1)阻尼条在与短路环焊接处断裂;
2)阻尼条在转子铁芯中间处断裂;
3)阻尼条未断裂,但阻尼条在转子铁芯磁槽中磨损严重,阻尼条变细且呈鸭梨形。
根据粗轧电机故障现象及特征,在对转子具体情况进行了分析之后,基本确立了3种修复方案,分别是:
1)对全部的阻尼条进行更换;
2)对断裂的阻尼条进行更换,未断裂但磨损严重的的阻尼条进行加固处理;
3)对断裂及磨损严重的阻尼条进行更换,其他阻尼条进行加固处理。
经过对3种方案的认真研究和对比分析,结合了某钢铁厂的生产进度安排情况,认为方案1施工任务量大,施工工期长,成本很高。方案2施工简单,但可靠性不强,难以保证修复之后的运行周期。因此,经过对施工工期、质量及成本等各方面因素综合考虑之后,最终确定了按方案3进行修复施工。
5 电机修复施工工艺
确定了修复方案之后,接下来的工作就是進行修复工艺的制定及实施了。工艺流程:
(1)由专业技术人员对整个转子进行彻底检查,对需要进行更换的阻尼条进行标记编号。
(2)施工人员对标记的阻尼条进行确认,然后用手持砂轮机对该阻尼条与短路环焊接处的侧面进行打磨,以便阻尼条与短路环的焊接位置能够清晰的显示出来。再用样冲在阻尼条的中心位置打一个样冲眼。如图3所示。
(3)将万向摇臂钻对准该阻尼条,尽量做到钻头轴心线与阻尼条的轴心线重合。与短路环的焊接处,先用较小的钻头在阻尼条的中心位置钻一个小孔,然后再用将阻尼条与短路环的焊接处钻穿,直至阻尼条与短路环完全脱离。
(4)阻尼条两端均钻穿之后,在短路环的一端钻孔处,用冲具将断裂阻尼条从转子的磁槽中冲出。
(5)阻尼条冲出来之后,对转子磁槽进行处理,清除槽内的铜瘤等杂物。
(6)对新阻尼条进行两端倒角处理,以便阻尼条能顺利穿进转子。
(7)在短路环的钻孔处,将新的阻尼条穿进转子的磁槽中。
(8)对阻尼条两端进行修整处理,将过长部分打磨处理掉。
(9)在短路环的圆周方向,在阻尼条已更换的磁槽,对准磁槽中的阻尼条,钻直径为8mm的焊接用圆孔,以便焊接时对阻尼条进行加温及焊接。如图4所示。
(10)用石棉被将需要焊接处周围的线圈及相关连线进行隔热保护。
(11)用气焊对阻尼条两端与短路环的衔接处进行焊接。
(12)焊接完成之后,将阻尼条分成六段进行标记。在标
记处,用气锤锤头插入磁槽中,对准阻尼条进行锤击处理。
时间大概控制在3S左右。
(13)在锤击处,用圆球形锤头对阻尼条两侧的铁芯进行锤击处理,使其产生变形,对阻尼条形成包覆状。
(14)全部修复完成之后,对转子进行喷漆处理。
(15)对转子进行烘干处理。
6 电机修复效果
电机转子阻尼条修复完成之后,进行穿芯组装。全部附件组装齐全之后,一次试车成功。电机振动值、温升等各项指标均在合理范围之内。电机自修复完工之后,上线运行工作至今,未再出现任何异常现象。
7 小结
本文针对某钢铁厂粗轧电机转子阻尼条磨损及断裂故障产生机理进行了较为深入的分析介绍,概括总结了阻尼条更换修复方案及注意事项。对于该类同步电机阻尼条修复提供了一定的借鉴作用。
文中提出并实施的阻尼条故障处理方案,为今后修复类似电机故障积累了相关经验。运行实践证明,此方案具有修复成本较低、工作量较少、工期较短、针对性较强等优势,且简单可靠,值得相关工程借鉴推广。
参考文献
[1] 《电机故障诊断修理手册》.机械工业出版社.主编.赵家礼.
[2] 调速同步电机阻尼条断裂故障分析处理.《冶金电气》杂志.夏康萌.蔡国成.
猜你喜欢
文艺生活·中旬刊(2016年12期)2017-01-18
艺术科技(2016年9期)2016-11-18
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年18期)2016-11-03
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年24期)2016-10-11
科技视界(2016年20期)2016-09-29
青年文学家(2016年15期)2016-05-06
青年文学家(2016年15期)2016-05-06